Vous aimerez peut-être aussi
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Avenir de l’automobile: Les Grands Articles d'UniversalisD'EverandAvenir de l’automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Poussoir HydrauliqueDocument6 pagesPoussoir HydrauliqueFosseni DialloPas encore d'évaluation
- Fine Milling Process Grinding Mill PendulaireDocument6 pagesFine Milling Process Grinding Mill PendulaireAhmed Chaari0% (1)
- Compte Rendu Du TP de MicrobiologieDocument47 pagesCompte Rendu Du TP de MicrobiologieNidhal Boutalbi83% (186)
- Decanteur DigesteurDocument14 pagesDecanteur DigesteurparfaitPas encore d'évaluation
- Tous Les Procédés D'épurationDocument165 pagesTous Les Procédés D'épurationHafsa KarfalPas encore d'évaluation
- Rapport PFE FinalDocument87 pagesRapport PFE Finalmoez ben youssef100% (1)
- Guide de CalculDocument44 pagesGuide de CalculFouad Sanhaji100% (2)
- Filtre À SableDocument25 pagesFiltre À SableAbdou MiringhiPas encore d'évaluation
- AspersionDocument62 pagesAspersionFatre 1980Pas encore d'évaluation
- UltrafiltrationDocument10 pagesUltrafiltrationsoufyanePas encore d'évaluation
- Injection Directe Essence PDFDocument7 pagesInjection Directe Essence PDFBa Hamzik HP100% (1)
- Filtre Presse FRDocument12 pagesFiltre Presse FRABDELHAKPas encore d'évaluation
- TP FiltrationDocument22 pagesTP FiltrationChaimae BourdanePas encore d'évaluation
- Traitement de La Boue de L'eau Potable.Document24 pagesTraitement de La Boue de L'eau Potable.Amnay MehlaouiPas encore d'évaluation
- NF EN 13480-4 AC2 Tuyauterie Industrielle Métallique Fabrication Et InstallationDocument6 pagesNF EN 13480-4 AC2 Tuyauterie Industrielle Métallique Fabrication Et InstallationaminePas encore d'évaluation
- Traitement Des Gaz - DepoussierageDocument13 pagesTraitement Des Gaz - DepoussieragedanorahhhPas encore d'évaluation
- Pompe TriplexDocument23 pagesPompe TriplexBac mathPas encore d'évaluation
- Dimension NementDocument27 pagesDimension NementKibanePas encore d'évaluation
- Piezo Common Rail PCR 2 DV4TD Ford (001 097)Document97 pagesPiezo Common Rail PCR 2 DV4TD Ford (001 097)Luc Mutombo MukuluPas encore d'évaluation
- La PervaporationDocument7 pagesLa Pervaporationguiguimol100% (1)
- Chapitrre 01Document39 pagesChapitrre 01Merabti DjamelPas encore d'évaluation
- POLL 7 2020 Air PollutionDocument27 pagesPOLL 7 2020 Air PollutionjalilPas encore d'évaluation
- Conception Et Dimensionnement Du Lagunage Aere PDFDocument7 pagesConception Et Dimensionnement Du Lagunage Aere PDFRachidaPas encore d'évaluation
- Annexe C Guide Silos v3Document11 pagesAnnexe C Guide Silos v3Olivier GeoffroyPas encore d'évaluation
- Annexe C Guide Silos v3 PDFDocument11 pagesAnnexe C Guide Silos v3 PDFsiwarPas encore d'évaluation
- Système de DépoussiérageDocument5 pagesSystème de DépoussiérageBrahim AbaghoughPas encore d'évaluation
- Irrigation Par AspersionDocument9 pagesIrrigation Par AspersionMAKAN DIALLOPas encore d'évaluation
- Traitement Des Eaux Usées - BTSDocument16 pagesTraitement Des Eaux Usées - BTSGuillaume OkegniPas encore d'évaluation
- Stations de RelevageDocument15 pagesStations de Relevageabekhti abdelkhalekPas encore d'évaluation
- MANUEL1 PretraitementDocument26 pagesMANUEL1 PretraitementsophiePas encore d'évaluation
- Traitement Physico ChimiqueDocument10 pagesTraitement Physico ChimiqueZOUARIPas encore d'évaluation
- Traitemenr Rejet LiquideDocument14 pagesTraitemenr Rejet LiquideNabil FePas encore d'évaluation
- Technologies Propres Et EauDocument22 pagesTechnologies Propres Et EauOthmane Apoos100% (1)
- subtitle (9)Document3 pagessubtitle (9)GUEU Fabrice SAIPas encore d'évaluation
- Cours Filtration Et AgitationDocument41 pagesCours Filtration Et AgitationZorgani TarekPas encore d'évaluation
- Scrubmaster-B30-B45-BEfr (1)Document6 pagesScrubmaster-B30-B45-BEfr (1)abdelkader namaniPas encore d'évaluation
- Tpe OperationDocument14 pagesTpe Operation237 Md vuesPas encore d'évaluation
- Intensification Des Procedes Partie IDocument79 pagesIntensification Des Procedes Partie IHä'deel ÖdenmemişPas encore d'évaluation
- Filtre Presse A BandeDocument2 pagesFiltre Presse A BandezemabderPas encore d'évaluation
- CHAPTER 8: Systèmes D'irrigation Par Aspersion À Tuyaux Flexibles MobilesDocument62 pagesCHAPTER 8: Systèmes D'irrigation Par Aspersion À Tuyaux Flexibles MobilesLucas TAZOVAP0% (1)
- Clim 03Document16 pagesClim 03Salah FdPas encore d'évaluation
- Article 22Document3 pagesArticle 22NicaisePas encore d'évaluation
- Chapitre 3Document37 pagesChapitre 3Dieng MamdiaraPas encore d'évaluation
- Filtre VenturiDocument4 pagesFiltre VenturiGRARDPas encore d'évaluation
- 05 La FiltrationDocument6 pages05 La Filtrationnadaberradi2005Pas encore d'évaluation
- Filtration-1-12 230226 112939 010345Document13 pagesFiltration-1-12 230226 112939 010345Khirou HemaidiaPas encore d'évaluation
- Procedes de TRT Des Eaux UseesDocument163 pagesProcedes de TRT Des Eaux UseessamerPas encore d'évaluation
- Serie 9000 QM-1 Logo MotDocument4 pagesSerie 9000 QM-1 Logo MotMartinezPas encore d'évaluation
- Le Bilan Hydrique de La Région ÉtudiéeDocument4 pagesLe Bilan Hydrique de La Région ÉtudiéeHicham FaddalPas encore d'évaluation
- VRD ASSAINISSEMENTDocument26 pagesVRD ASSAINISSEMENTOusseynou ThiandoumPas encore d'évaluation
- Tox Proc Colonnes Plateaux V0Document16 pagesTox Proc Colonnes Plateaux V0mguisse100% (1)
- 04 Feuillet Memento Degremont FR N 4 Aquadaf BDDocument4 pages04 Feuillet Memento Degremont FR N 4 Aquadaf BDabderrahimnPas encore d'évaluation
- Choix Du Busage Et Conduite de L Irrigation Par Pivots Prise en Compte de La Capacite D Infiltration Du SolDocument13 pagesChoix Du Busage Et Conduite de L Irrigation Par Pivots Prise en Compte de La Capacite D Infiltration Du SolMechmed100% (1)
- MaceDocument13 pagesMacedfePas encore d'évaluation
- Colonnes À GarnissageDocument18 pagesColonnes À GarnissageMehdi BekhechiPas encore d'évaluation
- 21832 Modular Dryer Range Brochure Fr WorkDocument8 pages21832 Modular Dryer Range Brochure Fr Workchaimaa mouhimePas encore d'évaluation
- KF F Pneumatic Conveying 0416Document4 pagesKF F Pneumatic Conveying 0416Adnen GuedriaPas encore d'évaluation
- Guide Station -ServiceDocument10 pagesGuide Station -ServiceSami KarimPas encore d'évaluation
- Jus 123Document8 pagesJus 123Abdellah BeichaPas encore d'évaluation
- 3.chapitre 3 - CopieDocument26 pages3.chapitre 3 - CopieBadreddine BouzaraPas encore d'évaluation
- Sécheurs D'air À Intervalles de Maintenance RéduitsDocument12 pagesSécheurs D'air À Intervalles de Maintenance Réduitsmedvadel305Pas encore d'évaluation
- Filtres Statiques - Filtre À Jet Pulsé - Filtre À Bain D'huileDocument16 pagesFiltres Statiques - Filtre À Jet Pulsé - Filtre À Bain D'huileSMAIL MILOUDIPas encore d'évaluation
- subtitle (24)Document3 pagessubtitle (24)GUEU Fabrice SAIPas encore d'évaluation
- Techniques Membranaires À Gradient de PressionDocument13 pagesTechniques Membranaires À Gradient de Pressionguiguimol100% (1)
- General Brochure-FR-2 4Document6 pagesGeneral Brochure-FR-2 4Taoufik BenzinaPas encore d'évaluation
- Chapitre IVDocument4 pagesChapitre IVAisaoua BuobouPas encore d'évaluation
- COUCHET 2019 ArchivageDocument211 pagesCOUCHET 2019 ArchivageAisaoua BuobouPas encore d'évaluation
- Chapitre II TEGDocument11 pagesChapitre II TEGAisaoua BuobouPas encore d'évaluation
- Cours Plans D'experience 2022-2023Document39 pagesCours Plans D'experience 2022-2023Aisaoua BuobouPas encore d'évaluation
- TD Bioproduction RésolutionDocument12 pagesTD Bioproduction RésolutionAhmed RamdaniPas encore d'évaluation
- Traitement Et Conditionnement Des Eaux de Process - 111438Document33 pagesTraitement Et Conditionnement Des Eaux de Process - 111438Aisaoua BuobouPas encore d'évaluation
- TD Croissance Bacterienne PDFDocument9 pagesTD Croissance Bacterienne PDFrawassirossiPas encore d'évaluation
- Série N3Document5 pagesSérie N3Aisaoua BuobouPas encore d'évaluation
- Dénombrement Microbien (Méthodes Indirectes) TP3Document2 pagesDénombrement Microbien (Méthodes Indirectes) TP3Aisaoua BuobouPas encore d'évaluation
- Série N3Document5 pagesSérie N3Aisaoua BuobouPas encore d'évaluation
- Exercices Corriges Filtre ElectrostatiqueDocument2 pagesExercices Corriges Filtre ElectrostatiqueAisaoua BuobouPas encore d'évaluation
- Fiche Technique 3Document3 pagesFiche Technique 3Nounou VetoPas encore d'évaluation
- Généralités: Selon ISO 724Document3 pagesGénéralités: Selon ISO 724M.Khaled GdouraPas encore d'évaluation
- 01-EC225 LP - ATA 00 - Premier Contact Avec L'hélicoptère - T1 - FRDocument44 pages01-EC225 LP - ATA 00 - Premier Contact Avec L'hélicoptère - T1 - FRLung KhanPas encore d'évaluation
- TMF Corrigé TD Tuyère Et AubeDocument6 pagesTMF Corrigé TD Tuyère Et AubeAnonymous 80p9OVPas encore d'évaluation
- Amelioration Du Systeme de Freinage de Parking Des Portiques ZPMC de Benin TerminalDocument149 pagesAmelioration Du Systeme de Freinage de Parking Des Portiques ZPMC de Benin TerminalFerrody ChetanPas encore d'évaluation
- Résistance Des Structures - 20230109Document190 pagesRésistance Des Structures - 20230109arcPas encore d'évaluation
- Ex 21 1 Boule de Billard Sur Table TournanteDocument5 pagesEx 21 1 Boule de Billard Sur Table TournanteDIBIPas encore d'évaluation
- CHAUDIERE Codes Defauts Basse Temprature Saunier DuvalDocument12 pagesCHAUDIERE Codes Defauts Basse Temprature Saunier DuvalFaguilarPas encore d'évaluation
- STATIQUE DES FLUIDES ProfDocument12 pagesSTATIQUE DES FLUIDES ProfAbdoulnassirou BassongouPas encore d'évaluation
- CHapitre2 - Travaux Dirigés - Contact de HertzDocument3 pagesCHapitre2 - Travaux Dirigés - Contact de HertzHamza MokhtariPas encore d'évaluation
- Chap01C DocOndedechocDocument1 pageChap01C DocOndedechocالغزيزال الحسن EL GHZIZAL HassanePas encore d'évaluation
- 5-1boite de Cisaillement PDFDocument4 pages5-1boite de Cisaillement PDFUomoD'AffariPas encore d'évaluation
- TD1 MISP2 ThermodynamiqueDocument2 pagesTD1 MISP2 ThermodynamiqueYRO AUBAINPas encore d'évaluation
- Acoustique, Chapitre 2Document586 pagesAcoustique, Chapitre 2Ali KHALFAPas encore d'évaluation
- TP Pendule SimpleDocument6 pagesTP Pendule Simpleben fayssal100% (1)
- 07 ADocument4 pages07 Aapi-3767116100% (1)
- Principe de TournageDocument5 pagesPrincipe de TournageAchraf AitPas encore d'évaluation
- Statique FrottementDocument33 pagesStatique FrottementŒū Ssa MēPas encore d'évaluation
- IntroductionDocument5 pagesIntroductionBenabed AekPas encore d'évaluation
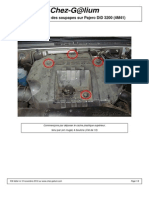
- Réglage Du Jeu Des Soupapes Sur Pajero DiD 3200 (4M41)Document9 pagesRéglage Du Jeu Des Soupapes Sur Pajero DiD 3200 (4M41)Maroselli CharlesPas encore d'évaluation
- Moteur À COURANT CONTINUDocument3 pagesMoteur À COURANT CONTINUAladji SyPas encore d'évaluation
- Module Hydraulique BT MSDocument16 pagesModule Hydraulique BT MSOB1dimiPas encore d'évaluation
- Manuel 300 Tei 2020Document176 pagesManuel 300 Tei 2020pierre lathierePas encore d'évaluation
- BétonarméakifDocument168 pagesBétonarméakifAyoub FekkoukiPas encore d'évaluation
- PiquageDocument4 pagesPiquagefanfan.boreauPas encore d'évaluation