Vous aimerez peut-être aussi
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- TD2Document4 pagesTD2Abdallah Grima33% (3)
- Transformateur À Semi-Conducteurs: Révolutionner le réseau électrique pour la qualité de l'électricité et l'efficacité énergétiqueD'EverandTransformateur À Semi-Conducteurs: Révolutionner le réseau électrique pour la qualité de l'électricité et l'efficacité énergétiquePas encore d'évaluation
- TD 1 Commande Séquentielle 2023Document11 pagesTD 1 Commande Séquentielle 2023pythagoretenkamPas encore d'évaluation
- Théorie et pratique du treuil: Treuils fixes et mobilesD'EverandThéorie et pratique du treuil: Treuils fixes et mobilesPas encore d'évaluation
- Examen API&SupervisionDocument4 pagesExamen API&SupervisionSoufien Atoui67% (3)
- Exam2018 - Contrôle 1 API 2Document4 pagesExam2018 - Contrôle 1 API 2adam100% (1)
- DS-2Ing-AutInd 2016Document3 pagesDS-2Ing-AutInd 2016Nouha MnassriPas encore d'évaluation
- TD 34 - Syst Mes S Quentiels - GRAFCET - Structure de Base OU Et ETDocument4 pagesTD 34 - Syst Mes S Quentiels - GRAFCET - Structure de Base OU Et ETnipoPas encore d'évaluation
- TD CpiDocument6 pagesTD CpiPatrick Juvet Gnetchejo100% (1)
- Poly TD API PDFDocument10 pagesPoly TD API PDFKhadija HajadePas encore d'évaluation
- TD N°2 Systèmes SED AlgorigrammeDocument3 pagesTD N°2 Systèmes SED AlgorigrammeBouguetaib Lakhdar-kheireddinePas encore d'évaluation
- TD N°2 Systèmes SED AlgorigrammeDocument3 pagesTD N°2 Systèmes SED AlgorigrammeBouguetaib Lakhdar-kheireddinePas encore d'évaluation
- Graf Cet Exercice SDocument15 pagesGraf Cet Exercice SHichem Hamdi50% (2)
- TD Grafcet 2Document3 pagesTD Grafcet 2Fadwa GHANIPas encore d'évaluation
- Poly TD SAPDocument18 pagesPoly TD SAPOussama BeddaPas encore d'évaluation
- Contrôle #1 Automates Programmables Industriels: Exercice 1Document2 pagesContrôle #1 Automates Programmables Industriels: Exercice 1Mimo Moo100% (1)
- Cahiers Des Charges Programmation Des APIDocument65 pagesCahiers Des Charges Programmation Des APIAbdo100% (2)
- Poly - Exo - API - ENSA 2022 - 2023Document16 pagesPoly - Exo - API - ENSA 2022 - 2023mobariki.salma2002Pas encore d'évaluation
- TD3 Automatisme MECA2Document5 pagesTD3 Automatisme MECA2mkw21Pas encore d'évaluation
- Serie Exercice GrafcetDocument9 pagesSerie Exercice Grafcetkima lachgar100% (3)
- Travaux Dirigés Automatismes Industriels GE 2Document9 pagesTravaux Dirigés Automatismes Industriels GE 2Ben Mekki Houcine100% (7)
- TD 2 ModifieDocument6 pagesTD 2 ModifieMartinien YawoloPas encore d'évaluation
- TD2 Automatisme MECA2Document4 pagesTD2 Automatisme MECA2RyemPas encore d'évaluation
- Chapitre 2Document6 pagesChapitre 2rawdhajarray2000Pas encore d'évaluation
- GEMMA Etude de CasDocument3 pagesGEMMA Etude de CasMohamed El alaouiPas encore d'évaluation
- SpeechDocument10 pagesSpeechNada BenotmanePas encore d'évaluation
- Devoir de Contrôle #2 - Electricité - 3ème Technique (2009-2010) Ghanmi NasrDocument7 pagesDevoir de Contrôle #2 - Electricité - 3ème Technique (2009-2010) Ghanmi Nasrmatmatijamel100% (1)
- Exercices GrafcetDocument5 pagesExercices GrafcetHamza AbourifaaPas encore d'évaluation
- Examen-Corr GrafcetDocument4 pagesExamen-Corr GrafcetFatimazahrae AB100% (2)
- Fiche TD 2 - 3 - 4 - Avec Solution-ConvertiDocument11 pagesFiche TD 2 - 3 - 4 - Avec Solution-ConvertiDINE HABIBEPas encore d'évaluation
- Machine A Remplir Et A BoucherDocument17 pagesMachine A Remplir Et A BoucherIbra YAACOUBIPas encore d'évaluation
- Travaux Dirigés PDFDocument9 pagesTravaux Dirigés PDFmarwen0% (2)
- Examen APIDocument4 pagesExamen APIHana Khemissi100% (1)
- Révision Examen FinalDocument7 pagesRévision Examen Finalasmaahmedhassan12Pas encore d'évaluation
- TD 2 - AutomDocument2 pagesTD 2 - AutomYahiyaoui SofyanePas encore d'évaluation
- TD 1 MentouriDocument8 pagesTD 1 MentouriAymen TertagPas encore d'évaluation
- GRAFCETDocument24 pagesGRAFCETmonstersounds1Pas encore d'évaluation
- 34 - Systèmes Séquentiels - GRAFCET - Structure de Base OU Et ET Divers TDDocument8 pages34 - Systèmes Séquentiels - GRAFCET - Structure de Base OU Et ET Divers TDFadwa GHANIPas encore d'évaluation
- GRAFCET - Exercices Exercice 1 - Unité de PerçageDocument10 pagesGRAFCET - Exercices Exercice 1 - Unité de Perçagemehdi100% (2)
- td3 Sur Chapitre 2. Le GrafcetDocument11 pagestd3 Sur Chapitre 2. Le Grafcetbendib noufelPas encore d'évaluation
- TD 01 - Etude Des Systemes PDFDocument8 pagesTD 01 - Etude Des Systemes PDFZied KtariPas encore d'évaluation
- Grafcet 2 ASDocument6 pagesGrafcet 2 ASAhmed NajjarPas encore d'évaluation
- Chapitre N1 Grafcet SystèmeDocument2 pagesChapitre N1 Grafcet SystèmeMarouen MekkiPas encore d'évaluation
- Commande de MachinesDocument3 pagesCommande de MachinesJean Claude Agnomo100% (2)
- CC AutosysDocument3 pagesCC AutosysCollins Essimbe MeyoPas encore d'évaluation
- Devoir SCHEMA AUTO BAC F3Document4 pagesDevoir SCHEMA AUTO BAC F3Daouda OUEDRAOGOPas encore d'évaluation
- Raport de Stage Chayeb Se 1Document10 pagesRaport de Stage Chayeb Se 1Chayeb NoroPas encore d'évaluation
- TD1 MasterDocument2 pagesTD1 Masterbadis hamhoum100% (1)
- Série Des ExercicesDocument5 pagesSérie Des ExercicesInteg StiPas encore d'évaluation
- Projet PneumatiqueDocument14 pagesProjet PneumatiqueAichaELJafoufi100% (1)
- SolutionDocument6 pagesSolutionHssan YassinPas encore d'évaluation
- BROYEUR DE CEREALES2013 Devoir EST LTIDocument3 pagesBROYEUR DE CEREALES2013 Devoir EST LTIjosias zinsouPas encore d'évaluation
- Epreuve de Schema Auto t2 1er GR 2023Document4 pagesEpreuve de Schema Auto t2 1er GR 2023Mouhamed DiengPas encore d'évaluation
- Devoir AutomatismesDocument3 pagesDevoir AutomatismesBodelvi KayiPas encore d'évaluation
- Projet Pneumatique 1Document14 pagesProjet Pneumatique 1Amir Na Dz100% (1)
- Exercice 1Document4 pagesExercice 1Anis AissaouiPas encore d'évaluation
- Ap Ali MeDocument11 pagesAp Ali MeChang MinPas encore d'évaluation
- 2FI 16-17 RatDocument3 pages2FI 16-17 RatEl GhafraouiPas encore d'évaluation
- TD2 - Grafcet - Mise en Équations - MatérialisationDocument4 pagesTD2 - Grafcet - Mise en Équations - Matérialisationfakhfakh100% (1)
- 1ere PartieDocument75 pages1ere PartieyapPas encore d'évaluation
- Programme de Formation Ingénieur GEET 2016 2017 1Document1 pageProgramme de Formation Ingénieur GEET 2016 2017 1Mohamed AbidPas encore d'évaluation
- TD2 GSM 2024Document2 pagesTD2 GSM 2024dansokomahaPas encore d'évaluation
- TP 3 CODAGE AUDIO MASTER1 ST Et RTDocument8 pagesTP 3 CODAGE AUDIO MASTER1 ST Et RTdansokomahaPas encore d'évaluation
- TD 2 - Finale - VFF - 2024 - VFFFDocument3 pagesTD 2 - Finale - VFF - 2024 - VFFFdansokomahaPas encore d'évaluation
- Chapitre 1 GénéralitésDocument33 pagesChapitre 1 GénéralitésdansokomahaPas encore d'évaluation
- TD Lignes AntennesDocument2 pagesTD Lignes AntennesdansokomahaPas encore d'évaluation
- Serie 2Document2 pagesSerie 2dansokomahaPas encore d'évaluation
- Registre D'élevage Gratuit Plateforme Du MielDocument12 pagesRegistre D'élevage Gratuit Plateforme Du Mielmas.eric34Pas encore d'évaluation
- Sujet 2022Document4 pagesSujet 2022baha brahmiPas encore d'évaluation
- 425 914 1 SMDocument10 pages425 914 1 SMkami ouachemPas encore d'évaluation
- Cours No 10-Ostèologie (Suite)Document7 pagesCours No 10-Ostèologie (Suite)Feriel FerielPas encore d'évaluation
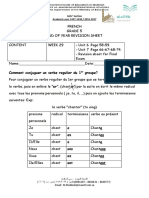
- French Gr5 Final RevDocument5 pagesFrench Gr5 Final Revezzeldin3khaterPas encore d'évaluation
- Exercices Is LM BPDocument6 pagesExercices Is LM BPDachka Ridore100% (1)
- Théorie Des MachinesDocument20 pagesThéorie Des MachinesJeanne Varenne EmvutouPas encore d'évaluation
- Ingénierie - Le Cycle en VDocument3 pagesIngénierie - Le Cycle en VbommobPas encore d'évaluation
- 2les NavigateursDocument2 pages2les NavigateursImane TlmPas encore d'évaluation
- PédopsyDocument3 pagesPédopsyTASMINE HAMZAPas encore d'évaluation
- Trading Price Action TRENDSDocument53 pagesTrading Price Action TRENDSKOUASSI KOFFI JEAN DE CAPISTRANPas encore d'évaluation
- Ystème NerveuxDocument4 pagesYstème NerveuxRabab Tamouh0% (1)
- Fiche ROME BrasseurDocument5 pagesFiche ROME BrasseuryannplmrPas encore d'évaluation
- Cours 4 Introduction À La Génomique 2021Document10 pagesCours 4 Introduction À La Génomique 2021fsxnsstoaehkbhlzygPas encore d'évaluation
- Antoche 1497Document21 pagesAntoche 1497Flynders PetryePas encore d'évaluation
- Le Marketing Digital Pour Les NulsDocument453 pagesLe Marketing Digital Pour Les NulsAMINEPas encore d'évaluation
- Les Points Clé Pour Bien Écrire.Document60 pagesLes Points Clé Pour Bien Écrire.HanKethyaneth100% (1)
- Osp 1168-35-4 La Notion de Projet en Psychologie de L OrientationDocument13 pagesOsp 1168-35-4 La Notion de Projet en Psychologie de L OrientationMus OubPas encore d'évaluation
- La Création de ValeurDocument68 pagesLa Création de Valeursene seydina mouhamedPas encore d'évaluation
- Convention PFE EntrepriseenTunisieDocument3 pagesConvention PFE EntrepriseenTunisieChaima BelhediPas encore d'évaluation
- Exposé Réorganisation Du CapitalfinalDocument30 pagesExposé Réorganisation Du CapitalfinalAdil BentalebPas encore d'évaluation
- Colle 02Document2 pagesColle 02Hamed TraorePas encore d'évaluation
- Projet PFE01Document127 pagesProjet PFE01soukaPas encore d'évaluation
- NXO 5v7ds7NU PDFDocument69 pagesNXO 5v7ds7NU PDFChristophe GarnierPas encore d'évaluation
- La Motivation Des Élèves de Formation ProfessionnelleDocument22 pagesLa Motivation Des Élèves de Formation ProfessionnelleOlsen MalagaPas encore d'évaluation
- Elaboration Et Caracterisation Des Compo 20150413142733 582136Document5 pagesElaboration Et Caracterisation Des Compo 20150413142733 582136Fox FouPas encore d'évaluation
- Pont Mixte FINALDocument26 pagesPont Mixte FINALĐíßMohammedRiadPas encore d'évaluation
- JumiaDocument3 pagesJumiakhalidPas encore d'évaluation
- Finances Publiques - Raya ChoubaniDocument37 pagesFinances Publiques - Raya Choubaniمنير بعكةPas encore d'évaluation
- Fonction Convertir Machines Synchrones Triphases CoursDocument5 pagesFonction Convertir Machines Synchrones Triphases CoursdddddPas encore d'évaluation
- PLC Controls with Structured Text (ST): IEC 61131-3 and best practice ST programmingD'EverandPLC Controls with Structured Text (ST): IEC 61131-3 and best practice ST programmingÉvaluation : 4 sur 5 étoiles4/5 (11)
- Automation Made Easy: Everything You Wanted to Know about Automation-and Need to AskD'EverandAutomation Made Easy: Everything You Wanted to Know about Automation-and Need to AskÉvaluation : 4 sur 5 étoiles4/5 (9)
- PLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingD'EverandPLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingÉvaluation : 4 sur 5 étoiles4/5 (1)
- INSTANT PLC Programming with RSLogix 5000D'EverandINSTANT PLC Programming with RSLogix 5000Évaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Programming, Simulating and Visualizing Human Machine Interface (HMI) and Programmable Logic Controller (PLC) In Your Laptop: A No Bs, No Fluff, HMI-PLC Programming & SimulationD'EverandProgramming, Simulating and Visualizing Human Machine Interface (HMI) and Programmable Logic Controller (PLC) In Your Laptop: A No Bs, No Fluff, HMI-PLC Programming & SimulationPas encore d'évaluation
- Programmable Logic Controllers: A Practical Approach to IEC 61131-3 using CoDeSysD'EverandProgrammable Logic Controllers: A Practical Approach to IEC 61131-3 using CoDeSysPas encore d'évaluation
- Mitsubishi FX Programmable Logic Controllers: Applications and ProgrammingD'EverandMitsubishi FX Programmable Logic Controllers: Applications and ProgrammingPas encore d'évaluation
- AutoCAD Electrical 2017 for Electrical Control Designers, 8th EditionD'EverandAutoCAD Electrical 2017 for Electrical Control Designers, 8th EditionÉvaluation : 3 sur 5 étoiles3/5 (1)
- PLC programmable logic controller A Clear and Concise ReferenceD'EverandPLC programmable logic controller A Clear and Concise ReferencePas encore d'évaluation
- Programmable Logic Controllers A Complete Guide - 2020 EditionD'EverandProgrammable Logic Controllers A Complete Guide - 2020 EditionPas encore d'évaluation