Vous aimerez peut-être aussi
- Analyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1D'EverandAnalyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1Pas encore d'évaluation
- Cours Mécanique T1 Bac 2022Document75 pagesCours Mécanique T1 Bac 2022Mrnadhir Mecanique100% (1)
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- Fonction Assemblage (Les Assemblages Démontables)Document24 pagesFonction Assemblage (Les Assemblages Démontables)MIMFS85% (20)
- Cahier Meca 4 ST PDFDocument150 pagesCahier Meca 4 ST PDFtayahi100% (1)
- Enseigner les Traits pertinents temporels: avec la participation active des apprenantsD'EverandEnseigner les Traits pertinents temporels: avec la participation active des apprenantsPas encore d'évaluation
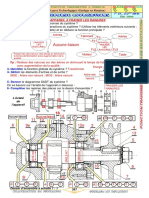
- FONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFDocument18 pagesFONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFBen Fah100% (3)
- BE CoursDocument31 pagesBE CoursMoudi BouhlelPas encore d'évaluation
- CM4 Dimensionnement VisDocument27 pagesCM4 Dimensionnement VisMohamed LaliouiPas encore d'évaluation
- Dimensionnement Vis Boulons 2018Document60 pagesDimensionnement Vis Boulons 2018timPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Eval 3 Guidage en Rotation TOURET A MEULERDocument5 pagesEval 3 Guidage en Rotation TOURET A MEULERGaston 91Pas encore d'évaluation
- Cours M 2 CotationDocument11 pagesCours M 2 CotationPaulHochonPas encore d'évaluation
- 1C02Document3 pages1C02Makrem CherifPas encore d'évaluation
- LIAISON ENCASTREME Profffffff PDFDocument21 pagesLIAISON ENCASTREME Profffffff PDFHouda LarianiPas encore d'évaluation
- Méthode Ch2Document17 pagesMéthode Ch2Fedi Ben AliPas encore d'évaluation
- (TDM) (CO) Theorie Des MecanismesDocument13 pages(TDM) (CO) Theorie Des MecanismesKhaled SouaissaPas encore d'évaluation
- 1 MIP Corrigé PDFDocument4 pages1 MIP Corrigé PDFSaidJaroumi80% (5)
- De L'affect À La Limite Dans Les Structures Cliniques Chez André GreenDocument12 pagesDe L'affect À La Limite Dans Les Structures Cliniques Chez André GreenGratadouxPas encore d'évaluation
- Mise en Position PDFDocument2 pagesMise en Position PDFkhocine100% (2)
- Etude de L'isostatismeDocument7 pagesEtude de L'isostatismekamal belkacemPas encore d'évaluation
- Normale Corigé 2012 PDFDocument8 pagesNormale Corigé 2012 PDFGuiliassPas encore d'évaluation
- Durée - de Vie - OutilDocument3 pagesDurée - de Vie - OutilISMAIL100% (1)
- Tous Sur Le Mip Et Map PDFDocument5 pagesTous Sur Le Mip Et Map PDFsvans lmsvansi100% (2)
- Isostatismes MIP MAPDocument6 pagesIsostatismes MIP MAPISMAILPas encore d'évaluation
- Mise Position Suite Cours Processus IndustrialisationDocument10 pagesMise Position Suite Cours Processus IndustrialisationLahmarabderrahmanePas encore d'évaluation
- IsostatismeDocument6 pagesIsostatismeHoucine TelmesliPas encore d'évaluation
- ds1 0506 PDFDocument14 pagesds1 0506 PDFzaouia ayoubPas encore d'évaluation
- S7A. FinalDocument17 pagesS7A. FinalUsi redPas encore d'évaluation
- Tournage MastèreDocument47 pagesTournage MastèreLanjar RanimPas encore d'évaluation
- MIP MAP NB PDFDocument6 pagesMIP MAP NB PDFAyyub ShabibPas encore d'évaluation
- Isostatisme 1Document14 pagesIsostatisme 1Uriel NdjaPas encore d'évaluation
- Cours IsostatismeDocument29 pagesCours IsostatismeMehdi Lallah100% (1)
- Evaluation Isostatisme PDFDocument4 pagesEvaluation Isostatisme PDFGenie Meca100% (1)
- GuidagetranslationDocument17 pagesGuidagetranslationsoufiane benabdallahPas encore d'évaluation
- Travail SoutenanceDocument20 pagesTravail SoutenanceKelvy INENGUEPas encore d'évaluation
- Liaison Porte-Pièce/pièce: Nom: Sts 1 CPRP Page 1 / 6Document6 pagesLiaison Porte-Pièce/pièce: Nom: Sts 1 CPRP Page 1 / 6Fares SlimaniPas encore d'évaluation
- s3 Af TG Auto2013Document13 pagess3 Af TG Auto2013Penda NiassPas encore d'évaluation
- Iso 3Document1 pageIso 3ISMAILPas encore d'évaluation
- Taraudage ManuelDocument2 pagesTaraudage ManuelSIDI ahmedou yahyaPas encore d'évaluation
- Verins Maintien COURS CORRIGEDocument7 pagesVerins Maintien COURS CORRIGEDog RayzPas encore d'évaluation
- Isostatisme ExpoDocument12 pagesIsostatisme ExpoHoucine TelmesliPas encore d'évaluation
- DTE2 - Calcul Des Profils Reconstitués Assemblés Mécaniquement - V6 - 2013-01-10Document19 pagesDTE2 - Calcul Des Profils Reconstitués Assemblés Mécaniquement - V6 - 2013-01-10Patrick Saint-LouisPas encore d'évaluation
- Palier Carter AutoporteeDocument4 pagesPalier Carter AutoporteeMOHAMED CHERIF KHATRAOUIPas encore d'évaluation
- Outillage (Moules D'injection)Document30 pagesOutillage (Moules D'injection)ahmed kallelPas encore d'évaluation
- GIM-Chapitre 1 - Fonction Assemblage 1ère PartieDocument35 pagesGIM-Chapitre 1 - Fonction Assemblage 1ère PartieDavid VHOUMBYPas encore d'évaluation
- Lecture de Plans (2020)Document17 pagesLecture de Plans (2020)city gamesPas encore d'évaluation
- Rappel Lecon MIP MAPDocument3 pagesRappel Lecon MIP MAPargannaoPas encore d'évaluation
- Reperage IsostatiqueDocument3 pagesReperage Isostatiquehamzabaggar170Pas encore d'évaluation
- Ci 2: Analyse Et Conception Des Mécanismes Guidage en Rotation - Solutions Avec GlissementDocument7 pagesCi 2: Analyse Et Conception Des Mécanismes Guidage en Rotation - Solutions Avec GlissementUmar MuhammetPas encore d'évaluation
- Isostatisme PDFDocument38 pagesIsostatisme PDFELMustaphaELMoukhtari100% (1)
- Sn014a FR Eu 1 PDFDocument10 pagesSn014a FR Eu 1 PDFChamseddine MerdasPas encore d'évaluation
- Cahier Meca 4 ST 1Document10 pagesCahier Meca 4 ST 1Ibrahima DiopPas encore d'évaluation
- Chapitre 2 - Guidage en Rotation - GlobalDocument63 pagesChapitre 2 - Guidage en Rotation - GlobalOUMAIMA BAJOUPas encore d'évaluation
- Cours LiaisonPivotDocument22 pagesCours LiaisonPivotemyazPas encore d'évaluation
- Chapitre 5Document7 pagesChapitre 5Ber MouPas encore d'évaluation
- Chap2 Leçon2 3&4Document52 pagesChap2 Leçon2 3&4Guiliass100% (2)
- Partie OperationDocument11 pagesPartie OperationAymen AchPas encore d'évaluation
- Cycle Fanuc Tournage PDFDocument16 pagesCycle Fanuc Tournage PDFAminChaariPas encore d'évaluation
- Sécurité Des Constructions - Règles de Calcul IDocument41 pagesSécurité Des Constructions - Règles de Calcul IstereonePas encore d'évaluation
- Mip Map NormeDocument15 pagesMip Map NormeAkkad MarouanPas encore d'évaluation
- Iso 4Document2 pagesIso 4ISMAILPas encore d'évaluation
- 2 AcquérirDocument6 pages2 AcquérirISMAILPas encore d'évaluation
- 4 - Montage Des Roulements Et Des CoussinetsDocument10 pages4 - Montage Des Roulements Et Des CoussinetsISMAILPas encore d'évaluation
- Évaluation-Diagnostique2 2STM UPDocument6 pagesÉvaluation-Diagnostique2 2STM UPISMAILPas encore d'évaluation
- RDM IntroductionDocument4 pagesRDM IntroductionISMAILPas encore d'évaluation
- Notice XCORE FRDocument36 pagesNotice XCORE FRAli AlladinPas encore d'évaluation
- TD - Thermique Du BatimentDocument2 pagesTD - Thermique Du BatimentBETTAR AbdelhaqPas encore d'évaluation
- Phys 2Document3 pagesPhys 2sontop983Pas encore d'évaluation
- TD N°4 MAPDF - 231201 - 115150Document3 pagesTD N°4 MAPDF - 231201 - 115150hamza.tech.shopPas encore d'évaluation
- Client: Construction Imane - Etpbh Bouziane Projet:: Rapport D'Analyse de MatériauDocument6 pagesClient: Construction Imane - Etpbh Bouziane Projet:: Rapport D'Analyse de Matériauahg.laboratoire2016100% (1)
- GeomDocument26 pagesGeomdjiPas encore d'évaluation
- Emploi de Temps S2 Chimie BiologieDocument2 pagesEmploi de Temps S2 Chimie Biologiea07095692Pas encore d'évaluation
- Chapitre 04 Final4444Document11 pagesChapitre 04 Final4444latrechePas encore d'évaluation
- Sensibilité ChromatiqueDocument15 pagesSensibilité Chromatiqueisam iamPas encore d'évaluation
- TP N 1 MDF Masse VolumiqueDocument4 pagesTP N 1 MDF Masse VolumiqueKhalil KhalilPas encore d'évaluation
- Introduction À La Régulation IndustrielleDocument32 pagesIntroduction À La Régulation IndustrielleOmar LebloulPas encore d'évaluation
- Corrigé Type Du Modue Les Écoulements en Charge Master 1 Hydraulique UrbaineDocument5 pagesCorrigé Type Du Modue Les Écoulements en Charge Master 1 Hydraulique UrbaineMimouna TabetPas encore d'évaluation
- M 113TpdsDocument6 pagesM 113TpdsСергей КакаровPas encore d'évaluation
- Courselectromagnetique 355Document14 pagesCourselectromagnetique 355Simo ELyamaniPas encore d'évaluation
- Memento Technique Mau Fix 1 Lnew1Document463 pagesMemento Technique Mau Fix 1 Lnew1RenardPas encore d'évaluation
- TP Asservissement MODELISATION ANALOGIQUE ET SIMULATION DESDocument11 pagesTP Asservissement MODELISATION ANALOGIQUE ET SIMULATION DESbadre989Pas encore d'évaluation
- Microsoft Word La Bobine Exercice 3Document2 pagesMicrosoft Word La Bobine Exercice 3Roua Slama100% (1)
- Ferraillage Des PoteauxDocument6 pagesFerraillage Des PoteauxHamza Ben AllalPas encore d'évaluation
- Poulies CourroiesDocument8 pagesPoulies CourroiesmasteratsiiPas encore d'évaluation
- Bro Fra 6 v29092014Document56 pagesBro Fra 6 v29092014Onil Desiré BarcaforeverPas encore d'évaluation
- 710 Chaleur Fatale IndustrielleDocument40 pages710 Chaleur Fatale IndustrielleAyoub MamaouiPas encore d'évaluation
- Cours Traitement Du Signal 2017 Final V10Document52 pagesCours Traitement Du Signal 2017 Final V10guyllaumeadimouPas encore d'évaluation
- Manuel Exercice 2016 C4 D2Document7 pagesManuel Exercice 2016 C4 D2cgg bbbPas encore d'évaluation
- Chapitre 1. Propagation Et Lignes de TransmissionDocument12 pagesChapitre 1. Propagation Et Lignes de Transmissionsihemfarah100% (1)
- Sujet PrincipalDocument11 pagesSujet Principalayman lamzouriPas encore d'évaluation
- TP TractionDocument3 pagesTP TractionLalia Mimi100% (2)
- Chp24 BtsDocument12 pagesChp24 BtsahlemmPas encore d'évaluation
- Série de Révision 2023 PDFDocument58 pagesSérie de Révision 2023 PDFnur alouiPas encore d'évaluation
- Polycopiedes Cours Zendaoui Saber Version 2019Document80 pagesPolycopiedes Cours Zendaoui Saber Version 2019Mohamed SaidiPas encore d'évaluation