Vous aimerez peut-être aussi
- Exercice Tolerance Geometrique PRDocument1 pageExercice Tolerance Geometrique PRHamrouni100% (3)
- Cours D Usinage de L IsostatismeDocument8 pagesCours D Usinage de L Isostatismeredataliani123100% (10)
- Eval Temps BtsipmDocument6 pagesEval Temps BtsipmAhceneHamimes100% (1)
- TD MP 1 Moulage BielletteDocument2 pagesTD MP 1 Moulage Biellettekhaled rouabehPas encore d'évaluation
- UsinageDocument44 pagesUsinageCharaf Leo100% (1)
- 1 TD1 Moulage en SableDocument1 page1 TD1 Moulage en Sablenahim100% (1)
- Simulation D'usinageDocument12 pagesSimulation D'usinagejebril faten100% (1)
- TD SUPPORT PRDocument2 pagesTD SUPPORT PRmasteratsiiPas encore d'évaluation
- Cours-Etude-Coupe-CFM-Mai-2020-Partie IDocument30 pagesCours-Etude-Coupe-CFM-Mai-2020-Partie Isaif Saadi100% (1)
- 34 06 Outils de Coupe en Tournage PDFDocument3 pages34 06 Outils de Coupe en Tournage PDFHakimHadjabhakim100% (2)
- Vi - Transfert de Cotes Et Simulation D'usinageDocument25 pagesVi - Transfert de Cotes Et Simulation D'usinageIlu SionPas encore d'évaluation
- Mise Et Maintien en Position Isostatique PDFDocument8 pagesMise Et Maintien en Position Isostatique PDFzakaria100% (2)
- TD IsostatismeDocument2 pagesTD IsostatismeSÕfȋǡņɇ Bɇņamar100% (2)
- Lecon 5 Machine OutilDocument24 pagesLecon 5 Machine OutilYasmine HammamiPas encore d'évaluation
- Etau A Serrage RapideDocument88 pagesEtau A Serrage RapideYounss Äýt100% (1)
- PliageDocument22 pagesPliageLanjar RanimPas encore d'évaluation
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- Isostatismes MIP MAP PDFDocument8 pagesIsostatismes MIP MAP PDFMou Hamoudi100% (1)
- 4 Cisalliage PoinconnageDocument19 pages4 Cisalliage PoinconnageHamza RouihemPas encore d'évaluation
- 5 Le CisaillageDocument5 pages5 Le CisaillageothmanePas encore d'évaluation
- Cours Le PercageDocument10 pagesCours Le Percageolive0007100% (1)
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDAPas encore d'évaluation
- Avant Projet 'Etude FabricationDocument5 pagesAvant Projet 'Etude Fabricationp bwPas encore d'évaluation
- Elaboration D Un Avant Projet D Etude de Fabrication Apef CoursDocument8 pagesElaboration D Un Avant Projet D Etude de Fabrication Apef Courspinamark100% (1)
- Etats de SurfaceDocument12 pagesEtats de SurfacemedPas encore d'évaluation
- Calculs en PliageDocument26 pagesCalculs en PliageWael MaatougPas encore d'évaluation
- 4-Contrat de Phase #10-BC PDFDocument1 page4-Contrat de Phase #10-BC PDFtagne simo rodrigue100% (1)
- Fraiseuse AutomatiqueDocument6 pagesFraiseuse AutomatiqueJawher Salem100% (1)
- Dossier de Technologie de Construction Mécanique 2Document50 pagesDossier de Technologie de Construction Mécanique 2ahmed100% (2)
- Chapitre V PDFDocument14 pagesChapitre V PDFdz filmPas encore d'évaluation
- Les Game D'usinage de PFE by YounessDocument16 pagesLes Game D'usinage de PFE by Younessomarkhan33Pas encore d'évaluation
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 pagesChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiPas encore d'évaluation
- m03 Analyse de Fabrication Et Gammes Dusinage-partie2-Fm-tsmfmDocument108 pagesm03 Analyse de Fabrication Et Gammes Dusinage-partie2-Fm-tsmfmMohamedAliJlidi50% (2)
- 05 IsostatismeDocument25 pages05 IsostatismeHamza RouihemPas encore d'évaluation
- APEFDocument29 pagesAPEFAnass MerbouhPas encore d'évaluation
- 34 06 Outils de Coupe en Tournage PDFDocument3 pages34 06 Outils de Coupe en Tournage PDFAyoub Otasse100% (2)
- Cours Bureau Etude - Methode-2021Document39 pagesCours Bureau Etude - Methode-2021Møtaz Lamraøui100% (1)
- 4-Mode D'action Des FraisesDocument3 pages4-Mode D'action Des Fraisessb ali0% (1)
- Examen Prep Fabrication IFM 2019Document8 pagesExamen Prep Fabrication IFM 2019عامر الشعيلي ولد شعبانPas encore d'évaluation
- Travail À Faire PDFDocument8 pagesTravail À Faire PDFamrPas encore d'évaluation
- TP4 - Taillage D'un Pignon Par Fraise Au ModuleDocument1 pageTP4 - Taillage D'un Pignon Par Fraise Au ModuleOussama Ouafik100% (1)
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 pagesCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- Chapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreDocument76 pagesChapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreIkram DahmaniPas encore d'évaluation
- 16 Pignon ChaineDocument1 page16 Pignon Chaineommasa2006100% (2)
- DevoirDocument4 pagesDevoirAnonymous ljWszRodq100% (1)
- TP FiletageDocument5 pagesTP FiletageSaid Djaballah100% (2)
- Etude D'outillageDocument12 pagesEtude D'outillageDayang Dayang100% (3)
- Devoir de Maison Janvier 2021Document17 pagesDevoir de Maison Janvier 2021soulaima khederPas encore d'évaluation
- Eliraoui KarimDocument33 pagesEliraoui KarimLahnine Ismail100% (1)
- Usinage Par Enlevement de MatiereDocument8 pagesUsinage Par Enlevement de Matieremaraghni_hassine7592Pas encore d'évaluation
- DispersionsDocument5 pagesDispersionsMohamed SahilPas encore d'évaluation
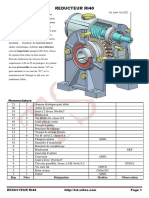
- REDUCTEUR RI40. REDUCTEUR RI40 Page 1. Vis Sans Fin (03) Arbre Creux de SortieDocument6 pagesREDUCTEUR RI40. REDUCTEUR RI40 Page 1. Vis Sans Fin (03) Arbre Creux de SortieFabrigas Kasolo Kalala100% (1)
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Isostatismes MIP MAPDocument6 pagesIsostatismes MIP MAPISMAILPas encore d'évaluation
- Soutien 2STM IsostatismesDocument13 pagesSoutien 2STM IsostatismesISMAILPas encore d'évaluation
- S7A. FinalDocument17 pagesS7A. FinalUsi redPas encore d'évaluation
- Corrigé-Tsmfm PSG Th1p22009Document3 pagesCorrigé-Tsmfm PSG Th1p22009Rzdx 991100% (1)
- RivuresDocument14 pagesRivuresKouchad FouadPas encore d'évaluation
- 2 - Communication TechniqueDocument90 pages2 - Communication TechniqueAhlèm SààdàouiPas encore d'évaluation
- La Flexion Plane Simple (Cours 3 SCT)Document4 pagesLa Flexion Plane Simple (Cours 3 SCT)MIMFS92% (12)
- Exercice Sur La Programmation Iso G90-CorrigeDocument1 pageExercice Sur La Programmation Iso G90-CorrigekhocinePas encore d'évaluation
- 34 Reducteur PDFDocument2 pages34 Reducteur PDFkhocine67% (6)
- TDG (Cours)Document5 pagesTDG (Cours)khocinePas encore d'évaluation
- 06-Résumé-Engrenage Droit À Denture Droite PDFDocument1 page06-Résumé-Engrenage Droit À Denture Droite PDFkhocinePas encore d'évaluation
- Dessin de DéfinitionDocument3 pagesDessin de DéfinitionkhocinePas encore d'évaluation
- Conception D Un Montage de RoulementDocument3 pagesConception D Un Montage de RoulementkhocinePas encore d'évaluation
- Dessin ReducteurDocument1 pageDessin ReducteurkhocinePas encore d'évaluation
- DevoirDocument3 pagesDevoirkhocinePas encore d'évaluation
- Dessin ReducteurDocument1 pageDessin ReducteurkhocinePas encore d'évaluation
- Conception D Un Montage de RoulementDocument1 pageConception D Un Montage de Roulementabder2222Pas encore d'évaluation
- Les Eléments Standards PDFDocument2 pagesLes Eléments Standards PDFkhocinePas encore d'évaluation
- Devoir de Synthèse N°2 - Génie Mécanique - Systéme de Conditionnement de Savons - 3ème Technique (2016-2017) MR Mlaouhi Slaheddine PDFDocument8 pagesDevoir de Synthèse N°2 - Génie Mécanique - Systéme de Conditionnement de Savons - 3ème Technique (2016-2017) MR Mlaouhi Slaheddine PDFkhocinePas encore d'évaluation
- TerminologieDocument10 pagesTerminologiekhocinePas encore d'évaluation
- 01 Généralité PDFDocument4 pages01 Généralité PDFkhocinePas encore d'évaluation
- Devoir de Synthèse N°3 - Génie Mécanique - Bac Technique (2011-2012) MR Ben Slimen PDFDocument5 pagesDevoir de Synthèse N°3 - Génie Mécanique - Bac Technique (2011-2012) MR Ben Slimen PDFkhocine0% (1)
- 01 Tour ParalleleDocument7 pages01 Tour ParallelekhocinePas encore d'évaluation
- 03 PerceuseDocument8 pages03 Perceusekhocine33% (3)
- Devoir PDFDocument4 pagesDevoir PDFkhocinePas encore d'évaluation
- Montage de RoulementsDocument1 pageMontage de RoulementskhocinePas encore d'évaluation
- TerminologieDocument10 pagesTerminologiekhocinePas encore d'évaluation
- 6 Bride de Serrage PDFDocument4 pages6 Bride de Serrage PDFkhocinePas encore d'évaluation
- Devoir de Synthèse N°3 - Génie Mécanique - Bac Technique (2011-2012) MR Ben Slimen PDFDocument5 pagesDevoir de Synthèse N°3 - Génie Mécanique - Bac Technique (2011-2012) MR Ben Slimen PDFkhocinePas encore d'évaluation
- French 4ap15 3trim2Document6 pagesFrench 4ap15 3trim2khocinePas encore d'évaluation
- Les Roulements PDFDocument1 pageLes Roulements PDFkhocinePas encore d'évaluation
- Colle S25 PCSI Sujet Thermo E CDocument2 pagesColle S25 PCSI Sujet Thermo E ChadilPas encore d'évaluation
- Steyr BepcoDocument48 pagesSteyr BepcocoolfforexPas encore d'évaluation
- ComponentsCatalog PDFDocument28 pagesComponentsCatalog PDFACBPas encore d'évaluation
- Energieplus-Lesite - Be-Climatisation À Débit de Réfrigérant VariableDocument19 pagesEnergieplus-Lesite - Be-Climatisation À Débit de Réfrigérant VariableZEMOURI ABDELHAKIMPas encore d'évaluation
- 03 Diag PhaseDocument61 pages03 Diag PhaseMohsen Saidi100% (1)
- Résumé Bael 2015Document40 pagesRésumé Bael 2015mallymma50% (2)
- Chapitre 4 Dynamique Fluide IdéalDocument37 pagesChapitre 4 Dynamique Fluide IdéalNowe AhmadePas encore d'évaluation
- Transmission de Puissance: Compétences AttenduesDocument13 pagesTransmission de Puissance: Compétences AttenduesraouanemezianiPas encore d'évaluation
- 2007 ShercoDocument60 pages2007 ShercoAnonymous BywpiUePas encore d'évaluation
- Mines Ponts MP 2009 Si EpreuveDocument35 pagesMines Ponts MP 2009 Si EpreuveIlyas MhammediPas encore d'évaluation
- ExosDePhysInssa 2023Document8 pagesExosDePhysInssa 2023Godwin BonkoungouPas encore d'évaluation
- Atex 1 BDocument61 pagesAtex 1 Bfranck RenéPas encore d'évaluation
- TD Étude Statique D'une Structure Spatial PARTIE A ET D PDFDocument2 pagesTD Étude Statique D'une Structure Spatial PARTIE A ET D PDFKITEMO juniorPas encore d'évaluation
- 4.alternateur 2Document52 pages4.alternateur 2dfgmy100% (1)
- Équipement Électrique 306 DieselDocument37 pagesÉquipement Électrique 306 Dieseldamienm49100% (2)
- Capteur de PressionDocument32 pagesCapteur de PressionIssam100% (1)
- COURS PontDocument25 pagesCOURS PontmostafaPas encore d'évaluation
- Lacertis 9.0Document2 pagesLacertis 9.0DavidPas encore d'évaluation
- Cours BA 2Document55 pagesCours BA 2Nabila RIOUCHPas encore d'évaluation
- ResultatsDocument18 pagesResultatssmail djelladPas encore d'évaluation
- TD 29 - Arc-BoutementDocument7 pagesTD 29 - Arc-BoutementMohamed AbaakilPas encore d'évaluation
- CANIVEAUX 60x60Document2 pagesCANIVEAUX 60x60TRAOREPas encore d'évaluation
- 1-Généralités Sur Les Machine-OutilsDocument8 pages1-Généralités Sur Les Machine-OutilsAnonymous RQW12imE100% (1)
- Correction Sujet 1Document5 pagesCorrection Sujet 1Brahim AbdelliPas encore d'évaluation
- Tour ParalleleDocument6 pagesTour ParalleleErraji HichamPas encore d'évaluation
- 2 Fileter-TarauderDocument4 pages2 Fileter-TarauderKhalid TamiPas encore d'évaluation
- Rapport RoulementDocument7 pagesRapport RoulementChristian Nkomayombi100% (1)
- 10 - Resistance Au FeuDocument27 pages10 - Resistance Au FeuGénie civil100% (1)
- AssemDocument25 pagesAssemsarayoussef751189Pas encore d'évaluation