Vous aimerez peut-être aussi
- RugositeDocument11 pagesRugositeالقبطان القبطانPas encore d'évaluation
- RugositéDocument24 pagesRugositérazoumihinePas encore d'évaluation
- Sommaire RugositeDocument1 pageSommaire Rugositekharrat samirPas encore d'évaluation
- Etats de SurfaceDocument4 pagesEtats de SurfaceAymen HileliPas encore d'évaluation
- Guide de Capitalisation Pour La Caracterisation Et La Mesure Des Etats de Surface en Complement A La Normalisation IsoDocument27 pagesGuide de Capitalisation Pour La Caracterisation Et La Mesure Des Etats de Surface en Complement A La Normalisation IsoMiguel QueirosPas encore d'évaluation
- INSA LYON GMC GMPP Laboratoire MIP2-Métrologie Qualité Stephane - Raynaud@Document110 pagesINSA LYON GMC GMPP Laboratoire MIP2-Métrologie Qualité Stephane - Raynaud@helloPas encore d'évaluation
- A32 - 6110 - E (Anulada - Ver Sustitutas)Document8 pagesA32 - 6110 - E (Anulada - Ver Sustitutas)Miguel QueirosPas encore d'évaluation
- TP 1 TribologieDocument12 pagesTP 1 Tribologieabdeldjalil bouchermaPas encore d'évaluation
- 5 131 Etats de Surfaces 2013 3Document28 pages5 131 Etats de Surfaces 2013 3Fatma LaribiPas encore d'évaluation
- Etat de SurfaceDocument8 pagesEtat de SurfaceBilel BoulehmiPas encore d'évaluation
- NF en Iso 4287Document56 pagesNF en Iso 4287juan pabloPas encore d'évaluation
- Chapitre 2 Etat SurfaceDocument10 pagesChapitre 2 Etat SurfaceHans TemgouaPas encore d'évaluation
- RugositeDocument5 pagesRugositeinijak-775Pas encore d'évaluation
- Tolerancement GPS v1 PDFDocument30 pagesTolerancement GPS v1 PDFdidinedPas encore d'évaluation
- NF en Iso 4287 A1Document7 pagesNF en Iso 4287 A1juan pabloPas encore d'évaluation
- Méthodologie TOPOGRAPHIQUESDocument7 pagesMéthodologie TOPOGRAPHIQUESkam100% (1)
- TP 03 Métrologie Oulmahdi SofianeDocument5 pagesTP 03 Métrologie Oulmahdi SofianeSofianePas encore d'évaluation
- Matrice GPS GeneraleDocument6 pagesMatrice GPS GeneraleMed Ali MaatougPas encore d'évaluation
- Chapitre 4Document5 pagesChapitre 4justindawe99Pas encore d'évaluation
- La Rugosite - MitutoyoDocument47 pagesLa Rugosite - Mitutoyoyannrouge0150% (2)
- Métrologie Tolérancement - Master - Chapitre 3Document135 pagesMétrologie Tolérancement - Master - Chapitre 3sofien msalmiPas encore d'évaluation
- TD N°6 - Fao - L3GM - CF-S3Document4 pagesTD N°6 - Fao - L3GM - CF-S3Belloumi ManelPas encore d'évaluation
- Radier D'escalier Extérieur - Provisoire 1Document12 pagesRadier D'escalier Extérieur - Provisoire 1kheang amgPas encore d'évaluation
- PIMECA - Memento Cotation Iso Gps (8015 - 1101 - 5458 - 5459 - 2692 - 14405 - 10579)Document28 pagesPIMECA - Memento Cotation Iso Gps (8015 - 1101 - 5458 - 5459 - 2692 - 14405 - 10579)SachinPas encore d'évaluation
- État de Surface - WikipédiaDocument12 pagesÉtat de Surface - WikipédiaRemy AwomoPas encore d'évaluation
- Etats Geometriques de Surface Generalites Sélection Et Complément de AFNOR E 05-015 ICS: 01.040.17 17.040.20Document13 pagesEtats Geometriques de Surface Generalites Sélection Et Complément de AFNOR E 05-015 ICS: 01.040.17 17.040.20Miguel QueirosPas encore d'évaluation
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 pagesChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiPas encore d'évaluation
- Enseignements D'Une Planche de Compactage - Etude de L'Impact Du Sens de CompactageDocument8 pagesEnseignements D'Une Planche de Compactage - Etude de L'Impact Du Sens de Compactageallaramadji aimePas encore d'évaluation
- Tolérances Dimensionnelles PDFDocument97 pagesTolérances Dimensionnelles PDFNaoufalBella-ElHamouyi100% (1)
- TP 1 TribDocument8 pagesTP 1 TribABDALLAH GRINEPas encore d'évaluation
- Tolérance GéometriqueDocument30 pagesTolérance GéometriqueMohamed GibbsPas encore d'évaluation
- Cour MMT PDFDocument10 pagesCour MMT PDFsvans lmsvansi100% (3)
- Cours TF 2018 PDFDocument91 pagesCours TF 2018 PDFMahmoud RekikPas encore d'évaluation
- Maintenance Industrielle PresDocument30 pagesMaintenance Industrielle Presrajid oumaimaPas encore d'évaluation
- Uni Longitudinal. État de L Art Et Recommandations.Document39 pagesUni Longitudinal. État de L Art Et Recommandations.AT NM100% (1)
- Normes ISODocument7 pagesNormes ISOEtiPas encore d'évaluation
- F3 ApefDocument5 pagesF3 ApefZouhairPas encore d'évaluation
- Etats de Surface PDFDocument5 pagesEtats de Surface PDFOumar SallPas encore d'évaluation
- Rayon Du BecDocument4 pagesRayon Du Becmohamed1101Pas encore d'évaluation
- Cours Enginiérie Des SurfacesDocument56 pagesCours Enginiérie Des SurfacesIslem SoukeurPas encore d'évaluation
- BNSR Geotechnique Normes Par Themes 10 2007 PDFDocument28 pagesBNSR Geotechnique Normes Par Themes 10 2007 PDFSeif15100% (1)
- Documents Techniques Gazon SynthetiqueDocument16 pagesDocuments Techniques Gazon Synthetiquett100% (1)
- DM Moulage 2Document3 pagesDM Moulage 2Achraf MoutaharPas encore d'évaluation
- Mur de SoutènementDocument44 pagesMur de SoutènementSabrina Imloul100% (1)
- Operations ElementairesDocument3 pagesOperations ElementairesAhmed Elouafiq100% (1)
- Présentation Des Spécifications Portées Sur Un Dessin de DéfinitionDocument10 pagesPrésentation Des Spécifications Portées Sur Un Dessin de DéfinitionKevin BOURGEOISPas encore d'évaluation
- 4 Etats de SurfacesDocument36 pages4 Etats de Surfacesmecanicien92usthbPas encore d'évaluation
- RUGOSITEDocument13 pagesRUGOSITEMounir FrijaPas encore d'évaluation
- 04 Clouage PDFDocument6 pages04 Clouage PDFأحمد أمين كمونPas encore d'évaluation
- COURS GR FDocument43 pagesCOURS GR FAchraf DebailiaPas encore d'évaluation
- NDC Local Groupe - 073220Document80 pagesNDC Local Groupe - 073220Boris Fouotsa El BorisPas encore d'évaluation
- Intercut Conference NotesDocument27 pagesIntercut Conference NotesSanene EnanasPas encore d'évaluation
- 3855 Seminaire Cotation Bts Cpi Contribution Lycee Cabanis BriveDocument41 pages3855 Seminaire Cotation Bts Cpi Contribution Lycee Cabanis BriveWasfi ZakariaPas encore d'évaluation
- Catalogue Normes AlgerienneDocument337 pagesCatalogue Normes AlgerienneIdir Ait-yahia100% (1)
- Cartographie des tons: Cartographie des tons : perspectives éclairantes en vision par ordinateurD'EverandCartographie des tons: Cartographie des tons : perspectives éclairantes en vision par ordinateurPas encore d'évaluation
- Analyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1D'EverandAnalyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1Pas encore d'évaluation
- Etats de SurfaceDocument12 pagesEtats de SurfacemedPas encore d'évaluation
- B.05.3.1 Rem-REC PDFDocument7 pagesB.05.3.1 Rem-REC PDFkharrat samirPas encore d'évaluation
- 6 SystemesAsservisDocument6 pages6 SystemesAsserviskharrat samirPas encore d'évaluation
- Guidance D EFICN2009Document25 pagesGuidance D EFICN2009kharrat samirPas encore d'évaluation
- Usure OutilsDocument6 pagesUsure Outilskharrat samirPas encore d'évaluation
- (Tec) (CO) Traitements Thermiques PDFDocument11 pages(Tec) (CO) Traitements Thermiques PDFLina Ben amorPas encore d'évaluation
- Annexe RugoT ClasseurDocument27 pagesAnnexe RugoT Classeurkharrat samirPas encore d'évaluation
- Materiau Outil ProfDocument3 pagesMateriau Outil Profkharrat samirPas encore d'évaluation
- Outils Gorge CatalogueDocument138 pagesOutils Gorge Cataloguekharrat samirPas encore d'évaluation
- Lecture - 15 Architecture MA JNC FRDocument21 pagesLecture - 15 Architecture MA JNC FRkharrat samirPas encore d'évaluation
- PFJ 82Document28 pagesPFJ 82kharrat samirPas encore d'évaluation
- Surface 2012Document6 pagesSurface 2012kharrat samirPas encore d'évaluation
- Systèmes Mécaniques Et Paramétrage Dans Catia V5Document16 pagesSystèmes Mécaniques Et Paramétrage Dans Catia V5kharrat samirPas encore d'évaluation
- 624 068 AideauxcalculsDocument12 pages624 068 Aideauxcalculskharrat samirPas encore d'évaluation
- Poly SeDocument52 pagesPoly Sekharrat samirPas encore d'évaluation
- Frittage Fabrication Des Plaquettes LightDocument3 pagesFrittage Fabrication Des Plaquettes Lightkharrat samirPas encore d'évaluation
- Fmp-Coupe Des Metaux 2-ch 2 01Document7 pagesFmp-Coupe Des Metaux 2-ch 2 01kharrat samirPas encore d'évaluation
- Generation Des SurfacesDocument4 pagesGeneration Des Surfaceskharrat samirPas encore d'évaluation
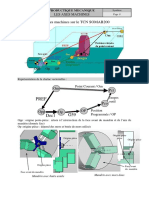
- Les Axes Machines Sur Le TCN SOMAB200: G.MécaniqueDocument1 pageLes Axes Machines Sur Le TCN SOMAB200: G.Mécaniquekharrat samirPas encore d'évaluation
- Outils Gorge CatalogueDocument138 pagesOutils Gorge Cataloguekharrat samirPas encore d'évaluation
- Autocad 2d Les Bases v.02.1Document7 pagesAutocad 2d Les Bases v.02.1kharrat samirPas encore d'évaluation
- Les Axes Machines Sur Le CUH (CUH300) : G.MécaniqueDocument1 pageLes Axes Machines Sur Le CUH (CUH300) : G.Mécaniquekharrat samirPas encore d'évaluation
- Autocad 2d - Les BasesDocument7 pagesAutocad 2d - Les BasesFloraTsimisaraPas encore d'évaluation
- Conception Des Machines Principes Et ApplicationDocument572 pagesConception Des Machines Principes Et Applicationmouaad100% (2)
- ueMEC124 PDFDocument1 pageueMEC124 PDFJean AbelaPas encore d'évaluation
- TAS14 Mec Indus Cons Entr 5260Document313 pagesTAS14 Mec Indus Cons Entr 5260kharrat samirPas encore d'évaluation
- Outils Gorge CatalogueDocument138 pagesOutils Gorge Cataloguekharrat samirPas encore d'évaluation
- ueMEC124 PDFDocument1 pageueMEC124 PDFJean AbelaPas encore d'évaluation
- Les ChellesDocument4 pagesLes Chelleskharrat samirPas encore d'évaluation
- Chapitre 2 Techniques Mise en Forme Materiaux Plastiques PDFDocument19 pagesChapitre 2 Techniques Mise en Forme Materiaux Plastiques PDFHELMI MT100% (1)
- Ba00444cfr 2721Document176 pagesBa00444cfr 2721hassanPas encore d'évaluation
- Master I - Gestion de Projets - Seance 1B PDFDocument27 pagesMaster I - Gestion de Projets - Seance 1B PDFSarah ManouPas encore d'évaluation
- TP 4 31 JanvierDocument5 pagesTP 4 31 JanvierNarimen BoudilmiPas encore d'évaluation
- 10772-EPLEFPA MATITI Fiche Espacement Et Densitã© (Nombre D Arbres Sur Ma Parcelle)Document4 pages10772-EPLEFPA MATITI Fiche Espacement Et Densitã© (Nombre D Arbres Sur Ma Parcelle)NvedaPas encore d'évaluation
- Modélisation Des SystèmesDocument7 pagesModélisation Des Systèmestenere comPas encore d'évaluation
- LMU - Problèmes Macroéconomiques - TD 1 - Corrigé - Chapitre 1 PDFDocument12 pagesLMU - Problèmes Macroéconomiques - TD 1 - Corrigé - Chapitre 1 PDFAndy RAKOTOARISONPas encore d'évaluation
- Devoir Communal Tle A2Document2 pagesDevoir Communal Tle A2Wilfried OboPas encore d'évaluation
- Cours Gestion Des AT&MP Doc Stagiaire BI5 - 03&042022Document42 pagesCours Gestion Des AT&MP Doc Stagiaire BI5 - 03&042022science du futurPas encore d'évaluation
- NAT-1reG D5SpectroscopieIR PDFDocument10 pagesNAT-1reG D5SpectroscopieIR PDFYõůsřà LõlaPas encore d'évaluation
- 2 Observation Médicale Et Démarche en Médecine InterneDocument60 pages2 Observation Médicale Et Démarche en Médecine InterneDalmat LambertPas encore d'évaluation
- Reins1 Sionneau Com PDFDocument13 pagesReins1 Sionneau Com PDFlexpoPas encore d'évaluation
- Ts 2Document9 pagesTs 2Ayman AssilaPas encore d'évaluation
- TD Stat Inférentielle - Loi NormaleDocument2 pagesTD Stat Inférentielle - Loi NormaleSalma SabwatPas encore d'évaluation
- Effet Thérapeutique D'ailDocument252 pagesEffet Thérapeutique D'ailtasnime haninePas encore d'évaluation
- Corrigé de L'exercice N° 1: Calcul Du Potentiel D'équilibre D'un IonDocument10 pagesCorrigé de L'exercice N° 1: Calcul Du Potentiel D'équilibre D'un IonSabo100% (1)
- UE1 Comptabilité InternationaleDocument2 pagesUE1 Comptabilité Internationalefathia100% (1)
- La Logistique Des RetoursDocument8 pagesLa Logistique Des RetoursAbdo EłPas encore d'évaluation
- Histoire Du MedicamentDocument10 pagesHistoire Du MedicamentEtiennePas encore d'évaluation
- 2 - Comment Prescrire Et Surveiller Un Traitement Anti-InfectieuxDocument155 pages2 - Comment Prescrire Et Surveiller Un Traitement Anti-InfectieuxchadelkettPas encore d'évaluation
- Convexite CoursDocument3 pagesConvexite CoursCédric VergneriePas encore d'évaluation
- Synthèse Sur MTD de SoudureDocument4 pagesSynthèse Sur MTD de Soudurehaouache khPas encore d'évaluation
- Politique Linguistique Et Toponymie Quel PDFDocument21 pagesPolitique Linguistique Et Toponymie Quel PDFMassa TebaniPas encore d'évaluation
- Guide Sante Janv 2019Document52 pagesGuide Sante Janv 2019Thomas AbadPas encore d'évaluation
- Cours Milieux Poreux Et DispersésDocument23 pagesCours Milieux Poreux Et DispersésAbdallah abdellaoui91% (11)
- Rapport CSPLA - Données Et Contenus Numériques PDFDocument131 pagesRapport CSPLA - Données Et Contenus Numériques PDFseti2016Pas encore d'évaluation
- La Fin Du MalDocument120 pagesLa Fin Du MalBruno Sauniere100% (2)
- BVM.303. GaiaDocument38 pagesBVM.303. GaiaadwawdPas encore d'évaluation
- NICE RobusKit 600-2Vtx Notice SimplifieeDocument9 pagesNICE RobusKit 600-2Vtx Notice SimplifieexclPas encore d'évaluation
- DS Dossier Gratuit HypertensionDocument11 pagesDS Dossier Gratuit HypertensionFrancoisPas encore d'évaluation
- Physics Paper 2 HL SpanishDocument25 pagesPhysics Paper 2 HL SpanishLOPEZ MELENDEZ RODRIGO ANTONIOPas encore d'évaluation