Vous aimerez peut-être aussi
- AMDEC Sur BroyeurDocument55 pagesAMDEC Sur BroyeurFatima-zahra Lezar81% (16)
- Analyse Vibratoire Et Équilibrage Des Machines TournantesDocument80 pagesAnalyse Vibratoire Et Équilibrage Des Machines Tournantesbey100% (1)
- Techniques de Surveillance CNDDocument7 pagesTechniques de Surveillance CNDSam DallaliPas encore d'évaluation
- FiabilitéDocument65 pagesFiabilitéZin.YPas encore d'évaluation
- Résumé de Métaux Ferreux PDFDocument35 pagesRésumé de Métaux Ferreux PDFhalima halima100% (1)
- Application de L'analyse Vibratoire À La Maintenance Préventive Conditionnelle PDFDocument117 pagesApplication de L'analyse Vibratoire À La Maintenance Préventive Conditionnelle PDFmajdoub100% (5)
- Techniques de Surveillance Des Machines Tournantes Tome 1 Analyse VibratoireDocument126 pagesTechniques de Surveillance Des Machines Tournantes Tome 1 Analyse Vibratoireمهدية غزلان100% (7)
- 1.3-Cours Analyse VibratoireDocument11 pages1.3-Cours Analyse VibratoireFabrice Bottin60% (5)
- 1 Analyse VibratoireDocument8 pages1 Analyse VibratoireNarjiss ShimiPas encore d'évaluation
- Analyse VibratoireDocument119 pagesAnalyse VibratoireHassana Mhf100% (9)
- 04 FR Surveillance MachinesDocument85 pages04 FR Surveillance MachinesFahd CherifPas encore d'évaluation
- Analyse Vibratoire1Document8 pagesAnalyse Vibratoire1watsopPas encore d'évaluation
- Brochure Diagnostic 2014 469855Document14 pagesBrochure Diagnostic 2014 469855wahid-sPas encore d'évaluation
- Belkhir Ben Saci PDFDocument74 pagesBelkhir Ben Saci PDFEuloge KonanPas encore d'évaluation
- Analyse Vibratoire2Document89 pagesAnalyse Vibratoire2watsop100% (1)
- Les Capteurs de VibrationDocument15 pagesLes Capteurs de VibrationJames Xgun100% (2)
- Cours Maintenace Industrielle1Document111 pagesCours Maintenace Industrielle1chaima chaibPas encore d'évaluation
- Dynamique Des Structures ENPCDocument225 pagesDynamique Des Structures ENPCLyes AlgerianoPas encore d'évaluation
- Cours Analyse VibratoireDocument40 pagesCours Analyse VibratoireFahd KhalfatPas encore d'évaluation
- Les Technique de Maintenance IndsDocument31 pagesLes Technique de Maintenance Indshalima halimaPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Analyse VibratoireDocument48 pagesAnalyse Vibratoirebeinou100% (2)
- 1-Aide Solidworks-Pièces PrismatiqueDocument11 pages1-Aide Solidworks-Pièces PrismatiqueMiguelPas encore d'évaluation
- Etude de Surete de Fonctionnem - Jaber DEBBAGH - 4961 PDFDocument104 pagesEtude de Surete de Fonctionnem - Jaber DEBBAGH - 4961 PDFAbdelhamid OualiliPas encore d'évaluation
- Cours Analyse Vibratoire Chapitre IDocument12 pagesCours Analyse Vibratoire Chapitre IAchraf El araouriPas encore d'évaluation
- Analyse Vibratoire Des Machines TournantesDocument12 pagesAnalyse Vibratoire Des Machines TournantesSerge RinaudoPas encore d'évaluation
- 04 FR Surveillance MachinesDocument43 pages04 FR Surveillance MachinesbottiotherPas encore d'évaluation
- Techniques de Surveillance Des Machines Tournantes Tome 2 Analyse Des Huiles Industrielles1Document71 pagesTechniques de Surveillance Des Machines Tournantes Tome 2 Analyse Des Huiles Industrielles1مهدية غزلانPas encore d'évaluation
- Analyse Vibratoire Maintenance-2007-VibratoireDocument39 pagesAnalyse Vibratoire Maintenance-2007-VibratoireAbbes Achref100% (6)
- Conception Et Developpement Du - BOUIRIG Hamza - 3343 PDFDocument87 pagesConception Et Developpement Du - BOUIRIG Hamza - 3343 PDFcyrine khbou100% (1)
- Conception Et Developpement Du - BOUIRIG Hamza - 3343 PDFDocument87 pagesConception Et Developpement Du - BOUIRIG Hamza - 3343 PDFcyrine khbou100% (1)
- Mèmoire Complet 2 PDFDocument94 pagesMèmoire Complet 2 PDFderghalPas encore d'évaluation
- Détection Des Défauts de Roulement Dans Le Domaine TemporelDocument63 pagesDétection Des Défauts de Roulement Dans Le Domaine Temporelomar blnPas encore d'évaluation
- Mesure Vibratoire en Niveau Global PDFDocument7 pagesMesure Vibratoire en Niveau Global PDFPatrick BeniePas encore d'évaluation
- Les Vibrations Des Machines To Urn AntesDocument10 pagesLes Vibrations Des Machines To Urn AntesAbderrahmen SellamiPas encore d'évaluation
- Les Metaux Non FerreuxDocument22 pagesLes Metaux Non Ferreuxhalima halimaPas encore d'évaluation
- Diagnostique PDFDocument77 pagesDiagnostique PDFMokhtari Med Ilyas Chikh100% (2)
- IUTTLSR Mecanique-Des-structures 2010 GCDocument2 pagesIUTTLSR Mecanique-Des-structures 2010 GCBELSPas encore d'évaluation
- Analyse DiagnosticdesdfautsCoursetTD PDFDocument122 pagesAnalyse DiagnosticdesdfautsCoursetTD PDFStéphane ZamboPas encore d'évaluation
- TD Surveillance VibratoireDocument8 pagesTD Surveillance Vibratoirezied ktari100% (6)
- TD3+Solution Alimentation en Eau PotableDocument5 pagesTD3+Solution Alimentation en Eau Potableabekhti abdelkhalek100% (1)
- Analyse Vibratoire .B.E.Document126 pagesAnalyse Vibratoire .B.E.Bader-EddinePas encore d'évaluation
- Vibgraph PDFDocument122 pagesVibgraph PDFKaiser46Li206Pas encore d'évaluation
- QCM9-1 VibraDocument3 pagesQCM9-1 Vibranejmiddin boughattasPas encore d'évaluation
- La Maintenance Préventive ConditionnelleDocument5 pagesLa Maintenance Préventive ConditionnelleAzeddine Boughmar0% (1)
- Chapitre 2-Analyse VibratoireDocument13 pagesChapitre 2-Analyse Vibratoirebenissaad1959Pas encore d'évaluation
- Amélioration Du Diagnostic D'une Machine Tournante Par LaDocument6 pagesAmélioration Du Diagnostic D'une Machine Tournante Par Laatika kabouyaPas encore d'évaluation
- Surveillance VibratoireDocument41 pagesSurveillance VibratoireAnis MraihiPas encore d'évaluation
- Surveillance VibratoireDocument84 pagesSurveillance VibratoireNari MenePas encore d'évaluation
- Boughagha FouziDocument75 pagesBoughagha FouziamekhzoumiPas encore d'évaluation
- PDF DiagnosticDocument118 pagesPDF DiagnosticAyman IguerhzifenPas encore d'évaluation
- Analyse SpectraleDocument6 pagesAnalyse SpectralemoipopPas encore d'évaluation
- Diagnostice de VibrationDocument15 pagesDiagnostice de Vibrationouidad alilouPas encore d'évaluation
- Chapitrei AV1 2018Document51 pagesChapitrei AV1 2018YassineZklPas encore d'évaluation
- Cours T.S. MTDocument43 pagesCours T.S. MTNawres MsakniPas encore d'évaluation
- Etude Des Vibrations D - Une Turbine A VapeurDocument40 pagesEtude Des Vibrations D - Une Turbine A VapeurMiguel Venz100% (4)
- Equilibrage Cours ThéoriqueDocument43 pagesEquilibrage Cours Théoriquelakim100% (1)
- TD Analyse VibratoireDocument1 pageTD Analyse VibratoireSofiane100% (1)
- L'Analyse Vibratoire en Mainte - LABIAD Maha - 3150Document48 pagesL'Analyse Vibratoire en Mainte - LABIAD Maha - 3150skzkc e56Pas encore d'évaluation
- Détection, Étude Et Analyse de Défauts D'une Machineindustrielle - Cas PratiqueDocument92 pagesDétection, Étude Et Analyse de Défauts D'une Machineindustrielle - Cas Pratiqueأبو كعب علاء الدينPas encore d'évaluation
- Cours 2 Calcul Fiabilité 1 PDFDocument25 pagesCours 2 Calcul Fiabilité 1 PDFfahdozPas encore d'évaluation
- Approche de La MaintenanceDocument6 pagesApproche de La MaintenanceZalfeni Aymen100% (1)
- Brahmi HamzaDocument131 pagesBrahmi HamzaMohamed el marhoune0% (1)
- Diagnostic Vibratoire Des Systèmes Mécaniques À Vitesses Lentes.Document23 pagesDiagnostic Vibratoire Des Systèmes Mécaniques À Vitesses Lentes.Inti Morales Brès100% (1)
- BDE04 Analyse Vibratoire BalourdDocument16 pagesBDE04 Analyse Vibratoire Balourdblues1997100% (2)
- Etude Des Principaux Defauts PDFDocument18 pagesEtude Des Principaux Defauts PDFbousnina100% (1)
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Présentation de La Surveillance VibratoireDocument24 pagesPrésentation de La Surveillance Vibratoireatika kabouyaPas encore d'évaluation
- Detection of Electro Compressor Bearing PDFDocument5 pagesDetection of Electro Compressor Bearing PDFhichamino-225Pas encore d'évaluation
- GT3R2F2Document12 pagesGT3R2F2charruePas encore d'évaluation
- Analyse AMDECDocument6 pagesAnalyse AMDEChalima halimaPas encore d'évaluation
- Onduleur1 PDFDocument13 pagesOnduleur1 PDFLino YETONGNONPas encore d'évaluation
- Presentation 1Document3 pagesPresentation 1halima halimaPas encore d'évaluation
- Exposamdec 151213175143Document33 pagesExposamdec 151213175143YounessElkarkouriPas encore d'évaluation
- Analyse AMDEC Processus SupportDocument11 pagesAnalyse AMDEC Processus Supporthalima halimaPas encore d'évaluation
- PPA 2019 - FinalDocument16 pagesPPA 2019 - Finalhalima halimaPas encore d'évaluation
- TD Api Gim2Document1 pageTD Api Gim2halima halimaPas encore d'évaluation
- AmdeccDocument29 pagesAmdeccNesrine NouiraPas encore d'évaluation
- 56 Curriculum Vitae EtudiantDocument3 pages56 Curriculum Vitae EtudiantRania SahbiPas encore d'évaluation
- Solid WorksDocument13 pagesSolid WorksYassin ZrelliPas encore d'évaluation
- C22 Métallurgie Alliages Ferreux Ou Non Ferreux Traitement Des Alliages Ou Des Métaux Non FerreuxDocument6 pagesC22 Métallurgie Alliages Ferreux Ou Non Ferreux Traitement Des Alliages Ou Des Métaux Non Ferreuxhalima halimaPas encore d'évaluation
- Onduleur1 PDFDocument13 pagesOnduleur1 PDFLino YETONGNONPas encore d'évaluation
- Aéronautique Et IndustrieDocument4 pagesAéronautique Et Industriehalima halimaPas encore d'évaluation
- Rapport P6 2013 16Document34 pagesRapport P6 2013 16PFEPas encore d'évaluation
- Exposamdec 151213175143Document33 pagesExposamdec 151213175143YounessElkarkouriPas encore d'évaluation
- TD 1 Gestion MaintenanceDocument2 pagesTD 1 Gestion Maintenancehalima halimaPas encore d'évaluation
- Prise en Main SWDocument14 pagesPrise en Main SWhalima halimaPas encore d'évaluation
- Rapport P6 2013 16Document34 pagesRapport P6 2013 16PFEPas encore d'évaluation
- 5732 Aide SWDocument6 pages5732 Aide SWhalima halimaPas encore d'évaluation
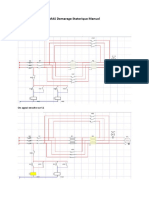
- MAS Demarage Statorique ManuelDocument2 pagesMAS Demarage Statorique Manuelhalima halimaPas encore d'évaluation
- Intros WDocument136 pagesIntros WMahdi ElgolliPas encore d'évaluation
- PPA 2019 - FinalDocument16 pagesPPA 2019 - Finalhalima halimaPas encore d'évaluation
- Chapitre 3 Cinematique Des Fluides IncompressiblesDocument2 pagesChapitre 3 Cinematique Des Fluides Incompressiblestarif ashtarPas encore d'évaluation
- Jonctions Voile-PlancherDocument258 pagesJonctions Voile-PlancherCOREPas encore d'évaluation
- Serie 3Document7 pagesSerie 3Mr SnoopPas encore d'évaluation
- Cours Sti2d AcoustiqueDocument10 pagesCours Sti2d AcoustiquekouassisimeonaneyPas encore d'évaluation
- Omar and Sadrekarimi (2014)Document8 pagesOmar and Sadrekarimi (2014)asadrekarimiPas encore d'évaluation
- MemoireDocument94 pagesMemoireaymenlounnaciPas encore d'évaluation
- Sujet TP v2022Document22 pagesSujet TP v2022TA Grace DieuPas encore d'évaluation
- MEC1210 ERobert H1-4Document52 pagesMEC1210 ERobert H1-4draim draimPas encore d'évaluation
- Université D'angers UFR Sciences L3 - LicenceDocument3 pagesUniversité D'angers UFR Sciences L3 - LicencemdeelbPas encore d'évaluation
- 2012B Corrige PDFDocument28 pages2012B Corrige PDFالغزيزال الحسن EL GHZIZAL HassanePas encore d'évaluation
- Theorie Mecanisme PDFDocument15 pagesTheorie Mecanisme PDFCurryPas encore d'évaluation
- Flexion LocaleDocument16 pagesFlexion LocaleggggPas encore d'évaluation
- Exercices RDM MomentInertieDocument10 pagesExercices RDM MomentInertieYoussef KhalidPas encore d'évaluation
- Réduction de La PressionDocument27 pagesRéduction de La Pressionilhem.koukiPas encore d'évaluation
- OelimahefasonSamuelM ESPA MAST 19 SPAHDocument122 pagesOelimahefasonSamuelM ESPA MAST 19 SPAHRatovoarisoaPas encore d'évaluation
- DDS2 Serie2Document2 pagesDDS2 Serie2Mariam PonaPas encore d'évaluation
- TP2 Pendule Elastique Vertical - 2Document5 pagesTP2 Pendule Elastique Vertical - 2Bakhouche yacinePas encore d'évaluation
- Cours Exercices TCT 1ère ST... Et 2 Ème SM-BDocument20 pagesCours Exercices TCT 1ère ST... Et 2 Ème SM-BMrnadhir MecaniquePas encore d'évaluation
- امتحانات جهوية في الفيزياء والكيمياء خيار فرنسية الثالثة اعدادي 2022Document43 pagesامتحانات جهوية في الفيزياء والكيمياء خيار فرنسية الثالثة اعدادي 2022sarah nabilPas encore d'évaluation
- TD1+Solution Thermodynamique Et Chimie Des SolutionsDocument4 pagesTD1+Solution Thermodynamique Et Chimie Des SolutionsDoudou AminePas encore d'évaluation
- MONORAILDocument2 pagesMONORAILserePas encore d'évaluation
- TD4Document5 pagesTD4Ismahene SmahenoPas encore d'évaluation
- MECANIQUE FLUIDE 2019-2020 - Subject (COURS TD NON DISPENSES MECANIQUE DES FLUIDES)Document12 pagesMECANIQUE FLUIDE 2019-2020 - Subject (COURS TD NON DISPENSES MECANIQUE DES FLUIDES)Ashraf AssiouiPas encore d'évaluation
- Cours Son (Corrigé)Document5 pagesCours Son (Corrigé)Mister RoboticsPas encore d'évaluation
- Incidence NormaleDocument3 pagesIncidence NormaleAliOucharPas encore d'évaluation
- Feuille Predimensionnement R+1Document8 pagesFeuille Predimensionnement R+1x gamer اكس قيمرPas encore d'évaluation