Vous aimerez peut-être aussi
- GIM-Chapitre 1 - Fonction Guidage en Rotation 2eme PartieDocument28 pagesGIM-Chapitre 1 - Fonction Guidage en Rotation 2eme PartieDavid VHOUMBY100% (1)
- Guidage en RotationDocument12 pagesGuidage en RotationKamel BousninaPas encore d'évaluation
- Cat General FrenchDocument203 pagesCat General FrenchIrfan Aziz100% (1)
- cours du LTNOB F3CDocument10 pagescours du LTNOB F3Crodnain MourePas encore d'évaluation
- RotationDocument11 pagesRotationsamir ghebouliPas encore d'évaluation
- LAS PneumatiqueDocument97 pagesLAS Pneumatiquehamza.tech.shopPas encore d'évaluation
- Berlingo DW10Document11 pagesBerlingo DW106atien100% (1)
- Pompe en EngrenagesDocument18 pagesPompe en EngrenagesYassine BouirigPas encore d'évaluation
- La SuspensionDocument95 pagesLa SuspensionAnass ELABDI (Red Amazigh)100% (2)
- GUIDAGE EN ROTATION ÉlèveDocument21 pagesGUIDAGE EN ROTATION ÉlèveKahri Youssef100% (1)
- Gu Dtp-Abs1000 FRDocument43 pagesGu Dtp-Abs1000 FRESOUBE CollinsPas encore d'évaluation
- Liaison PivotDocument6 pagesLiaison Pivotsaded05Pas encore d'évaluation
- Contrôle EngrenagesDocument7 pagesContrôle EngrenagessahjPas encore d'évaluation
- Montage de RoulementsDocument7 pagesMontage de RoulementsYazid ZireguePas encore d'évaluation
- Kangoo DDocument41 pagesKangoo DYahyouha Yah100% (1)
- Preparation Du Chassis de La BarchettaDocument15 pagesPreparation Du Chassis de La BarchettaRossi56Pas encore d'évaluation
- Guidage en Rotation Par RoulementDocument4 pagesGuidage en Rotation Par RoulementMrnadhir MecaniquePas encore d'évaluation
- Avantages Et Inconvenients Des RoulementsDocument7 pagesAvantages Et Inconvenients Des Roulementsprojet5millionPas encore d'évaluation
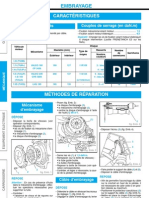
- Embrayage: CaractéristiquesDocument2 pagesEmbrayage: CaractéristiquesMobutumutombu MobutuPas encore d'évaluation
- Les Bases de La Mini ZDocument7 pagesLes Bases de La Mini ZjakPas encore d'évaluation
- ZX TD Remplacement EmbraygeDocument24 pagesZX TD Remplacement EmbraygemicropechPas encore d'évaluation
- Sous Epreuve U51: Etude de Produits IndustrielsDocument27 pagesSous Epreuve U51: Etude de Produits IndustrielsZakaria BounajiPas encore d'évaluation
- 09.suspension Train Ar. MoyeuxDocument7 pages09.suspension Train Ar. Moyeuxfloleto3Pas encore d'évaluation
- 04行动系统Système d'Action 1Document33 pages04行动系统Système d'Action 1karibadembele75Pas encore d'évaluation
- 03 BDocument8 pages03 BRavengerPas encore d'évaluation
- FRDocument18 pagesFRdory7dawPas encore d'évaluation
- Bisht-Awasthi2021 - Chapter - AnalysisOfE-GlassFiberWheelRim FRDocument14 pagesBisht-Awasthi2021 - Chapter - AnalysisOfE-GlassFiberWheelRim FRLtat KøükøüPas encore d'évaluation
- Ch3 Montage Et Demontage Des RoulementsDocument10 pagesCh3 Montage Et Demontage Des RoulementsAbdoul fataouPas encore d'évaluation
- Bro ChesDocument73 pagesBro CheskldmntPas encore d'évaluation
- Smontaggio Motore LevoDocument7 pagesSmontaggio Motore LevoShogun65Pas encore d'évaluation
- ASSIF Notes Du Cours GuidageDocument18 pagesASSIF Notes Du Cours Guidageiraoui jamal (Ebay)Pas encore d'évaluation
- Chapitre - 1 Guidage en Rotation PDFDocument23 pagesChapitre - 1 Guidage en Rotation PDFniniPas encore d'évaluation
- RAPPORT DE MR KAZI-1Document5 pagesRAPPORT DE MR KAZI-1edoholivier111Pas encore d'évaluation
- DR Verin HydrauliqueDocument13 pagesDR Verin HydrauliquefatihamPas encore d'évaluation
- Pivot Cours 2010Document5 pagesPivot Cours 2010walidbhy100% (1)
- chapIIDocument36 pageschapIIDahPas encore d'évaluation
- SVI-R 007 Field Service ManualDocument27 pagesSVI-R 007 Field Service Manualsledhead47Pas encore d'évaluation
- Distribution EW10J4Document17 pagesDistribution EW10J4handelsbanker100% (1)
- Revue Clio 3 Dci 105chDocument48 pagesRevue Clio 3 Dci 105chEric DezaPas encore d'évaluation
- C09a Guidage Par RoulementsDocument12 pagesC09a Guidage Par RoulementstopjobPas encore d'évaluation
- Suspension Train Arrière: CaractéristiquesDocument10 pagesSuspension Train Arrière: CaractéristiquesBruno 9449Pas encore d'évaluation
- BT 100 1Document5 pagesBT 100 1Roberto B.S.Pas encore d'évaluation
- Handbuch Manuel de Reparation Clio Cup Partie2Document65 pagesHandbuch Manuel de Reparation Clio Cup Partie2bolerosfloreador07Pas encore d'évaluation
- Techniques de Réparation MécaniqueDocument9 pagesTechniques de Réparation MécaniqueAdam Ben Hamouda100% (2)
- KD481.05 Préconisations Montage Démontage - FRDocument9 pagesKD481.05 Préconisations Montage Démontage - FRTamata Benebig100% (1)
- HHHHHHHHHHH FRDocument21 pagesHHHHHHHHHHH FRchettouh yacinePas encore d'évaluation
- TD Conception 1Document9 pagesTD Conception 1wass prince100% (1)
- C4 PicassoDocument3 pagesC4 PicassoOlivier ParisPas encore d'évaluation
- Pack Racing Factory MINARELLI AM 80cm3Document6 pagesPack Racing Factory MINARELLI AM 80cm3Mxs DragbdPas encore d'évaluation
- Catalogue Montage 2012Document46 pagesCatalogue Montage 2012aymendabPas encore d'évaluation
- CHAP 2 ROULEMENTS (A) PDFDocument5 pagesCHAP 2 ROULEMENTS (A) PDFousmane0% (1)
- b13 Guidage en Rotation PDFDocument7 pagesb13 Guidage en Rotation PDFDODOHICHAM100% (1)
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- DS Cpi2Document1 pageDS Cpi2ANDAHMOU SoulaimanPas encore d'évaluation
- Rex No5 - Topologie - J GiraudDocument12 pagesRex No5 - Topologie - J GiraudANDAHMOU SoulaimanPas encore d'évaluation
- Cours MEF Scéance 1&2Document22 pagesCours MEF Scéance 1&2ANDAHMOU SoulaimanPas encore d'évaluation
- Cours MEF Scéance 1&2&3Document74 pagesCours MEF Scéance 1&2&3ANDAHMOU SoulaimanPas encore d'évaluation
- DS Cpi 2 2019Document1 pageDS Cpi 2 2019ANDAHMOU SoulaimanPas encore d'évaluation
- Wa0001Document4 pagesWa0001ANDAHMOU SoulaimanPas encore d'évaluation
- 3.18 Application - Vibration D'une PoutreDocument1 page3.18 Application - Vibration D'une PoutreANDAHMOU SoulaimanPas encore d'évaluation
- MEFtaveDocument7 pagesMEFtaveANDAHMOU SoulaimanPas encore d'évaluation
- TreillisDocument4 pagesTreillisANDAHMOU SoulaimanPas encore d'évaluation
- Mesh2d TrivorDocument2 pagesMesh2d TrivorANDAHMOU SoulaimanPas encore d'évaluation
- PortiqueDocument1 pagePortiqueANDAHMOU SoulaimanPas encore d'évaluation
- Sifedinee Rapport CVSDocument35 pagesSifedinee Rapport CVSANDAHMOU SoulaimanPas encore d'évaluation
- TP Eléments Finis NDocument1 pageTP Eléments Finis NANDAHMOU SoulaimanPas encore d'évaluation
- Licence Professionnelle:: Electromécanique Et Systèmes AutomatisésDocument27 pagesLicence Professionnelle:: Electromécanique Et Systèmes AutomatisésANDAHMOU SoulaimanPas encore d'évaluation
- Loco ÉléctriqueDocument13 pagesLoco ÉléctriqueANDAHMOU Soulaiman100% (2)
- TD CorDocument31 pagesTD CorANDAHMOU SoulaimanPas encore d'évaluation
- TD 4: Composition de Mouvement: Mécanique: CinématiqueDocument1 pageTD 4: Composition de Mouvement: Mécanique: CinématiqueANDAHMOU SoulaimanPas encore d'évaluation
- TD 3: Champ Des Vecteurs Vitesses Des Points D'un Solide: Mécanique: CinématiqueDocument1 pageTD 3: Champ Des Vecteurs Vitesses Des Points D'un Solide: Mécanique: CinématiqueANDAHMOU SoulaimanPas encore d'évaluation
- TD 2: Cinématique D'un Point SolideDocument1 pageTD 2: Cinématique D'un Point SolideANDAHMOU SoulaimanPas encore d'évaluation
- Ipeib/Ipest 2019-2020 TD: Géométrie Des Masses Exercice 1Document2 pagesIpeib/Ipest 2019-2020 TD: Géométrie Des Masses Exercice 1ANDAHMOU SoulaimanPas encore d'évaluation
- Stamp 20019Document8 pagesStamp 20019Ferchichi HatemPas encore d'évaluation
- Chapitre 2 - Partie 3Document19 pagesChapitre 2 - Partie 3salman wardiPas encore d'évaluation
- Circuit de Direction 2+2Document14 pagesCircuit de Direction 2+2Juju100% (1)
- Chapitre 5 Assemblages Par Rivets 2022Document9 pagesChapitre 5 Assemblages Par Rivets 2022Meriem MeriemPas encore d'évaluation
- Tube de VenturiDocument7 pagesTube de VenturiKHAWLA SALLAMPas encore d'évaluation
- Notice de Montage Et D'exploitation: Réducteurs Industriels Pour Atmosphères ExplosiblesDocument124 pagesNotice de Montage Et D'exploitation: Réducteurs Industriels Pour Atmosphères ExplosiblesKaryn DjokoPas encore d'évaluation
- Cours Alimenter Le Système de Production FDocument11 pagesCours Alimenter Le Système de Production FMustapha elmoudenPas encore d'évaluation
- Courroie VP2Document4 pagesCourroie VP2LUC BALOMOCK BIIGAPas encore d'évaluation
- 08 - TD TPM TRSDocument5 pages08 - TD TPM TRSRaoufSiniPas encore d'évaluation
- Bon Cir - Chap GDocument28 pagesBon Cir - Chap Gbechir azzouzPas encore d'évaluation
- Cat Eye Cycle Computer InstructionsDocument4 pagesCat Eye Cycle Computer InstructionsAndy BelgumPas encore d'évaluation
- Condensation Verticale À ChaudDocument7 pagesCondensation Verticale À ChaudbergeronPas encore d'évaluation
- Magni TH 6.20 Deutz - P.N. 34893Document206 pagesMagni TH 6.20 Deutz - P.N. 34893ary fauzi rahmanPas encore d'évaluation
- Controle de La FlecheDocument1 pageControle de La FlecheSm0ky KillPas encore d'évaluation
- Note Calculator Mu de Soutenement - Centre Psy Med VDocument4 pagesNote Calculator Mu de Soutenement - Centre Psy Med VNouùràà KaàpoorPas encore d'évaluation
- Outils Du Menuisier PDFDocument5 pagesOutils Du Menuisier PDFMichaelWalkerJacquesPas encore d'évaluation
- Travaux Diriges de Dessin Industriel 1 F5 Travaux Diriges de Dessin Industriel 1 F5Document1 pageTravaux Diriges de Dessin Industriel 1 F5 Travaux Diriges de Dessin Industriel 1 F5Thierry roland UmPas encore d'évaluation
- CAP Mecanique La DirectionDocument2 pagesCAP Mecanique La DirectionOumaima RebeyPas encore d'évaluation
- Copie de Devoir de Controle N°3 1 EreaDocument3 pagesCopie de Devoir de Controle N°3 1 EreaKh SyrynePas encore d'évaluation
- PV ESSAI D'etanchiete ConduiteDocument4 pagesPV ESSAI D'etanchiete ConduiteBec RoudaynaPas encore d'évaluation
- Cours Usinage Polycopie 2020 ARBAOUIDocument52 pagesCours Usinage Polycopie 2020 ARBAOUIsalwa edPas encore d'évaluation
- Corrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCDocument9 pagesCorrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCayoub gannniPas encore d'évaluation
- Liste de Prix Escompte Entente 2021Document12 pagesListe de Prix Escompte Entente 2021francis beauregardPas encore d'évaluation
- Forces Et InteractionDocument2 pagesForces Et InteractionGraham DanillonPas encore d'évaluation
- m09 Montage de TournageDocument11 pagesm09 Montage de Tournagesolo levelingPas encore d'évaluation
- Notice Ut. R400 Et R400D DebroDocument30 pagesNotice Ut. R400 Et R400D DebrocatalinccPas encore d'évaluation
- Sn Tp Machines CorrigeDocument4 pagesSn Tp Machines Corrigemodeste nguimbouPas encore d'évaluation
- Cours N°2 MST2Document2 pagesCours N°2 MST2Hassen AztecaPas encore d'évaluation
- TD2 Composition de MouvementDocument3 pagesTD2 Composition de MouvementimadPas encore d'évaluation
- 1ère Partie MG EXETAT-2Document16 pages1ère Partie MG EXETAT-2Ange NadiaPas encore d'évaluation