Vous aimerez peut-être aussi
- AMDECDocument5 pagesAMDECMasmoudiPas encore d'évaluation
- Scrum - Le Guide Ultime des Méthodes Agiles Essentielles de Scrum!D'EverandScrum - Le Guide Ultime des Méthodes Agiles Essentielles de Scrum!Pas encore d'évaluation
- Analyse Des Modes de Défaillances, de Leurs Effets Et de Leur CriticitéDocument24 pagesAnalyse Des Modes de Défaillances, de Leurs Effets Et de Leur CriticitéJoël Mètogbé ZinsaloPas encore d'évaluation
- AMDEC - Cours CompletDocument22 pagesAMDEC - Cours CompletNader DallejPas encore d'évaluation
- AMDECDocument8 pagesAMDECLoulou JuniorPas encore d'évaluation
- La méthode Six Sigma: La culture de la perfectionD'EverandLa méthode Six Sigma: La culture de la perfectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
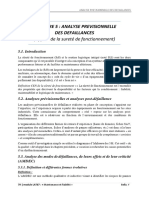
- CHAPITRE 5 ANALYSE PREVISIONNELLE DES DEFAILLANCES (Apport de La Sureté de Fonctionnement)Document9 pagesCHAPITRE 5 ANALYSE PREVISIONNELLE DES DEFAILLANCES (Apport de La Sureté de Fonctionnement)Smati DjamelPas encore d'évaluation
- PQBE03 V 201522Document8 pagesPQBE03 V 201522Said AnejarePas encore d'évaluation
- Amdec 1Document6 pagesAmdec 1Jihane AbdessPas encore d'évaluation
- 03 - Rapport AMDECDocument15 pages03 - Rapport AMDECOussama GhanemPas encore d'évaluation
- Amdec: 1) Présentation de L'AmdecDocument2 pagesAmdec: 1) Présentation de L'AmdecFreezer 976Pas encore d'évaluation
- AMDEC ConvertiDocument21 pagesAMDEC ConvertiGhofrane GhofranePas encore d'évaluation
- AMDECDocument10 pagesAMDECAIDA ADOUDAPas encore d'évaluation
- AmdeccDocument29 pagesAmdeccNesrine NouiraPas encore d'évaluation
- Chapitre 2: A Propos de l'AMDECDocument6 pagesChapitre 2: A Propos de l'AMDECZiko FlPas encore d'évaluation
- Chapitre 2: A Propos de l'AMDECDocument6 pagesChapitre 2: A Propos de l'AMDECZiko FlPas encore d'évaluation
- Etude de Cas Methode AMDECDocument29 pagesEtude de Cas Methode AMDECAyoub ID M’barkPas encore d'évaluation
- AmdecDocument8 pagesAmdecIlyas SayliPas encore d'évaluation
- 11 - AMDEC MachineDocument8 pages11 - AMDEC Machinewassimsellam01Pas encore d'évaluation
- Amdec IatfDocument34 pagesAmdec IatfeyaPas encore d'évaluation
- Presentation 1Document10 pagesPresentation 1esloch ettounsiPas encore d'évaluation
- Maintenance - Méthode AMDECDocument20 pagesMaintenance - Méthode AMDECSif Eddine Elm100% (3)
- Activité - AMDECDocument6 pagesActivité - AMDECNabil BEN SAIDPas encore d'évaluation
- Première PartieDocument21 pagesPremière PartieGhaith SoudaniPas encore d'évaluation
- SAISIEDocument5 pagesSAISIEakplajean11Pas encore d'évaluation
- Amdec 2Document18 pagesAmdec 2b.a.gardenzibanPas encore d'évaluation
- Methode AmdecDocument12 pagesMethode Amdecياسين بوصحابا100% (2)
- Etude AMDEC Sur Un Broyeur BK3 Version Finale PDFDocument24 pagesEtude AMDEC Sur Un Broyeur BK3 Version Finale PDFredaPas encore d'évaluation
- AmdecDocument17 pagesAmdecZakaria BahaPas encore d'évaluation
- HHHHDocument4 pagesHHHHSara LabiadPas encore d'évaluation
- 01 AmdecDocument47 pages01 AmdecSwaroop Sudarsan S100% (1)
- Amdec: Présentée Par: ENNAKOUS IHSSAN Encadrée Par: TALBAOUI AHMEDDocument12 pagesAmdec: Présentée Par: ENNAKOUS IHSSAN Encadrée Par: TALBAOUI AHMEDFatima zahra ENNAKOUSPas encore d'évaluation
- AMDECDocument40 pagesAMDECb.a.gardenzibanPas encore d'évaluation
- 7 AmdecDocument20 pages7 AmdecAmina BoujeglatPas encore d'évaluation
- Cours AmdecDocument63 pagesCours AmdecBen Mohamed AhlemPas encore d'évaluation
- AMDECDocument17 pagesAMDECfarid OuanesPas encore d'évaluation
- AmdecDocument21 pagesAmdecAnonymous 9qKdViDP4Pas encore d'évaluation
- Méthodologie AMDECDocument17 pagesMéthodologie AMDECMustafa Nour100% (1)
- 17 - AMDEC - CnomoDocument12 pages17 - AMDEC - CnomoSaid DhaouadiPas encore d'évaluation
- Amdec 18Document19 pagesAmdec 18Háfid MàllákPas encore d'évaluation
- PQBE45 S10 PDocument10 pagesPQBE45 S10 PmilevPas encore d'évaluation
- Gestion de Production Industrielle Amdec PDFDocument25 pagesGestion de Production Industrielle Amdec PDFWajih JoujaPas encore d'évaluation
- AMDECDocument5 pagesAMDECZaki El himassPas encore d'évaluation
- Mini Projet Amdec OutilDocument18 pagesMini Projet Amdec Outilmalek mhedhbi100% (1)
- Document PDFDocument20 pagesDocument PDFanass sbniPas encore d'évaluation
- E41.50.530.N Avril2011Document14 pagesE41.50.530.N Avril2011Cousin HubPas encore d'évaluation
- Fiches - Methodes AMDEC PDFDocument1 pageFiches - Methodes AMDEC PDFAhmed IdiPas encore d'évaluation
- PWP AmdecDocument27 pagesPWP AmdecDOUGLASS TIOGOPas encore d'évaluation
- AMDECDocument2 pagesAMDECachrafPas encore d'évaluation
- Gestion de La Maintenance Amdec LamdecDocument9 pagesGestion de La Maintenance Amdec LamdecSirati SoufianePas encore d'évaluation
- Amdec CoursDocument8 pagesAmdec CoursO Z100% (2)
- Atelier Qualité Et MaintenanceDocument41 pagesAtelier Qualité Et MaintenanceGhofrane GhofranePas encore d'évaluation
- 11 - Amdec Résumé Par Hadramy MécatroniqueDocument6 pages11 - Amdec Résumé Par Hadramy MécatroniqueImmamHadramyPas encore d'évaluation
- CH02-Analyse Des Modes de Défaillance, de Leurs Effets, de Leur Criticité - AMDECDocument30 pagesCH02-Analyse Des Modes de Défaillance, de Leurs Effets, de Leur Criticité - AMDECBouchoucha jameleddinePas encore d'évaluation
- Guide Amdec Trs Intressant 160211075316 PDFDocument27 pagesGuide Amdec Trs Intressant 160211075316 PDFHantanirina Miarintsoa ANDRIANARIJAONAPas encore d'évaluation
- Support de Cours AMDECDocument51 pagesSupport de Cours AMDECHichem Arbi100% (3)
- Mafaco For AmdecDocument38 pagesMafaco For AmdecyoussedPas encore d'évaluation
- Duree D'irrigation+perte ChargeDocument5 pagesDuree D'irrigation+perte ChargeSouiai Mohammed Anouer100% (1)
- PVGIS-5 GridConnectedPV 37.247 10.036 Undefined Undefined 1kWp 14 30deg 0degDocument1 pagePVGIS-5 GridConnectedPV 37.247 10.036 Undefined Undefined 1kWp 14 30deg 0degSouiai Mohammed AnouerPas encore d'évaluation
- Rapoort de Stage BBDocument40 pagesRapoort de Stage BBSouiai Mohammed AnouerPas encore d'évaluation
- CH2 Démarche AMDECDocument41 pagesCH2 Démarche AMDECSouiai Mohammed AnouerPas encore d'évaluation
- C5 Etude Du Comportement Du MatérielDocument32 pagesC5 Etude Du Comportement Du MatérielSouiai Mohammed AnouerPas encore d'évaluation
- AMDEC Cours PDFDocument42 pagesAMDEC Cours PDFredaPas encore d'évaluation
- Détermination de La Hauteur Manométrique Totale (HMT)Document2 pagesDétermination de La Hauteur Manométrique Totale (HMT)Souiai Mohammed AnouerPas encore d'évaluation
- Fiche Technique D'un ParafoudreDocument4 pagesFiche Technique D'un ParafoudreSouiai Mohammed AnouerPas encore d'évaluation
- Universal - Technical DataDocument1 pageUniversal - Technical DataSouiai Mohammed AnouerPas encore d'évaluation
- Circuit HydrauliqueDocument1 pageCircuit HydrauliqueSouiai Mohammed AnouerPas encore d'évaluation
- Pvgis PDF Rgube Sisi BouzidDocument1 pagePvgis PDF Rgube Sisi BouzidSouiai Mohammed AnouerPas encore d'évaluation
- Pompage PhotovoltaiqueDocument281 pagesPompage Photovoltaiquesobzu100% (2)
- Universal - Technical DataDocument1 pageUniversal - Technical DataSouiai Mohammed AnouerPas encore d'évaluation
- Projet Master RechercheDocument10 pagesProjet Master RecherchelidvinekennePas encore d'évaluation
- 2017 Nassori DouniaDocument158 pages2017 Nassori DouniaMohamedElKatarPas encore d'évaluation
- Révision Grammaticale Niveau A2Document6 pagesRévision Grammaticale Niveau A2Kathia RiosPas encore d'évaluation
- Cours Automatisme Première PartieDocument32 pagesCours Automatisme Première PartieRabbiPas encore d'évaluation
- 2022 AmNord J2 ExoA Correction PenteLunette 5ptsDocument6 pages2022 AmNord J2 ExoA Correction PenteLunette 5ptsYoram JdlPas encore d'évaluation
- Bal - 21000-05-03 LTM 1200-5.1Document1 702 pagesBal - 21000-05-03 LTM 1200-5.1Mamadou djibril Ba100% (2)
- Traitement D'une Eau Naturelle Polluée Par Adsorption Sur Du Charbon Actif (CAK) Préparé À Partir de Tourteaux de Karité - Archive Ouverte HALDocument4 pagesTraitement D'une Eau Naturelle Polluée Par Adsorption Sur Du Charbon Actif (CAK) Préparé À Partir de Tourteaux de Karité - Archive Ouverte HALKOLANIPas encore d'évaluation
- Maintenance 2007 UltrasonsDocument79 pagesMaintenance 2007 Ultrasonsmarmara161616Pas encore d'évaluation
- Cahier Technique BD 21-12-11Document16 pagesCahier Technique BD 21-12-11ThareaultPas encore d'évaluation
- Analyse Comparative de La Met Et de La MebDocument23 pagesAnalyse Comparative de La Met Et de La MebSoumaïla OuédraogoPas encore d'évaluation
- Les Isolateurs Et L'industrie Pharmaceutique - Des Amis de 30 AnsDocument4 pagesLes Isolateurs Et L'industrie Pharmaceutique - Des Amis de 30 AnsSasha LebonPas encore d'évaluation
- Relation Caraman Siege-ConstantineDocument88 pagesRelation Caraman Siege-ConstantineAbdelaziz ArdjPas encore d'évaluation
- Mon Premier Sujet de ReflexionDocument2 pagesMon Premier Sujet de ReflexionBekaraPas encore d'évaluation
- Activites Masse Et PoidsDocument2 pagesActivites Masse Et PoidsMatt gamePas encore d'évaluation
- TD SVT3-Dhouha 2018-2019 - Géologie de La TunisieDocument44 pagesTD SVT3-Dhouha 2018-2019 - Géologie de La Tunisieسالم شعبان100% (3)
- Logique 23 - 24Document62 pagesLogique 23 - 24Kouassi GnankanPas encore d'évaluation
- Nperrin 2005 - La Méthode Inductive, Un Outil Pertinent Pour La Formation Par La RechercheDocument16 pagesNperrin 2005 - La Méthode Inductive, Un Outil Pertinent Pour La Formation Par La RechercheNPPas encore d'évaluation
- Quiz Tissu Conjonctif OrdinaireDocument53 pagesQuiz Tissu Conjonctif OrdinaireRania MaddahPas encore d'évaluation
- Exercice Sur Les MomentsDocument3 pagesExercice Sur Les MomentsDiagne100% (3)
- Francés 1 Guía de Estudio para Semana 13 Al 17Document13 pagesFrancés 1 Guía de Estudio para Semana 13 Al 17roseannefigueroaPas encore d'évaluation
- Leçon 1 Communication MédiasDocument8 pagesLeçon 1 Communication MédiashaidaraPas encore d'évaluation
- Support Cours Itil4Document158 pagesSupport Cours Itil4Kamel KhelifiPas encore d'évaluation
- Chap 1 Objet Et Méthode de L'économieDocument6 pagesChap 1 Objet Et Méthode de L'économieBoudour BzeouichPas encore d'évaluation
- Ecluses Csne Groupement OneDocument3 pagesEcluses Csne Groupement OnebediangPas encore d'évaluation
- CC 2 CommandeDocument2 pagesCC 2 CommandeChampion NgangoumPas encore d'évaluation
- Les Grands Penseurs Du Langage-2019Document129 pagesLes Grands Penseurs Du Langage-2019Jaâfar NASRANEPas encore d'évaluation
- TD Chimie 3em 1Document8 pagesTD Chimie 3em 1LAWSON NICOLASPas encore d'évaluation
- Hicham 12Document2 pagesHicham 12Hicham KhalPas encore d'évaluation
- Fiches de Maths Pour Le BrevetDocument5 pagesFiches de Maths Pour Le BrevetMaelys BressonPas encore d'évaluation
- 1C Theme 4 PDFDocument20 pages1C Theme 4 PDFphilippe dmtPas encore d'évaluation
- Secrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)D'EverandSecrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)Évaluation : 4 sur 5 étoiles4/5 (2)
- Wireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.D'EverandWireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.Pas encore d'évaluation
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Dark Python : Apprenez à créer vos outils de hacking.D'EverandDark Python : Apprenez à créer vos outils de hacking.Évaluation : 3 sur 5 étoiles3/5 (1)
- Wi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserD'EverandWi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserPas encore d'évaluation
- Python | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationD'EverandPython | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationPas encore d'évaluation
- Comment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.D'EverandComment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.Pas encore d'évaluation
- Piraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéD'EverandPiraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéPas encore d'évaluation
- Apprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationD'EverandApprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationPas encore d'évaluation
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- Hacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandHacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.D'EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Évaluation : 3.5 sur 5 étoiles3.5/5 (6)
- La communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseD'EverandLa communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- Conception & Modélisation CAO: Le guide ultime du débutantD'EverandConception & Modélisation CAO: Le guide ultime du débutantPas encore d'évaluation
- WiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxD'EverandWiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxÉvaluation : 3 sur 5 étoiles3/5 (1)
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsD'EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Hacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersD'EverandHacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersPas encore d'évaluation
- Explication De La Technologie Blockchain: Guide Ultime Du Débutant Au Sujet Du Portefeuille Blockchain, Mines, Bitcoin, Ripple, EthereumD'EverandExplication De La Technologie Blockchain: Guide Ultime Du Débutant Au Sujet Du Portefeuille Blockchain, Mines, Bitcoin, Ripple, EthereumPas encore d'évaluation
- NFT et Cryptoart: Le guide complet pour investir, créer et vendre avec succès des jetons non fongibles sur le marché de l'art numériqueD'EverandNFT et Cryptoart: Le guide complet pour investir, créer et vendre avec succès des jetons non fongibles sur le marché de l'art numériqueÉvaluation : 5 sur 5 étoiles5/5 (5)
- La psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsD'EverandLa psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsPas encore d'évaluation
- Guide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxD'EverandGuide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxÉvaluation : 1 sur 5 étoiles1/5 (1)
- Forex Trading facile à apprendre: Le guide d'introduction au marché des changes et aux stratégies de négociation les plus efficaces dans l'industrie des devises.D'EverandForex Trading facile à apprendre: Le guide d'introduction au marché des changes et aux stratégies de négociation les plus efficaces dans l'industrie des devises.Évaluation : 4 sur 5 étoiles4/5 (1)
- Création d'une start-up à succès de A à Z: Réussir votre Start-up 2.0 Web et MobileD'EverandCréation d'une start-up à succès de A à Z: Réussir votre Start-up 2.0 Web et MobileÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Le trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsD'EverandLe trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Créer Son Propre Site Internet Et Son Blog GratuitementD'EverandCréer Son Propre Site Internet Et Son Blog GratuitementÉvaluation : 5 sur 5 étoiles5/5 (1)