Académique Documents
Professionnel Documents
Culture Documents
Rapport de Stage Tiola
Transféré par
TiolaTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Rapport de Stage Tiola
Transféré par
TiolaDroits d'auteur :
Formats disponibles
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
République du Cameroun Republic of Cameroun
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Paix – Travail – Patrie Peace – Work – Fatherland
**** ****
Université de Yaoundé I University of Yaoundé I
**** ****
École Nationale Supérieure National Advanced School of
Polytechnique de Yaoundé Engineering of Yaoundé
**** ****
Département de Génie Industriel et Department of Industrial &
Mécanique Mechanical Engineering
RAPPORT DE STAGE
CONCEPTION, DIMENSIONEMENT ET REALISATION
D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES
BRIQUES DE TERRE CRUE
Rédigé par :
TIOLA RIXON ABACHE
Etudiant en 4ieme année Génie Mécanique à l’ENSPY
Encadreur académique : Encadreur professionnel :
Pr. TCHOTANG Theodore, M. NFOR,
Maître de conférences, ENSPY, UY I, Ingénieur de conception en Génie
Département de Génie Mécanique et mécanique, MIPROMALO
Industriel
ANNEE ACADEMIQUE 2021-2022
Rédigé et présenté par : TIOLA Rixon Abache
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
DEDICACE
Je dédie ce travail à
mes parents, mes frères et sœurs.
Rédigé et présenté par : TIOLA Rixon Abache i
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
REMERCIEMENTS
Ce travail n’aurait pas pu aboutir sans l’apport de divers moyens matériels et compétences
humaines. C’est l’occasion pour nous d’exprimer humblement et sincèrement notre profonde
gratitude à toutes ces personnes ayant contribué à la réussite de notre projet de stage. A cet
effet, nous tenons sincèrement à remercier :
➢ Pr. TCHOTANG Théodore qui a accepté de signer ma lettre de mise en stage me
donnant ainsi l’autorisation de commencer mon stage ;
➢ Pr. FOKAM Christian qui a bien accepté d’apprécier ce présent rapport de stage ;
➢ Dr. BIDOUNG Jean Calvin directeur du centre MIPROMALO à Nkolbisson pour le
cadre de travail parfait qu’il nous a donné ;
➢ M. NFOR mon encadreur professionnel pour ses conseils, sa patience et son
encouragement permanent ;
➢ M PONDI Joseph qui nous a proposé ce stage pré-ingénieur ;
➢ MBOKE Brice, NOUTSA Loic et Tchangoue Jennifer , mes camarades de promotion
avec qui j’ai partagé mes journées à la MIPROMALO.
➢ A ceux qui ont contribué de près ou de loin à la réalisation de ce travail.
Rédigé et présenté par : TIOLA Rixon Abache ii
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
GLOSSAIRE
AN : Analyse de la Valeur
APTE : Approche des Techniques d’Entreprise
BTC : bloc de terre compressée
CCO : Conception par Coût Objectif
CDCF : Cahier De Charges Fonctionnelles
CFA : Communauté Financière Africaine
C-K : Concept-Knowledge
EN : European Norm
ENSPY : École Nationale Supérieure Polytechnique de Yaoundé
FAST : Functionnal Analysis System Technic
FC : Fonction Contrainte
FP : Fonction Principale
MIPROMALO : Mission de Promotion des matériaux locaux
NF : Normes Française
PIB : Produit Intérieur Brut
RDM : Résistance Des Matériaux
SADT : System Analysis Design Technic
SARL : Société à Responsabilités Limitées
TRIZ : Teorija Reshenija Izobretateliskih Zadatch (Théorie de résolution des problèmes
Inventifs)
UY I : Université de Yaoundé I
Rédigé et présenté par : TIOLA Rixon Abache iii
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
LISTE DES SYMBOLES
E : Module de Young
𝜀 : Déformation
G : Module de Coulomb
𝜎 : Contrainte normale
𝜏 : Contrainte de tangentielle
𝐴𝑠 : Section résistante de la tige d’un boulon en fond de filet.
I : Moment quadratique
𝑅𝑝𝑔 : Résistance pratique au glissement ou au cisaillement
𝑅𝑒𝑔 : Résistance élastique au cisaillement
𝜎𝑒 : Résistance élastique seuil (limite élastique)
𝑠 : Coefficient de sécurité
𝑝 : charge linéaire
Rédigé et présenté par : TIOLA Rixon Abache iv
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
RESUME
La Mission de Promotion des Matériaux Locaux (MIPROMALO) a été créée le 18
décembre 1990 et a pour objet de valoriser l'emploi des matériaux localement fabriqués en
vue de réduire les coûts de réalisation des équipements nationaux. Parmi les matériaux dont la
MIPROMALO fait la promotion, nous avons les briques de terre cuite, les paves
autobloquants, les tuiles, les parpaings vibres, les blocs de terre comprimée…La
MIPROMALO a lancé un appel à projets pour le financement de 15 innovations. Pour la mise
en œuvre du « projet de déploiement des technologies et innovations environnementales pour
le développement durable et la réduction de la pauvreté » (PDTIE) située à Yaoundé, au
Cameroun, la MIPROMALO a reçu une enveloppe de 170 000 Euros (111 657 900 FCFA) du
PDTIE pour soutenir les innovations sur les matériaux de construction alternatifs et la
réduction des coûts des matériaux de construction en faveur des populations défavorisées.
Lancé du 27 décembre 2021 au 10 mars 2022, l’appel à projets concourt à sélectionner 15
projets d’innovations qui seront accompagnés et financés dans le cadre du PDTIE. Ces
innovations doivent corroborer avec les thématiques retenues par la MIPROMALO. Parmi ces
15 projets qui ont été sélectionnés pour être financer, les ingénieurs du pole semi-industriel et
du pôle de fabrication mécanique en ont gagné plusieurs parmi lesquels celui portant sur << la
conception, le dimensionnement et la réalisation d’une presse solaire multifonctionnelle
pour la fabrication des parpaings et des briques en terre comprimée >>. Ce projet qui
fera l’objet de notre étude s’inscrit dans le but d’imaginer et de concevoir une machine qui
pourra à la fois faire des briques et des parpaings de bonnes qualités afin de faciliter la
construction à l’aide des matériaux locaux dans les zones rurales dépourvues d’électricité à
travers sa source énergétique qui sera solaire. Dans le cadre de mon stage pré ingénieur en
Génie Mécanique de l’École Nationale Supérieure Polytechnique de Yaoundé, il m’a été
donné de travailler sur la conception de cette machine. Pour mener à bien le projet, nous
avons fait une revue du mécanisme existant pour mieux cerner les fonctions dans le but de
trouver les machines et les technologies existantes dans la fabrication des parpaings et des
briques. Nous avons tout d’abord fait une analyse de la méthode de conception appropriée au
travers de laquelle nous avons opté pour l’analyse de la valeur. Le dimensionnement a été fait
grâce à l’outil théorique ; résistance des matériaux et des catalogues associés. La fabrication
se déroula dans l’atelier de fabrication mécanique de la MIPROMALO suivant le matériel
dont nous disposons. Face aux limites de notre atelier et dans un but économique, nous avons
proposé des solutions pour remédier à certains problèmes, en l’occurrence la fabrication des
moules et des pilons, la sous-traitance des tâches.
Rédigé et présenté par : TIOLA Rixon Abache v
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
ABSTRACT
The Mission for the Promotion of Local Materials (MIPROMALO) was created on
December 18, 1990 and its purpose is to promote the use of locally manufactured materials in
order to reduce the costs of realization of national equipment. Among the materials promoted
by MIPROMALO, we have clay bricks, self-locking paving stones, roof tiles, vibrated breeze
blocks, compressed earth blocks... MIPROMALO has launched a call for projects to finance
15 innovations. For the implementation of the "Project for the deployment of environmental
technologies and innovations for sustainable development and poverty reduction" (PDTIE)
located in Yaoundé, Cameroon, MIPROMALO has received an envelope of 170,000 Euros
(111,657,900 FCFA) from the PDTIE to support innovations on alternative building materials
and the reduction of the costs of building materials in favor of disadvantaged populations.
Launched from December 27, 2021 to March 10, 2022, the call for projects aims to select 15
innovation projects that will be supported and financed under the PDTIE. These innovations
must corroborate with the themes selected by MIPROMALO. Among these 15 projects that
have been selected for funding, the engineers of the semi-industrial pole and the mechanical
manufacturing pole have won several among which the one on << the design, dimensioning
and realization of a multifunctional solar press for the manufacture of cinder blocks and
bricks in compressed earth >>. This project which will be the subject of our study is in line
with the aim of imagining and designing a machine that will be able to both make bricks and
cinder blocks of good quality in order to facilitate construction using local materials in rural
areas lacking electricity through its energy source which will be solar. Within the framework
of my internship in Mechanical Engineering at the National advanced school of engineering
of Yaoundé, I was given the opportunity to work on the design of this machine. To carry out
the project, we made a review of the existing mechanism to better identify the functions in
order to find the existing machines and technologies in the manufacture of cinder blocks and
bricks. We first made an analysis of the appropriate design method through which we opted
for the value analysis. The dimensioning was done thanks to the theoretical tool; resistance of
materials and associated catalogs. The manufacturing took place in the workshop of
mechanical manufacturing of the MIPROMALO according to the material which we have.
Faced with the limits of our workshop and with an economic aim, we proposed solutions to
remedy certain problems, in this case the manufacture of the molds and the pestles, the
subcontracting of the tasks.
Rédigé et présenté par : TIOLA Rixon Abache vi
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Table des matières
DEDICACE ................................................................................................................................. i
REMERCIEMENTS .................................................................................................................. ii
GLOSSAIRE ............................................................................................................................. iii
LISTE DES SYMBOLES ......................................................................................................... iv
RESUME .................................................................................................................................... v
ABSTRACT .............................................................................................................................. vi
LISTE DES FIGURES .............................................................................................................. xi
INTRODUCTION GENERALE................................................................................................ 1
CHAPITRE I : CONTEXTE ET PROBLEMATIQUE ............................................................. 3
I.1. PRESENTATION DE L’ENTREPRISE ......................................................................... 3
I.1.1 Historique ................................................................................................................... 3
I .1.2 Organisation structurelle de la MIPROMALO : ....................................................... 4
I.1.2.2 Pôles Recherche et Développement des matériaux : ........................................... 5
a. Pôle de recherche en génie civil et architecture : ................................................. 7
b. Pôle de recherche en sciences des matériaux : ..................................................... 7
c. Pole de recherche en génie mécanique et métallurgie : ....................................... 8
d. Pole de recherche en géologie, sciences de l’environnement et domaines
associes : ...................................................................................................................... 9
e. Laboratoire d’analyses des matériaux : ................................................................ 9
f. Laboratoire de micro-analyse : ........................................................................... 10
I.2. LES DIFFERENTS PRODUITS ................................................................................... 10
I.2.1 Les blocs de terre comprimée (BTC) : ..................................................................... 10
I.2.2 Les briques de terre cuite (BC) : ............................................................................... 12
I.2.3 Tuiles et Carreaux ..................................................................................................... 13
I.2.4 Parpaing hourdis paves : ........................................................................................... 13
I.3. L'unité Spécialisée de Fabrication Mécanique (USFM) : .............................................. 14
I.4. Location des équipements de production ....................................................................... 15
I.5. Formations à la MIPROMALO...................................................................................... 15
I.5.1 Cibles ........................................................................................................................ 15
I.5.2 Axes de formation .................................................................................................... 16
I.5.3 Ressources pour la formation ................................................................................... 16
I.6. Contexte actuel ............................................................................................................... 16
I.7. PROBLEMATIQUE ...................................................................................................... 16
CHAPITRE II : REVUE DE LITTÉRATURE ........................................................................ 18
Rédigé et présenté par : TIOLA Rixon Abache vii
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
II GENERALITES ................................................................................................................... 18
II.1 Les parpaings : ........................................................................................................... 18
II.1.1 Le procédé de mise en forme sur presse vibrante : ................................................. 19
II.1.2 Technologie d’une presse : ...................................................................................... 20
II.1.2.1 Les machines fixes américaines ....................................................................... 20
II.1.2.2 Les machines fixes européennes : .................................................................... 21
a. Le moule ............................................................................................................. 22
b. La planche .......................................................................................................... 22
c. La table vibrante ................................................................................................. 23
d. Le système vibrant ............................................................................................. 23
e. Le pilon .............................................................................................................. 24
II.1.3 Les différentes opérations : ..................................................................................... 24
II.1.3.1 Pervibration : .................................................................................................... 24
II.1.3.2 Compactage : .................................................................................................... 24
II.1.3.3 Décompression : ............................................................................................... 25
II.1.4 Analyse technique du procédé :............................................................................... 25
II.1.4.1 Analyse du matériau : ....................................................................................... 25
a. Composition : ..................................................................................................... 25
II.2 Les blocs de terre comprimée : ...................................................................................... 26
II.2.1 Définition : .............................................................................................................. 26
II.2.2 Description : ............................................................................................................ 26
II.2.3 Description des parties des BTC : ........................................................................... 28
II.2.4 Termes applicables à la production et à l’équipement de production des blocs de
terre comprimée : .............................................................................................................. 29
II.2.4.1 Termes applicables aux constituants des BTC : ............................................... 29
a. La terre : ............................................................................................................. 29
b. Additif : .............................................................................................................. 29
c. Dégraissant : ....................................................................................................... 30
d. Mélange : ............................................................................................................ 30
II.2.4.2 Termes applicables à la production des blocs de terre comprimée : ................ 30
a. Préparation de la terre : ...................................................................................... 30
b. Le temps de retenue : ......................................................................................... 30
c. La compression : ................................................................................................ 31
d. La cure : .............................................................................................................. 31
II.2.4.2 Termes applicables aux équipements de production : ...................................... 31
Rédigé et présenté par : TIOLA Rixon Abache viii
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
a. Equipement de préparation de la terre : ............................................................. 31
b. Equipement de malaxage ................................................................................... 32
c. Presses ................................................................................................................ 32
d. Caractéristiques spécifiques des presses ............................................................ 32
II.2.4.3 Termes applicables à la mise en œuvre des BTC : ........................................... 34
a. Mortier de terre : ................................................................................................ 34
b. Maçonnerie en bloc de terre comprimée : .......................................................... 34
II.2.4.4 Termes applicables à l’appréciation des caractéristiques, performances et
aptitude à l’emploi des BTC : ....................................................................................... 35
II.2.5 Classification des BTC : .......................................................................................... 35
II.2.5.1 Classification des BTC par type : ..................................................................... 35
a. BTC type 1 : ....................................................................................................... 35
b. BTC type 2 : ....................................................................................................... 35
c. BTC type 3 : ....................................................................................................... 35
d. BTC type 4 : ....................................................................................................... 36
e. BTC type 5 : ....................................................................................................... 36
f. BTC type 6 : ....................................................................................................... 36
III. Choix de la méthode de conception :......................................................................... 36
III.1 Etude comparative des méthodes de conception : .................................................... 37
III.2 Tableau de choix de la méthode de conception : ...................................................... 38
CHAPITRE III : CONCEPTION ET DIMENSIONEMENT .................................................. 39
I. Présentation de la méthode de l’analyse de la valeur : .................................................. 39
I.1 Les outils pour l’orientation de l’action ...................................................................... 39
I.1.1 ORIENTATION DE L’ACTION ......................................................................... 40
a. Concept général .................................................................................................. 41
b. Description globale ............................................................................................ 41
c. Description détaillée ........................................................................................... 41
d. Composants du produit : .................................................................................... 41
e. Les problèmes afférents au produit : .................................................................. 42
I.2 RECHERCHE DE L’INFORMATION ...................................................................... 42
I.3 ANALYSE DU BESOIN ............................................................................................ 44
I.3.1 DIAGRAMME BÊTE À CORNES : .................................................................... 44
I.3.2 ANALYSE FONCTIONNELLE EXTERNE : ..................................................... 45
I.3.3 DIAGRAMME PIEUVRE OU DES INTERACTEURS : ................................... 45
Rédigé et présenté par : TIOLA Rixon Abache ix
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
I.3.4 VALIDATION, VALORISATION ET QUANTIFICATION DES FONCTIONS :
....................................................................................................................................... 47
I.3.5 ANALYSE FONCTIONNELLE INTERNE ........................................................ 48
I.3.6 DIAGRAMME FAST ........................................................................................... 48
II SHEMAS FONCTIONEL ................................................................................................ 50
II.1 Schéma fonctionnel des machines existantes : ........................................................... 50
II.2 SCHEMA FONCTIONNEL ...................................................................................... 51
III. SCHEMA CINEMATIQUE ...................................................................................... 51
IV. Dimensionnement : .................................................................................................... 53
IV.1 Choix du matériau : .................................................................................................. 54
IV.2 Données : .................................................................................................................. 54
Dimensionnement du moteur vibrant : ...................................................................... 55
Dimensionnement du moteur de compactage : .......................................................... 55
Dimensionnement des barres : ................................................................................... 60
Diagramme des efforts tranchants : ............................................................... 64
Diagramme des moments fléchissant ..................................................................... 64
Choix du matériau de l’arbre ................................................................................. 65
Choix du coefficient de sécurité............................................................................. 65
Choix du coefficient de concentration de contrainte ............................................. 65
Dimensionnement des chapes et des axes pour les articulations : ............................. 66
Calcul des diamètres des axes ................................................................................ 67
Condition de non matage de l’axe : ............................................................... 67
Vérification sur RDM7 Flexion : .................................................................... 68
Calcul des épaisseurs des chapes : ......................................................................... 68
Dimensions du pilon de compactage : ....................................................................... 69
Dimensions de la Coulisse et coulisseau pour la liaison glissière ............................. 72
CONCLUSION ........................................................................................................................ 73
WEBOGRAPHIE ..................................................................................................................... 74
BIBLIOGRAPHIE ................................................................................................................... 77
ANNEXES ............................................................................................................................... 79
Rédigé et présenté par : TIOLA Rixon Abache x
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
LISTE DES FIGURES
Figure 1: bloc autobloquant...................................................................................................... 11
Figure 2: Bloc plein .................................................................................................................. 11
Figure 3: bloc en U ................................................................................................................... 11
Figure 4: Bloc circulaire ........................................................................................................... 11
Figure 5: Stock de briques en terre compresse attendant la livraison ...................................... 11
Figure 6: Briques creuses après cuisson et refroidissement ..................................................... 12
Figure 7: les briques creuses avant cuisson .............................................................................. 12
Figure 8: Carreaux .................................................................................................................... 13
Figure 9: Dimension :15 x 20 x 40cm ; .................................................................................... 13
Figure 10: Dimension :20 x 20 x 40cm .................................................................................... 13
Figure 11: Hourdis Dimension :15 x 20 x 50cm ...................................................................... 13
Figure 12: Dimension : 12 x 20 x 50cm ................................................................................... 13
Figure 13: Pavé circulation pédestre couleur rouge ................................................................. 14
Figure 14: pave de route Epaisseur de 8cm.............................................................................. 14
Figure 15: Pavé circulation pédestre couleur grise Épaisseur de 6cm ..................................... 14
Figure 16 : Atelier de fabrication mécanique ........................................................................... 14
Figure 17: Parpaing .................................................................................................................. 18
Figure 18 : Spécifications géométriques d’un parpaing ........................................................... 19
Figure 19 : installation classique pour la production des parpaings......................................... 20
Figure 20 : Machine fixe américaine pour la production de blocs ........................................... 21
Figure 21 : Photo d’une presse vibrante de type A650 ............................................................ 21
Figure 22 : Machine fixe européenne pour la production de blocs .......................................... 21
Figure 23 : Photo d’un moule. Masse approximative : 900 kg ................................................ 22
Figure 24 : architecture d’une presse vibrante (le système vibrant n’est pas représenté). [9- 12]
: ensemble pilon, [15, 18] : coulisseaux du moule et vérin de démoulage, [16] : pontées, [17] :
frappeurs et table, [20] : suspensions élastiques de la table ..................................................... 22
Figure 25 : Représentation schématique partielle du système vibrant ..................................... 23
Figure 26 : Réglage de la force de vibration par déphasage (représentation : en phase, force
maximale) ................................................................................................................................. 23
Figure 27 : Photo d’une presse vibrante lors de la sortie des produits ..................................... 24
Figure 28 : Les différentes opérations d’un cycle de mise en forme des blocs........................ 24
Rédigé et présenté par : TIOLA Rixon Abache xi
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Figure 29: –EXEMPLE de Formulation du béton frais ........................................................... 25
Figure 30 : Exemple concernant la hauteur des blocs .............................................................. 27
Figure 31 : face des BTC.......................................................................................................... 28
Figure 32 : Section des BTC .................................................................................................... 28
Figure 33 : presse Hydraulique semi-automatique fonctionnant à l’Energie électrique .......... 33
Figure 34: presse manuelle ....................................................................................................... 33
Figure 35 : presse hydraulique motorisée fonctionnant avec un moteur thermique ................ 34
Figure 36: presse manuelle ....................................................................................................... 34
Figure 37: Les 6 types de BTC................................................................................................. 36
Figure 38 : Pondeuse de parpaings vibres ................................................................................ 40
Figure 39 : Pondeuse de parpaings de la MIPROMALO......................................................... 40
Figure 40 : Schéma cinématique de la presse .......................................................................... 53
Figure 41 : Moule de briques ................................................................................................... 56
Figure 42 : Masse du moule de brique ..................................................................................... 56
Figure 43 : moule de parpaing.................................................................................................. 56
Figure 44 : masse du moule de parpaing .................................................................................. 56
Figure 45 : diagramme des corps libres du levier du moule .................................................... 57
Figure 46 : section du levier du moule ..................................................................................... 58
Figure 47: Levier du moule sur SolidWorks ............................................................................ 58
Figure 48: aperçu du Levier du pilon sur SolidWorks ............................................................. 60
Figure 49: Modélisation de l’arbre ........................................................................................... 62
Figure 50: Diagramme des efforts tranchants .......................................................................... 64
Figure 51: Diagramme des moments fléchissant ..................................................................... 64
Figure 52: Vérification de résistance de l’arbre ....................................................................... 65
Figure 53: Aperçu de l’arbre support des leviers sur SolidWorks ........................................... 66
Figure 54: Vérification de la résistance de l’axe ...................................................................... 68
Figure 55 : mode de rupture de la chape .................................................................................. 69
Figure 56 : Modélisation de l’effort sur un profile du pilon .................................................... 70
Figure 60 : aperçu de la machine ............................................................................................. 70
Figure 57: aperçu de compactage de la brique sur SolidWork ................................................ 70
Figure 58: aperçu de la machine .............................................................................................. 71
Figure 59: aperçu du pillon de compactage du parpaing sur SolidWord ................................. 71
Rédigé et présenté par : TIOLA Rixon Abache xii
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
INTRODUCTION GENERALE
Le Cameroun est un pays dont le PIB dépend en majorité de ses ressources naturelles telles
que les ressources minières ; le pétrole, les ressources alimentaires…
Au cours de l’année 2019, la branche Bâtiments et travaux publics (BTP) a continué à avoir
une importance certaine dans la croissance du PIB du secteur secondaire (industries et
constructions) au Cameroun. Concrètement, selon les comptes nationaux 2019, publiés par
l’Institut national de la statistique (INS), le BTP affiche une contribution de 0,3 point à la
croissance dans le secondaire, secteur dans lequel l’activité économique a globalement cru de
4,9% l’année dernière, en hausse de 1,8% par rapport à 2018 (+3,1%).
Le projet de Déploiement des Technologies et Innovations Environnementales pour le
développement durable et la réduction de la pauvreté (PDTIE) est mis en œuvre par l’Institut
de la Francophonie pour le développement durable (IFDD), organe subsidiaire de
l’Organisation internationale de la Francophonie (OIF) en partenariat avec l’Université Kongo
en République Démocratique du Congo (RDC), Eden Africa et Ingénieurs Sans Frontières au
Cameroun. Il est conjointement soutenu par l’Organisation des États d'Afrique, des Caraïbes
et du Pacifique (OEACP) et l’Union européenne (UE) dans le cadre du Fonds ACP pour
l'Innovation, une des composantes du Programme de Recherche et d'Innovation de
l'Organisation des États d'Afrique, des Caraïbes et du Pacifique (OEACP).
Le PDTIE a pour objectif de contribuer à un environnement de la recherche et innovation
inclusif et favorable au développement durable au Cameroun et en RDC, deux États du Bassin
du Congo, membres de l’Organisation internationale de la Francophonie. À cet effet, le projet
met en œuvre, de janvier 2021 à janvier 2025, de nombreuses activités porteuses pour le
développement durable et la réduction de la pauvreté.
La MIPROMALO, faisant dans la promotion de la construction a l’aide des matériaux
locaux tels que la terre, l’argile, le ciment et le sable, est une entreprise dont les activités
s’inscrivent dans la vision du PDTIE cad le développement durable à travers non pas
seulement la fabrication des matériaux de construction tels que les briques et les parpaings
mais aussi la conception et la fabrication des machines facilitant la production de ces
matériaux et la formation des populations à l’utilisation de ces machines.
Le déroulement de notre étude est reparti en quatre étapes présentées en chapitre :
• Le premier chapitre intitulé CONTEXTE ET PROBLEMATIQUE, dans lequel sera
présenté les circonstances de l’étude de notre projet, le problème à résoudre et l’objectif à
atteindre.
Rédigé et présenté par : TIOLA Rixon Abache 1
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
• Le deuxième chapitre intitulé REVUE DE LITTERATURE ; où sera exposé la machine
objet de notre étude et toute sa technologie
• Le troisième chapitre intitulé CONCEPTION ET DIMENSIONNEMENT, sera le lieu de
conception s’inspirant des modèles existant de presse de brique et de parpaings, à l’aide d’une
méthode de conception soigneusement choisie et le dimensionnement des composants du
système.
• Le quatrième chapitre intitulé RESULTATS ET ANALYSE FINANCIERE, sera le
condensé des résultats de la conception et du dimensionnement ainsi que la fabrication, suivis
d’une présentation du coût de réalisation du projet.
Rédigé et présenté par : TIOLA Rixon Abache 2
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
CHAPITRE I : CONTEXTE ET PROBLEMATIQUE
Ce chapitre est subdivisé en deux parties : le contexte général qui comprend la
présentation de l’entreprise et la situation du problème évoque dans la seconde partie qu’est la
problématique.
I.1. PRESENTATION DE L’ENTREPRISE
I.1.1 Historique
La Mission de Promotion des Matériaux Locaux (MIPROMALO) a été créée par Décret
N°90/1353 du 18 décembre 1990 modifié et complété par Décret N° 2018/594 du 17 octobre
2018 et réorganisée en Etablissement Public à caractère Scientifique, Technique et
Professionnel. Son siège est situé à Yaoundé (NKOLBIKOK). Elle est placée sous la tutelle
technique du Ministère en charge de la Recherche Scientifique (MINRESI) et la tutelle
financière du Ministère en charge des Finances (MINFI). La structure est administrée par un
Conseil d’Administration et une Direction Générale.
La MIPROMALO a pour objet de valoriser l'emploi des matériaux localement fabriqués en
vue de réduire les coûts de réalisation des équipements nationaux. Du fait de sa
réorganisation, ses missions sont désormais étendues à la valorisation des matériaux
innovants.
A cet effet, elle est chargée, en collaboration avec les organismes publics et privés nationaux
et internationaux, notamment :
• De la recherche, de la localisation géographique et de l'estimation des gisements de
matériaux locaux et matériaux innovants, ainsi que de la détermination des paramètres
de leur exploitabilité ;
• De l'étude des différentes techniques et méthodes d'exploitation, de transformation et
de mise en œuvre des matériaux locaux et matériaux innovants, puis de leur
vulgarisation en direction des populations et des opérateurs économiques nationaux ;
• De la labellisation et de l'assistance technique à la normalisation des matériaux locaux
et des matériaux innovants, en liaison avec les administrations concernées ;
• De l'identification et de l'assistance technique aux entreprises de production et
construction des logements à faible coût en matériaux locaux et matériaux innovants ;
Rédigé et présenté par : TIOLA Rixon Abache 3
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
• De la réalisation des travaux en régie, de la maîtrise d'œuvre et du suivi des chantiers
de l'Etat, réalisés en matériaux locaux ou en matériaux innovants, en liaison avec les
administrations concernées ;
• De la création et de l'organisation des chantiers d'expérimentation, de production et
d'utilisation de matériaux locaux et des matériaux innovants ;
• De la création des unités pilotes de production industrielle et de valorisation
économique et professionnelle des matériaux locaux et matériaux innovants de
construction ;
• De la valorisation et de la réalisation des projets en matériaux locaux et des matériaux
innovants au profit des tiers ;
• De la formation à l'emploi des matériaux locaux et matériaux innovants de
construction ;
• De la création des incubateurs et des pépinières d'entreprise dans le domaine des
matériaux locaux et matériaux innovants de construction ;
• Du concours à la création des entreprises innovantes dans le domaine des matériaux
locaux et matériaux innovants de construction ;
• De l'insertion graduelle du patrimoine architectural local dans le processus de
réalisation des différents équipements et de l'instauration d'équilibres stable à
l'intérieur des structures professionnelles du bâtiment.
I .1.2 Organisation structurelle de la MIPROMALO :
La MIPROMALO est organisé en différents pôles travaillant en synergie les uns avec les
autres. Nous avons entre autres :
✓ Pôles Recherche et Développement des matériaux
✓ Assistance technique pour les projets de construction
✓ Centre Spécialisé de Formation Professionnelle
✓ Fabrication pilote et industrielle des matériaux locaux (blocs de terre comprimée,
briques cuites, tuiles, pierres de taille, ...), séchage du bois
✓ Unité de Fabrication Mécanique pour la réalisation des équipements de
production
✓ Bureau d'ingénierie pour la réalisation des études architecturales, techniques,
topographiques, l'élaboration des plans et devis
Rédigé et présenté par : TIOLA Rixon Abache 4
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
✓ Contrôle de qualité des produits finis
✓ Prospection et estimation des gisements pour la production des matériaux de
construction.
Les programmes de Recherche Développement sont axés sur les missions de la
MIPROMALO dont le but principal est de valoriser l’emploi des matériaux locaux en vue de
réduire les coûts de réalisation des équipements nationaux.
I.1.2.2 Pôles Recherche et Développement des matériaux :
Les programmes de Recherche Développement sont axés sur les missions de la
MIPROMALO en son article 2 du décret de création N° 90/1353 du 18 septembre 1990 ; dont
le but principal est de valoriser l’emploi des matériaux locaux en vue de réduire les couts de
réalisation des équipements nationaux
Tableau 1 : Axes stratégiques de la recherche
N° Domaine de Axes de recherche Objectif global
recherche
1 Génie Civil et Valorisation du patrimoine local et Etudier, promouvoir et améliorer
architecture innovant et thermique du bâtiment l’architecture et systèmes constructifs
locaux et innovants
Diversification de l’application du Développer et optimiser les techniques,
des bétons, du bois et du bambou les formulations et les applications des
dans la construction bétons, du bois et du bambou
Etudes sur les ouvrages Concevoir, développer ou améliorer les
hydrauliques d’assainissement en ouvrages d’assainissement en
matériaux locaux et innovants matériaux
2 Génie Conception fabrication et Concevoir, fabriquer ou améliorer des
mécanique et maintenance des équipements et équipements et autres dispositifs de
métallurgie dispositifs innovants de transformation ou de valorisation des
transformation et de caractérisation matériaux locaux et innovants
des matériaux locaux et innovants
Développement des métaux et Mettre au point et caractériser des
alliages et études sur équipements métaux et alliages et étudier les
thermiques (fours, séchoirs ; équipements et procédés thermiques
incinérateurs, etc.)
Rédigé et présenté par : TIOLA Rixon Abache 5
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
3 Sciences des Développement des géo matériaux Elaborer et caractériser ou améliorer
matériaux innovants les matériaux à base de matières
d’origine géologique
Développement des biomatériaux Elaborer et caractériser ou améliorer
innovants les matériaux à base de matières
d’origine biologique ou végétale
Elaboration et caractérisation des Mettre au point ou améliorer des
polymères organiques et des polymères organiques, les matériaux
matériaux composites ou composites ou fonctionnels et les
fonctionnels caractériser
4 Géologie, Prospection, caractérisation et Mettre en place une base données sur
sciences de cartographie des matières les gisements de matières premières et
l’environnement premières définir les paramètres de leur
et domaines exploitabilité
associés
Etude et gestion des carrières de Codifier les méthodes d’exploitation
matières premières pour chaque carrière de matières
premières
Etudes sur les aspects Caractériser et remédier l’impact
environnementaux liés à environnemental lié à l’exploitation et
l’exploitation et au traitement des au traitement des matériaux
matériaux
La MIPROMALO prône l’excellence et l’innovation en termes de recherche. Ses pôles
de recherche jouent un rôle important dans la collaboration et le partage des idées provenant
d’un même domaine ou de différentes disciplines.
L’objectif principal des chercheurs impliqués dans les Pôles de recherche est de
favoriser l’excellence en recherche par leur travail. Contrairement aux laboratoires qui
appuient les activités de mobilisation des connaissances, les pôles de recherche traitent des
problématiques visant à générer des retombées bénéfiques pour la communauté dans le
domaine des constructions en matériaux locaux et matériaux innovants.
Les pôles de recherche sont :
• Pôle de Recherche en Génie Civil et Architecture
• Pôle de Recherche en Sciences des Matériaux
• Pôle de Recherche en Génie Mécanique et Métallurgie
• Pôle de Recherche en Géologie, Sciences de l’Environnement et Domaines Associés
Rédigé et présenté par : TIOLA Rixon Abache 6
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Les laboratoires de recherche
• Laboratoire d’Analyses des Matériaux
• Laboratoire de Micro-Analyse
a. Pôle de recherche en génie civil et architecture :
Les missions :
• Mettre en place et suivre le fonctionnement d’un système de veille technologique et
méthodologique dans le secteur des Bâtiments et Travaux Publics (BTP) ;
• Elaborer les techniques de mise en œuvre de nouveaux matériaux pour la construction
des ouvrages, des bâtiments et le traitement des sols, par l’intégration des démarches
de multifonctionnalités et de développement durable ;
• Améliorer la connaissance des mécanismes de dégradation et d’amélioration des
matériaux de construction ;
• Suivre les stages de recherche dans le domaine du Génie Civil ;
• Encadrer des étudiants en recherche ;
• Développer des outils pour l’aide à la conception des ouvrages de Génie Civil ;
• Proposer des solutions scientifiques et technologiques permettant un diagnostic fiable
et la réhabilitation durable des bâtiments et des autres ouvrages du Génie Civil.
Les domaines de recherche d'excellence
• Génie Civil ;
• Architecture.
b. Pôle de recherche en sciences des matériaux :
Les missions du pole de recherche en science des matériaux sont :
• Concevoir et mettre au point un plan de recherche dans les sciences des matériaux ;
• Etudier les différentes techniques et méthodes de transformation des matériaux locaux
et matériaux innovants, puis de leur vulgarisation, en liaison avec les services
concernés ;
• Mettre en place et suivre le fonctionnement d’un système de veille
technologique et méthodologique dans le secteur des matériaux ;
• Suivre des stages de recherche dans le domaine des sciences des matériaux ;
Rédigé et présenté par : TIOLA Rixon Abache 7
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
• Elaborer et la caractériser de nouveaux matériaux en intégrant les démarches de
multifonctionnalités et de développement durable ;
• Identifier les mécanismes de financement de recherche dans les
domaines des matériaux en relation avec le service en charge de la coopération ;
• Faire émerger de nouvelles thématiques de recherche en sciences des matériaux ;
• Encadrer des étudiants en recherche ;
• Structurer la communauté scientifique en favorisant les échanges entre chercheurs de
disciplines différentes ou en facilitant la mise en place de structures d'accueil et
d'équipements mutualisés dans les laboratoires ;
• Participer à l’élaboration des DAO du domaine des matériaux et autres projets.
Les domaines de recherche d'excellence
• Géo matériaux ;
• Matériaux Composites et Innovants ;
• Matériaux Ligneux et Non Ligneux.
c. Pole de recherche en génie mécanique et métallurgie :
Les missions du pôle de recherche en génie mécanique et métallurgie sont :
• Concevoir et mettre au point d’un plan de recherche en Génie
Mécanique et Métallurgie ;
• Coordonner des activités de recherche dans le domaine du Génie
Mécanique et Métallurgie ;
• Identifier les mécanismes et/ou des sources de financement des
recherches menées par l’équipe du Génie Mécanique et Métallurgie en relation avec le
service en charge de la coopération ;
• Évaluer des activités de recherche en Génie Mécanique et Métallurgie ;
• Suivre des stages de recherche dans le domaine du Génie Mécanique et Métallurgie ;
• Identifier et mettre en œuvre de nouvelles thématiques de recherche en Génie
Mécanique et Métallurgie ;
• Encadrer des étudiants en recherche ;
• Formuler des propositions aux structures de recherche, en Génie
Mécanique et Métallurgie, des sujets de recherche dans la conception et la fabrication.
Rédigé et présenté par : TIOLA Rixon Abache 8
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Les domaines de recherche d'excellence
• Génie Mécanique ;
• Métallurgie.
d. Pole de recherche en géologie, sciences de l’environnement et domaines associes :
Les missions de ce pôle sont :
• Concevoir et mettre au point d’un plan de recherche en Géologie,
Sciences de l’Environnement et Domaines Associés ;
• Coordonner des activités de recherche en Géologie, Sciences de
l’Environnement et Domaines Associés ;
• Rechercher, localiser géographiquement, estimer les gisements de matériaux locaux et
matériaux innovants et déterminer les paramètres de leur exploitabilité ;
• Étudier des différentes techniques et méthodes d’exploitation des matériaux locaux ;
• Identifier des mécanismes et/ou des sources de financement des
recherches ;
• Évaluer des activités de recherche en Géologie, Sciences de
l’Environnement et Domaines Associés ;
• Suivre des stages de recherche en Géologie, Sciences de l’Environnement et
Domaines Associés ;
• Encadrer des étudiants en recherche ;
• De l’élaboration de nouvelles thématiques de recherche ;
• Réaliser des études environnementales en relation avec l’utilisation et l’exploitation
des matériaux locaux et matériaux innovants ;
• Proposer aux structures de recherche des sujets de recherche pertinents.
Les domaines de recherche d'excellence
• Géologiques et Domaines Associés ;
• Sciences de l’Environnement.
e. Laboratoire d’analyses des matériaux :
Les missions de ce laboratoire sont :
• Analyse des matières premières et composantes multifonctionnelles ;
Rédigé et présenté par : TIOLA Rixon Abache 9
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
• Conception des méthodes et la détermination des conditions opératoires adaptées aux
différents types de matériaux ;
• Contribution à la promotion des services du laboratoire, en liaison avec les services
concernés ;
• Elaboration des spécifications techniques et de la mise en œuvre du contrôle de qualité
des matériaux ;
• Contribution à la mise au point des normes sur les matériaux ;
• Contrôle et de la validation des matières premières et produits dans les unités de
production ;
• Encadrement des usagers du laboratoire ;
• Maîtrise des risques des techniques et des produits ;
• Application des règles de sécurité ;
• Gestion de l’ensemble des moyens humains et matériels alloués au
f. Laboratoire de micro-analyse :
Les missions de ce laboratoire sont
• Analyse des échantillons, de la coordination et de l’interprétation des résultats
d’analyse ;
• Contribution à la promotion des services du laboratoire, en liaison avec les services
concernés ;
• Encadrement des usagers du laboratoire ;
• Surveillance et entretien des appareils ainsi que le matériel alloué au laboratoire ;
• Application des règles de sécurité et la gestion des risques liés à l’exposition aux
rayons X.
I.2. LES DIFFERENTS PRODUITS
Nous avons comme produits :
I.2.1 Les blocs de terre comprimée (BTC) :
Ce sont des matériaux obtenus par compression d'une terre latéritique. Les propriétés
physiques et mécaniques des BTC peuvent être améliorées en ajoutant un liant à la terre
latéritique, généralement le ciment Portland, avant compression suivi du curage. C'est le
processus de stabilisation.
Rédigé et présenté par : TIOLA Rixon Abache 10
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Format généralement utilisé : 29,5×14×9,5cm
Matières premières : Terre latéritique, ciment ou autre liant (chimique ou fibre naturelle) et
eau.
Transformation : Mélange des matières premières, pressage et curage (au moins 14 jours).
Contrôle de qualité : Absorption d’eau, compression, dimension.
Figure 1: bloc autobloquant
Figure 2: Bloc plein
Figure 3: bloc en U Figure 4: Bloc circulaire
Figure 5: Stock de briques en terre compresse attendant la livraison
Rédigé et présenté par : TIOLA Rixon Abache 11
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
I.2.2 Les briques de terre cuite (BC) :
Ils sont obtenus par la cuisson (950 - 1150°C) des argiles fusibles. Les propriétés
physico-chimiques importantes des argiles utilisées dépendent non seulement de la
composition et de la structure de l'argile concernée, mais aussi de la taille et la forme des
particules.
La MIPROMALO de nos jours produit les briquettes de parement et des blocs perforés et
pleins pour le montage des murs. Les produits obtenus sont conformes aux normes indiennes :
TCNV 1450 : pour les briques creuses : 29×14×10cm (33/m2), 37.5×20×15cm (12.5/m2),
37.5×23.5×11.5cm (10/m2), 23.5×11.5×9cm (45/m2)
TCNV 1451 : pour les briques pleines : 22×6×4cm (62/m2), 20×9×4cm (54/m2),
20×9×2cm (54/m2)
Matières premières : Argile fusible et combustible.
Transformation : Malaxage de la pâte, extrusion ou moulage et cuisson entre 950°C et 1150
°C.
Contrôle de qualité : Absorption d’eau, compression et dimension.
Figure 7: les briques creuses avant Figure 6: Briques creuses après
cuisson cuisson et refroidissement
Rédigé et présenté par : TIOLA Rixon Abache 12
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
I.2.3 Tuiles et Carreaux
Figure 8: Carreaux
I.2.4 Parpaing hourdis paves :
Figure 10: Dimension :20 x 20 x 40cm Figure 9: Dimension :15 x 20 x 40cm ;
Figure 11: Hourdis Dimension :15 x 20 x
Figure 12: Dimension : 12 x 20 x 50cm 50cm
Rédigé et présenté par : TIOLA Rixon Abache 13
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Figure 13: Pavé circulation pédestre couleur rouge
Figure 14: pave de route Epaisseur de 8cm
Figure 15: Pavé circulation pédestre couleur
grise Épaisseur de 6cm
I.3. L'unité Spécialisée de Fabrication Mécanique (USFM) :
L'unité Spécialisée de Fabrication Mécanique (USFM) est installée pour offrir une
assistance aux promoteurs des matériaux locaux en termes de conception et fabrication des
équipements de production. L'unité est équipée :
• D’une fraiseuse à commande numérique (Optimum MT50)
• D’un tour mécanique à commande numérique (Optimum 4615)
• D’une enrouleuse
• D’un poste à souder
Figure 16 : Atelier de fabrication mécanique
Rédigé et présenté par : TIOLA Rixon Abache 14
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
I.4. Location des équipements de production
Un parc de presses et une assistance disponible pour la réalisation des projets de
construction partout sur le territoire national.
✓ Location des presses :
✓ Presse type Terstaram
✓ Presse type Auram
✓ Presse type Cinva-ram
✓ Presse type motorisé (semi Terstamatique)
✓ Presse type EarthTek
I.5. Formations à la MIPROMALO
Le Centre Spécialisé de Formation Professionnelle (CSFP) de la MIPROMALO,
autorisé par arrêté N°0115/MINEFOP/SG/DFOP/SDGSF/SACD du 11 Août 2010 du
Ministère de l’Emploi et de la Formation Professionnelle, a pour but d’assurer le transfert des
connaissances, le renforcement des capacités techniques et du capital humain compétent. Sa
mission est de former des cadres moyens aux techniques et technologies de la mise en œuvre
des matériaux locaux dans la réalisation des travaux ainsi qu’à la fabrication des équipements
de transformation. Le véritable challenge est de valoriser économiquement les matériaux
locaux par la création des entreprises innovantes, compétitives et pourvoyeuses d’emploi.
La formation aux métiers des matériaux locaux au CSFP de la MIPROMALO est basée sur la
dynamique de l’insertion socioprofessionnelle des jeunes. Cette formation professionnelle
s’articule autour des filières et métiers. Pour assurer cette formation avec brio, la
MIPROMALO met à la disposition des apprenants, un plateau technique, un corps enseignant,
des atouts pédagogiques, des axes de formation et bien d’autres aspects non moins pertinents.
I.5.1 Cibles
Le Centre est ouvert aux personnes titulaires du CEP, CAP, BEPC, Probatoire, BAC
/GCE AL et BTS pour une formation de longue durée et à tout le monde en formation
continue. Il peut des maçons, des chercheurs d'emplois, des techniciens du secteur BTP, des
producteurs des matériaux de construction, des professeurs des écoles techniques, des
managers des projets de développement et de construction.
Rédigé et présenté par : TIOLA Rixon Abache 15
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
I.5.2 Axes de formation
Dans la nomenclature architecturale de la pédagogie en vigueur au Centre de Spécialisé
Formation Professionnelle de la MIPROMALO, on distingue trois grandes familles de
formation.
✓ La Formation Professionnelle et Diplômante (formation longue durée)
✓ Les formations courtes durées
✓ Les formations spécialisées
I.5.3 Ressources pour la formation
Le CSFP dispose :
✓ Des salles de classe moderne et équipées ;
✓ Une salle informatique équipée ;
✓ Un corps des formateurs qualifie ;
✓ Un plateau technique de pointe (les unités de production et laboratoire d’analyse).
I.6. Contexte actuel
Le Cameroun est un pays qui est dans le processus de développement dans tous les
secteurs d’activités Industriels : agroalimentaire, énergétique, génie civil… Particulièrement,
le secteur du BTP au Cameroun se caractérise en ce moment par un regain d’activité fort
remarquable, après une période d’hibernation due à la crise économique des deux dernières
décennies. De nombreux immeubles à l’instar du siège PMUC, Immeuble ATLANTIS à
DOUALA, Immeuble FOLEPE à BALI, et ouvrages d’art : la réfection du pont du WOURI,
le port en eau profonde de KRIBI, le barrage hydro-électrique de LOM PANGAR en
construction, pour ne citer que ceux-là, sont construits dans le pays, ce qui fait présager un
fort impact du secteur sur la croissance et l’emploi au Cameroun. A ce sujet d’ailleurs, les
statistiques de la Comptabilité nationale révèlent que la croissance moyenne du secteur BTP
s’est située autour de 7,25 % sur la décennie 1995/2005, et sa part dans le PIB total a été de
2,7 %.
Le secteur du BTP et la production des blocs de construction étant intimement liés, il nous a
été donné de concevoir une machine multifonctionnelle pouvant produire à la fois des briques
et des parpaings tout en respectant les contraintes écologiques dues à l’Energie et ainsi
permettre d’accroitre la construction dans les milieux sans énergie électrique.
I.7. PROBLEMATIQUE
Rédigé et présenté par : TIOLA Rixon Abache 16
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Le support de cette étude est le bloc, communément appelé “parpaing” ou
“aggloméré” et aussi la brique encore appelée bloc de terre compressée. Les blocs en béton et
les briques représentent la part la plus importante de l’industrie du BTP, soit environ 24 % de
la production de produits en béton pour la construction.
Face à la nécessite d’améliorer la production des matériaux de construction tout en
respectant les contraintes écologiques et en permettant à toutes personnes étant dans un milieu
sans électricité, voulant construire, de produire ses blocs de constructions sans problème et en
grande quantité, il nous a été donné de concevoir une presse multifonctionnelle pour la
production des parpaings et des briques de terre compressée, presse qui fonctionnera
grâce à l’Energie solaire.
Rédigé et présenté par : TIOLA Rixon Abache 17
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
CHAPITRE II : REVUE DE LITTÉRATURE
Ici, nous ferons un bref résumé sur le process de fabrication des parpaings et des briques ;
l’historique des machines de production des parpaings et des BTC. Ensuite nous présenterons
quelques méthodologies de conception donc nous ferons un choix en fonctions de critère
défini ; qui sera appliquée dans le troisième chapitre.
II GENERALITES
La fabrication des parpaings ou des briques de terre compressée nécessitent le respect
d’un ensemble de processus sans lesquels les produits finaux ne seront pas de bonne qualité.
II.1 Les parpaings :
Le bloc, ou parpaing, est un produit utilisé dans la fabrication de structures légères de
génie civil. La figure ci-dessous montre un type de produit, qui se présente comme un bloc de
béton alvéolé. L’empilement de plusieurs blocs, fixés entre eux par du mortier, permet la
construction de structures.
Figure 17: Parpaing
Les caractéristiques du bloc sont issues d’un
compromis entre les exigences fonctionnelles (légèreté, aspect, capacité à être enduit, tenue
mécanique, etc.) et économiques (un bloc coûte environ 1 euro dans le commerce). D’un point
de vue de la résistance mécanique, les blocs creux doivent présenter une résistance à la
compression entre 4 et 8 MPA selon le type. Le cycle de vie d’un produit bloc en béton est le
suivant :
Production des matières premières : constitution à partir de 87 % de granulats
(gravillons et sables naturels), de 7 % de ciment (mélange de calcaire et d’argile cuit et
broyé), et de 6 % d’eau. La qualité du produit dépend donc directement de la qualité des
matières premières, et donc généralement de la situation géographique de l’usine de
production.
Rédigé et présenté par : TIOLA Rixon Abache 18
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Fabrication du produit : compactage du bloc et durcissement naturel en étuve.
Mise en œuvre : transport et intégration du bloc à l’ouvrage.
Vie en œuvre : fonctionnalité et durabilité.
Recyclage : déchet inerte pouvant être recyclé.
Notre étude se situe au niveau de la fabrication du produit. Cependant, le centre
d’intérêt étant le matériau, l’étape de production des matières premières conditionne les
paramètres de l’étude.
Spécifications géométriques Un dessin de définition d’un bloc est donné sur la figure
ci-dessous :
Figure 18 : Spécifications géométriques
d’un parpaing
Le nombre et la taille des alvéoles peuvent varier selon les exigences du produit.
L’épaisseur minimale d’une paroi est de 17 mm, pour une taille maximale des granulats de 8
mm En pratique, on a coutume de dimensionner les parois du bloc à 2.5 tailles des plus gros
grains. Les faces intérieures du produit sont munies de dépouilles afin de faciliter l’extraction
des noyaux du moule durant la phase de démoulage (dépouille d’environ 1 %). Les faces
extérieures sont sans dépouilles afin de conserver une géométrie parallélépipédique nécessaire
à l’utilisation des blocs.
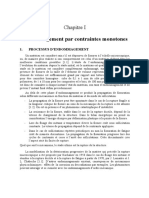
II.1.1 Le procédé de mise en forme sur presse vibrante :
Les parpaings sont mis en forme sur presses vibrantes par compactage sous chocs. Cette
section présente la technologie actuelle des presses vibrantes.
La figure ci-dessous montre une vue d’ensemble d’une installation classique pour la
fabrication de blocs.
Rédigé et présenté par : TIOLA Rixon Abache 19
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Figure 19 : installation classique pour la production des parpaings
Les granulats sont amenés par camion et stockés en extérieur. Un malaxeur effectue le
mélange des matières premières de façon automatique selon la formulation programmée,
adaptée au type de produit. Le mélange est ensuite convoyé jusqu’à la presse par un
transporteur à bandes. Toute la phase de mise en forme est réalisée par la presse vibrante. Les
produits démoulés sont alors immédiatement stockés en étuve pour séchage pendant environ
36 heures. Le produit peut être transporté vers son lieu de stockage ou d’utilisation. Notons
que toute l’installation est automatique et que deux personnes seulement sont nécessaires à
son fonctionnement (une personne pour l’approvisionnement et une personne pour le pilotage
général).
II.1.2 Technologie d’une presse :
L’opération complexe de mise en forme des blocs est réalisée automatiquement sur
une seule machine : la presse vibrante. C’est une machine fixe à démoulage immédiat. Les
produits sont donc mis en forme et immédiatement convoyés hors de la presse pour le
séchage. Leur tenue mécanique est due uniquement aux forces intergranulaires de cohésion
induite par le compactage.
On distingue deux types de machines utilisées pour la production de blocs, basées sur
le principe de l’action combinée d’une vibration et d’un effort de pressage.
II.1.2.1 Les machines fixes américaines
La vibration est produite directement sur le moule (voir figure 1.5). Le démoulage est
réalisé par poussée des produits sous le moule. Les produits sont très homogènes et donc
Rédigé et présenté par : TIOLA Rixon Abache 20
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
adaptés pour une utilisation comme blocs apparents. Cependant les moules doivent être très
robustes, limitant ainsi le nombre de produits moulés. Ces machines ne représentent qu’une
faible partie du parc français.
Figure 20 : Machine fixe américaine pour la production de blocs
II.1.2.2 Les machines fixes européennes :
La vibration est produite par une table vibrante et transmise au moule par une planche
(comme indiqué sur ci-dessous). Ces machines permettent l’utilisation de moules de grandes
dimensions et de formes complexes. C’est ce type de machines qui est l’objet de cette étude.
Un modèle de presse est présenté sur la figure ci-dessous. Une telle presse réalise 10
parpaings en une seule opération. La cadence est de 5 opérations par minute.
Figure 22 : Machine fixe européenne Figure 21 : Photo d’une presse vibrante
pour la production de blocs de type A650
Rédigé et présenté par : TIOLA Rixon Abache 21
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
L’architecture générale d’une presse vibrante est schématisée sur la figure ci-dessous. Le
béton est mis en forme par moulage, sous un effort de compactage exercé par le pilon. Cette
opération est assistée par une succession de chocs périodiques, souvent assimilée à une
vibration. Le principe de transmission de cette énergie de vibration au béton est le suivant :
durant son mouvement de vibration, la table vient heurter la planche et poursuit son
mouvement quasi-sinusoïdal. La planche décolle et retombe sur les pontées.
La presse vibrante est donc bien, du point de vue de la sollicitation, une machine à chocs. La
“vibration” est donc un abus de langage, en référence au pilotage de la machine puisque la
table vibrante est animée d’un mouvement sinusoïdal (quasi- en raison de la présence des
suspensions élastiques). Les éléments principaux de la presse sont décrits ci-dessous.
Figure 23 : Photo d’un moule. Masse approximative
: 900 kg
Figure 24 : architecture d’une presse vibrante (le système
vibrant n’est pas représenté). [9- 12] : ensemble pilon,
[15, 18] : coulisseaux du moule et vérin de démoulage,
[16] : pontées, [17] : frappeurs et table, [20] :
suspensions élastiques de la table
a. Le moule
Le moule est une structure mécano-soudée débouchant, en acier traité 66 HRC (photo 1.9).
Les noyaux sont en tôle d’acier, fixés sur le moule à l’aide de traverses. L’ensemble
assure l’essentiel de la conformation du produit, les deux faces supérieures et inférieures étant
en contact respectivement avec le pilon et avec la planche.
b. La planche
Elle sert de support plan au moule et au produit moulé. Elle assure la transmission de
l’énergie de vibration de la table vibrante vers le couple moule/béton. Elle sert aussi au
convoyage du bloc. Elle est généralement en bois (épaisseur 45 mm) car les planches
métalliques, bien qu’elles soient plus efficaces, sont plus chères et plus bruyantes.
Rédigé et présenté par : TIOLA Rixon Abache 22
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
La planche est serrée élastiquement contre des butées fixes, appelées “pontées”, par
des vérins à vessie assurant une certaine souplesse au montage.
c. La table vibrante
La table vibrante est l’élément qui transmet la vibration à la planche, via des
frappeurs. Elle repose sur des plots élastiques en élastomère permettant le mouvement de la
table et participant à l’isolation du système vibrant pour l’environnement extérieur. Sous
l’effet des efforts d’inertie du système vibrant, la table vibrante est donc animée d’un
mouvement quasi-sinusoïdal : la vibration.
d. Le système vibrant
Le système vibrant est constitué de moteurs (généralement 2 ou 4) qui mettent en
rotation des arbres montés en liaison pivot sur la table vibrante (figure 1.10). Les arbres sont
équipés de balourds. Les moteurs tournent à la même vitesse (de l’ordre de 3000 tr/min) et ont
des sens de rotation inversés pour équilibrer les efforts hors-axe du moule. La table est donc
mise en vibration sous l’action de l’inertie des balourds. Le réglage de l’amplitude de
vibration se fait par réglage du déphasage entre les balourds. Comme indiqué sur la figure
1.11, les moteurs sont en phase, et l’amplitude est maximale.
Lorsque les moteurs sont réglés en opposition de phase, l’amplitude est théoriquement
nulle puisque les efforts d’inertie des moteurs se compensent. En pratique, l’opérateur règle la
force de vibration (entre 0 et 16000 daN) correspondant aux efforts d’inertie des balourds.
Figure 26 : Réglage de la force de vibration
par déphasage (représentation : en phase,
force maximale)
Figure 25 : Représentation schématique
partielle du système vibrant
Rédigé et présenté par : TIOLA Rixon Abache 23
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
e. Le pilon
Le pilon (ou dameur) est l’effecteur venant appliquer l’effort de compactage sur le
produit. De plus, il assure le démoulage du produit compacté lors de la montée du moule. Il
est actionné par un vérin piloté à pression constante lors du compactage. Lorsque le pilon
atteint un déplacement conférant au produit la hauteur spécifiée, il est bloqué en position,
jusqu’à la fin du démoulage.
La figure ci-dessous montre une presse suite au démoulage. On aperçoit le pilon, le
moule, ainsi que les produits formés
Figure 27 : Photo d’une presse vibrante lors de la sortie des produits
II.1.3 Les différentes opérations :
La figure ci-dessous montre le cycle de fonctionnement d’une presse vibrante. Le temps de
cycle, critère fondamental pour l’optimisation du procédé, est d’une dizaine de secondes.
Figure 28 : Les différentes opérations d’un cycle de mise en forme des blocs
II.1.3.1 Pervibration :
C’est la phase de remplissage du moule. Elle se fait sous vibration afin d’assurer un bon
remplissage des cavités, sans formation de bouchons, et jusque sous les noyaux.
II.1.3.2 Compactage :
C’est la phase de mise en forme du produit, toujours sous vibration. Le pilon est actionné par
le vérin piloté en pression constante.
Rédigé et présenté par : TIOLA Rixon Abache 24
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
II.1.3.3 Décompression :
Cette phase intermédiaire, suite au compactage, est nécessaire au bon démoulage du
produit. Le pilon est maintenu en position, toujours sous vibration. Le terme de
“décompression” fait référence à l’action de la vibration afin de relaxer les contraintes
internes de pression dans le béton. Démoulage La vibration est arrêtée. Le pilon est toujours
maintenu en position et le moule se relève. Puis le pilon est relevé à son tour, et la planche
supportant les blocs est convoyée hors de la machine. La tenue du produit, encore frais au
démoulage, dépend de l’efficacité des opérations précédentes.
II.1.4 Analyse technique du procédé :
II.1.4.1 Analyse du matériau :
a. Composition :
Le béton frais utilisé pour la fabrication des blocs est basé sur une formulation
élémentaire : granulats, sable, ciment et eau. La nature des constituants ainsi que les
caractéristiques du mélange peuvent être variables : types de roches constituant les granulats
(silico-calcaires, granit, silex, etc.), granulométrie, forme,
etc.
Figure 29: –EXEMPLE de Formulation du béton frais
Afin de contrôler parfaitement le pourcentage d’eau du mélange, les matières sèches
sont systématiquement séchées en fines couches, à l’air ambiant, en intérieur, et durant au
moins 5 jours.
• Grains
Le béton frais est, par définition même de sa microstructure, un matériau granulaire
(l’annexe
A présente des éléments de physique des milieux granulaires).
La granulométrie caractérise le matériau sec dans son état de livraison. Cependant il peut y
avoir une variabilité de la granulométrie d’un échantillon à un autre puisqu’elle n’a pas été
systématiquement contrôlée. La recherche d’un répartition granulométrique optimale a fait
Rédigé et présenté par : TIOLA Rixon Abache 25
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
l’objet de nombreux travaux. L’objectif de la répartition granulométrique est la recherche
d’une compacité maximale pour l’empilement de grains.
Dans le cas de la fabrication de blocs, l’objectif n’est pas de fabriquer un béton ayant
une compacité maximale puisque la porosité du produit fait partie de sa fonctionnalité :
légèreté, isolation thermique et sonore, faible coût.
• Ciment
Le ciment est un Portland classique. Il est fabriqué à partir d’un mélange de chaux
(CaCO3) et d’argile (S2AH) cuit à 1500 ◦c. La réaction donne un mélange appelé “ciment”,
formé de silicate tricalcique.
II.2 Les blocs de terre comprimée :
II.2.1 Définition :
Les blocs de terre comprimée (BTC) sont des éléments de maçonnerie, de dimensions
réduites et de caractéristiques régulières et contrôlées obtenus par compression statique ou
dynamique de terre à l’état humide suivie d’un démoulage immédiat.
Les blocs de terre (BTC) comprimée ont généralement un format parallélépipédique
rectangle et sont pleins ou perforés, à relief vertical et/ou horizontal.
Les blocs de terre comprimée sont constitués principalement de terre crue et doivent
leur cohésion à l’état humide et à l’état sec essentiellement à la fraction argileuse composant
la terre ; un additif peut être ajouté néanmoins à la terre pour améliorer ou développer des
caractéristiques particulières des produits (voir 3.1.2).
Note : cette définition exclut donc les produits par extrusion ainsi que les produits agglomérés
où le liant chimique joue un rôle essentiel pour assurer la cohésion à sec.
II.2.2 Description :
Le BTC de terre de type le plus courant se décrit géométriquement par la donnée de
son format. Le format du produit décrit comporte la forme générale ainsi que les dimensions
principales et les types de reliefs éventuels (évidement, perforation etc.) que comporte le
produit.
Le format le plus courant est le format parallélépipédique rectangle (ou prismatique)
avec une longueur (L), une largeur (l) et une hauteur (h). La donnée des trois dimensions dans
l’ordre (L, l, h) est suffisante pour son emploi.
Rédigé et présenté par : TIOLA Rixon Abache 26
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Les formats non parallélépipédiques rectangles nécessitent une description plus
complète (cylindrique, conique, en voussoir, tronconique, hexagonal, etc.).
Le format utilisé pour la description est le format nominal : il prend en compte les dimensions
de fabrication. Le format peut être principal ou secondaire. Le format principal ou format
courant correspond au format de base à partir duquel on obtient les formats secondaires qui
n’en sont que des fractions ou des multiplications par rapport à la longueur. Les formats
secondaires les plus fréquents sont le «3/4 », le «1/2 » et le «1/4 » dont les longueurs
respectives sont :
• L3/4 = (L - tm) 3/4
• L1/2 = (L - tm) 1/2
• L1/4 = (L - 3tm) 1/4
ou tm est l’épaisseur du joint vertical. Il y a également les BT amincis de moitié en hauteur.
Les BTC de formats secondaires sont nécessaires pour assurer la continuité
d’appareillage en toute partie de l’ouvrage, par exemple aux angles de murs, et aux
intersections entre un mur et une cloison.
Les BT C de formats secondaires sont obtenus soit directement de la fabrication, soit
par découpage au moment de l’utilisation.
Le « format nominal » ne doit pas être confondu avec le « format de travail » qui
correspond à une description à l’aide des dimensions réelles augmentées d’une épaisseur de
joint correspondante.
Le format de travail est donc une unité de mesure dans la pratique qui permet un calcul
rapide des dimensions d’un ouvrage. En récapitulant, on a :
• Format nominal : (L, l, h)
• Format de travail : (L + tm, l + tm, h + tm)
Figure 30 : Exemple concernant la hauteur des blocs
Rédigé et présenté par : TIOLA Rixon Abache 27
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Le format nominal est celui d’usage et en cas de risque de confusion la précision de la
nature du format utilisé est recommandée.
II.2.3 Description des parties des BTC :
Le bloc prismatique comporte 6 faces qui ont chacune un nom :
• 2 faces appelées panneresse de surface L x h ;
• 2 faces appelées boutisse (ou about) de surface l x h ;
• Face appelée face de pose qui est la face supérieure du BTC posé ;
• Face appelée face d’appui qui est la face inférieure du BT C posé ;
Figure 31 : face des BTC
Les détails de description d’un BTC comportent les valeurs suivantes :
• Section brute : L x l (L et l mesurées dans le même plan) ;
• Section nette : section brute - vide éventuel ;
Figure 32 : Section des BTC
Rédigé et présenté par : TIOLA Rixon Abache 28
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
II.2.4 Termes applicables à la production et à l’équipement de production des blocs de
terre comprimée :
II.2.4.1 Termes applicables aux constituants des BTC :
a. La terre :
La terre désigne le matériau de base composé essentiellement et dans des proportions
étudiées des composants suivants, avant tout mélange avec un additif ou l’eau : gravier, sable,
silt et argile. Ces éléments peuvent être définis selon une classification métrique ou en ce qui
concerne les fines : par leur nature minéralogique.
La classification métrique est :
• Gravier : 20 mm à 2 mm ;
• Gros sable : 2 mm à 0,2 mm ;
• Sable fin : 0,2 mm à 0,02 mm ;
• Silt : 0,02 mm à 0,002 mm ;
• Argile : inférieur à 0,002 mm.
D’autres classifications existent et sont acceptables.
Les fines (une partie du sable fin, le silt et l’argile) sont constituées par les composants
qui ont un diamètre inférieur ou égal à 0,08 mm.
Du point de vue minéralogique, les notions d’argile et silt ne sont pas limitées aux
valeurs métriques indiquées ci-dessus. La connaissance de la nature minéralogique des fines
est déterminante pour le choix des terres. Les fines assurent le remplissage de la matrice.
L’argile et le silt en partie, assurent la cohésion du BTC grâce leur caractère de liant.
b. Additif :
Un additif est un produit utilisé à la fabrication, destiné à améliorer les caractéristiques
finales des BTC ou à développer des caractéristiques particulières.
Les additifs les plus courants sont les produits de stabilisation, appelés stabilisants tels
que des ciments, chaux pouzzolanes, etc., destinés à neutraliser la sensibilité à l’eau de la
fraction des fines et ainsi, à maintenir la cohésion à un niveau acceptable même à l’état
humide. Mais d’autres additifs peuvent aussi être utilisés pour modifier d’autres
caractéristiques tels que la teinte (colorants), résistance à la traction et réduction des fissures
de retrait (fibres), etc.
Rédigé et présenté par : TIOLA Rixon Abache 29
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
c. Dégraissant :
Un dégraissant est un granulat, généralement de type sableux, employé comme additif
dans les terres ayant une fraction silteuse et/ou argileuse trop importante ou trop active.
d. Mélange :
Le mélange est le matériau obtenu par addition à la terre d’additifs et/ou de
dégraissants et d’eau, prêt à l’introduction dans la presse pour la fabrication du BTC.
II.2.4.2 Termes applicables à la production des blocs de terre comprimée :
a. Préparation de la terre :
Elle comporte les opérations suivantes :
• Criblage
Cette opération vise à éliminer tous les composants indésirables (racines, feuilles, etc.)
ainsi que les composants ayant un diamètre supérieur ou inférieur à celui désiré. Cette
opération permet également à foisonner de façon homogène la terre.
• Désagrégation
Cette opération vise à décomposer les agglomérats composés de graves et/ou de fines.
Eventuellement, cette opération vise également à briser des graves pour les réduire en
agrégats ayant un diamètre petit.
• Malaxage de la terre
Cet ensemble d’opérations techniques vise à rendre homogène la terre préparée, et
ajoutée éventuellement d’additifs et/ou de dégraissant. Le malaxage se déroule le plus souvent
en deux étapes : le malaxage sec avant l’ajout d’eau et le malaxage humide après l’ajout
d’eau. Eventuellement, une troisième étape consiste, après un certain temps de réaction, à
refaire subir au mélange une phase de
• Brassage.
b. Le temps de retenue :
Le temps de retenue est le temps qui passe entre le début du malaxage humide de la
terre et la compression de la terre. A partir du malaxage des composants, on observe une
période dite de réaction qui couvre les phénomènes liés à la mise en contact des différents
composants.
Rédigé et présenté par : TIOLA Rixon Abache 30
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Le mélange peut inclure une opération de trituration qui consiste, après un certain
temps de réaction, à refaire subir au mélange une phase de brassage.
c. La compression :
La compression, pour les blocs de terre comprimée, est l’opération qui consiste à
comprimer le matériau en milieu confiné appelé moule suivant un mode statique ou
dynamique ; la compression est suivie d’un démoulage immédiat permettant de libérer le bloc
formé.
d. La cure :
La cure est la période suivant la compression pendant laquelle se déroulent
principalement deux types de phénomènes :
• Les réactions physico-chimiques entre les différents composants du mélange et
surtout entre la terre et les additifs conduisant à la stabilisation du bloc ;
pendant cette phase, les conditions d’hygrométrie relative et de chaleur sont
déterminantes et demandent une attention particulière.
• Le séchage qui correspond à l’évacuation progressive de l’humidité de
fabrication par évaporation.
II.2.4.2 Termes applicables aux équipements de production :
a. Equipement de préparation de la terre :
Toutes les opérations de production peuvent être effectuées manuellement avec des
outils simples ou à l’aide d’équipements mécaniques manuels ou motorisés.
Parmi les équipements de préparation, on distingue :
• Les cribles pour l’élimination des composants indésirables et les composants
d’un diamètre trop important ;
• Les broyeurs à couteaux ou à marteaux qui permettent de réduire la granularité
des éléments inertes et des agrégations silteuses et argileuses (d< 3 ou 5 mm) ;
• Les désagrégateurs (ou brise mottes) qui permettent de réduire la granularité
des composants graves et/ou de décomposer les agrégations silteuses et
argileuses sans modifier la granularité de la terre
Rédigé et présenté par : TIOLA Rixon Abache 31
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
b. Equipement de malaxage
Le malaxage est effectué à l’aide d’un malaxeur. On distingue les malaxeurs
planétaires, où le système de brassage est entraîné par un axe vertical et les malaxeurs
linéaires, où le système de brassage est entraîné par un axe horizontal.
Note : la préparation et le malaxage de la terre peuvent être réalisés manuellement
pour les blocs de terre comprimée.
c. Presses
Les presses sont classifiées en fonction de plusieurs critères :
• Nature de l’énergie : manuelle ou motorisée (avec une distinction entre moteur
thermique et moteur électrique) ;
• Système de transmission de l’énergie jusqu’au système de moulage :
mécanique, hydraulique, mixte ;
• Principe de compression : statique, dynamique.
Note : les presses sont utilisées pour la fabrication des blocs de terre comprimée.
d. Caractéristiques spécifiques des presses
Dans la description des presses, on utilise certains critères spécifiques.
• Action de compression : c’est le principe même de fonctionnement du système
de compression. On distingue la compression statique, la compression
dynamique par vibration et la compression dynamique par impact.
• Force utile : force potentiellement disponible pour comprimer la terre.
• Pression de compression : pression théoriquement appliquée au mélange et qui
exprime le rapport entre la force utile et la surface sur laquelle elle est
appliquée ; la classification de la pression de compression est la suivante :
Très basse pression : 1 à 2 N/mm2
Basse pression : 2 à 4 N/mm2
Moyenne pression : 4 à 6 N/mm2
Haute pression : 6 à 10 N/mm2
Hyperpression : 10 à 20 N/mm2
Méga pression : 20 à 40 N/mm2 et plus.
Il est à noter que les pressions de compression les plus hautes ne sont pas
nécessairement les plus efficaces.
Rédigé et présenté par : TIOLA Rixon Abache 32
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
• Pression en fin de compression : pression effectivement appliquée au mélange
en fin de compression.
• Coefficient d’effet dynamique : effet, sur les presses à compression statique, dû
à l’inertie du mouvement du levier de la machine, qui augmente la pression en
fin de compression.
• Mode de compression : principe de répartition de la pression sur le mélange.
En simple compression, la pression est transmise par le déplacement d’un seul
plateau sur la face d’appui ou la face de pose. En double compression, la
pression est appliquée par le déplacement des deux plateaux sur la face d’appui
et la face de pose simultanément ou alternativement.
• Taux de compression : rapport entre le volume de mélange foisonné introduit
dans le moule et le volume final après compression.
Note : le taux de compression correspond souvent au rapport hauteur du bloc / hauteur
du moule en phase de remplissage
• Rendement : le rendement théorique correspond au produit du nombre de BTC
produits par cycle par le nombre de cycles (remplissage, compression,
démoulage) par heure ; le rendement pratique correspond au rendement
théorique minoré de l’estimation des temps morts (entretien de la machine,
etc.) ; le rendement réel est le rendement mesuré dans le cadre d’une activité
courante.
Figure 33 : presse Hydraulique semi-
Figure 34: presse manuelle automatique fonctionnant à l’Energie
électrique
Rédigé et présenté par : TIOLA Rixon Abache 33
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Figure 35 : presse hydraulique motorisée Figure 36: presse manuelle
fonctionnant avec un moteur thermique
II.2.4.3 Termes applicables à la mise en œuvre des BTC :
Les blocs de terre comprimée ou extrudée étant des éléments de maçonnerie, on
appliquera donc pour leur utilisation, la terminologie courante de la maçonnerie traditionnelle
avec joints de mortier épais (ordre de grandeur : 15mm).
a. Mortier de terre :
Le mortier de terre (MT) est un mortier utilisé pour la mise en œuvre de maçonnerie
en BT avec joints de mortier épais.
Le mortier de terre est constitué principalement de terre crue et d’eau et doit sa
cohésion à l’état humide et à l’état sec, essentiellement à la fraction argileuse composant la
terre ; un additif et/ou un dégraissant peut être ajoutés néanmoins à la terre pour améliorer ou
développer des caractéristiques particulières du mortier.
b. Maçonnerie en bloc de terre comprimée :
La maçonnerie en blocs de terre comprimée (MBTC) est une maçonnerie de type
traditionnel avec joints de mortier de terre épais.
Rédigé et présenté par : TIOLA Rixon Abache 34
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
II.2.4.4 Termes applicables à l’appréciation des caractéristiques, performances et
aptitude à l’emploi des BTC :
Pour l’appréciation des caractéristiques, performances et aptitude à l’emploi des blocs
de terre comprimée, on utilisera la terminologie courante utilisée pour les autres petits
éléments de maçonnerie, en dehors des éléments fournis par la présente norme de
terminologie.
II.2.5 Classification des BTC :
II.2.5.1 Classification des BTC par type :
Les blocs de terre comprimée sont classifiés selon plusieurs types.
a. BTC type 1 :
Format parallélépipédique rectangle plein ne comportant de relief sur aucune face.
b. BTC type 2 :
Format parallélépipédique rectangle plein comportant un relief sur une ou les deux
grandes faces (face de pose et face d’appui). Parmi les différents reliefs courants, on peut
citer:
• L’évidement qui permet un allégement du BTC et une manipulation plus facile ;
• Les rainures longitudinales permettant le passage d’éléments de construction
minces tels que conduits, câbles électriques, etc. ;
• Les rainures longitudinales profondes permettant le passage d’éléments de
construction tels que des chaînages, etc. ;
• Les rainures latérales permettant de créer des ouvrages en claustras sans prévoir des
appareillages particuliers.
c. BTC type 3 :
Format parallélépipédique rectangle plein comportant un ou plusieurs reliefs sur les
panneresses, les boutisses ou simultanément sur plusieurs faces. Les reliefs créés dans les
faces verticales du BTC (boutisse ou panneresse) sont le plus souvent des rainures destinées
au passage d’éléments de construction minces.
Format non parallélépipédique permettant de réaliser des angles de murs sans arrêtes (arrondis
ou biseaux).
Rédigé et présenté par : TIOLA Rixon Abache 35
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
d. BTC type 4 :
Format parallélépipédique rectangle comportant des trous ou des perforations entre les
grandes faces. En fonction de la section des trous et de leur nombre, on parle de blocs perforés
(quelques trous de faibles dimensions), creux (quelques trous de grandes dimensions) ou
alvéolaires (plusieurs perforations de faibles dimensions).
e. BTC type 5 :
Format parallélépipédique rectangle comportant des trous ou des perforations en
combinaison avec des reliefs sur les grandes faces (face de pose et face d’appui).
f. BTC type 6 :
Format parallélépipédique rectangle comportant des trous ou des perforations avec des
reliefs sur les panneresses et boutisses avec combinaison éventuelle de reliefs sur les grandes
faces.
Figure 37: Les 6 types de BTC
III. Choix de la méthode de conception :
Dans le dessein d’améliorer la conception, il existe plusieurs outils ; dépendant de
l’approche de conception.
Rédigé et présenté par : TIOLA Rixon Abache 36
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
III.1 Etude comparative des méthodes de conception :
En fonction des différentes approches de conception et leurs objectifs, généralement
utilisés pour faire le choix de la (des) méthode(s) la (les) plus propice pour l’étude du
système. Le tableau ci-dessous présente les forces et les faiblesses des principales méthodes :
Méthodes Forces Faiblesses
TRIZ Favorise la créativité, stimule la Trop complexe, ne prend pas en
recherche de concepts innovants, très compte les nouvelles
utilisée en industrie. technologies (élaborée en 1970)
Analyse de la valeur Centrée sur les notions de besoins et Demande une disponibilité quasi
de fonctions des produits permanente des participants.
(performances techniques) Favorise le Remise en cause du
croisement des compétences. Utilisée fonctionnement de certains
pour la conception et la réconception produits (ou processus)
du produit Prend en compte
l’interaction du produit avec
l’environnement. S’assure de la
satisfaction client Optimisation des
coûts de conception
La théorie C-K Stimule la recherche de concepts Nécessite un groupe de
innovants, personnes (ou des consultants
experts)
Conception pour Optimisation des coûts de conception Réduction des performances Ne
Coût Objectif Évite les gaspillages Bonne tiens pas compte des aléas de
communication avec le client conception
Éco conception Minimise l’impact du produit sur son Augmentation des coûts de
environnement Recyclabilités des conception N’est pas centré sur
matériaux utilisés la notion de besoin Adapté pour
une certaine classe de produit
Rétro-conception ou Facilite la fabrication d’une pièce au Nécessite l’utilisation des
« Reverse travers des machines à commande machines et logiciels
engineering » numérique. sophistiqués
Rédigé et présenté par : TIOLA Rixon Abache 37
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
III.2 Tableau de choix de la méthode de conception :
Critères Pondération Eco TRIZ Analyse Méthode CCO
de
d’évaluation relative Conception C-K
la valeur
Interaction 20 Bon Médiocre Bon Médiocre Médiocre
Produit
environnement
Optimisation 20 Acceptable Acceptable Bon Acceptable Bon
Des coûts de
Conception
Complexité 10 Acceptable Bon Bon Acceptable Bon
Satisfaction du 15 Acceptable Acceptable Bon Acceptable Acceptable
client
Maintenabilité 15 Médiocre Bon Acceptab Bon Médiocre
le
Total 165 165 225 155 155
La méthode de conception choisie est l’analyse de la valeur. Choix que nous avons fait
à l’aide de la matrice de décision et des valeurs pondérées en fonction des critères de choix
définis.
Médiocre=1pt Acceptable=2pts Bon=3pts Excellent=4pts
Au vu du total des valeurs pondérées, la méthode de conception capable d’apporter un
maximum de valeur ajoutée est « l’Analyse de la valeur ».
Rédigé et présenté par : TIOLA Rixon Abache 38
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
CHAPITRE III : CONCEPTION ET DIMENSIONEMENT
Il est question pour nous de concevoir une presse multifonctionnelle de parpaings et de
brique en terre compressée (BTC) qui fonctionne à l’énergie solaire. Notre problème consiste
donc à la conception d’une presse pouvant satisfaire les attentes des milieux ruraux ou il n’y a
pas d’énergie électrique.
I. Présentation de la méthode de l’analyse de la valeur :
C’est la méthode d’optimisation d’un produit s’inscrivant dans le cadre du travail
d’ingénieur. Née aux États-Unis après la Seconde Guerre Mondiale, l’analyse de la valeur
s’est développée avant d’être diffusée au Japon et en Europe. Elle est aujourd’hui utilisée de
façon concluante dans les entreprises de toutes tailles. C’est une méthodologie visant à
satisfaire le besoin de l’utilisateur par une démarche spécifique de conception : fonctionnelle,
économique et pluridisciplinaire. La valeur d’un produit est la valeur qui croît lorsque la
satisfaction du besoin augmente et/ou le coût du produit diminue. Le plan de travail de
l’analyse de la valeur est constitué de six phases mises en œuvre de façon simultanée ou
successive qui sont :
• Orientation de l’action
• Recherche de l’information
• Analyse des fonctions et des coûts
• Innovation : recherche des idées et solutions
• Étude et évaluation des solutions
• Suivi de la réalisation
I.1 Les outils pour l’orientation de l’action
Pour cette phase, s’il doit exister un outil spécifique, il se présente sous la forme d’une
checklist détaillée, abordant :
• Le produit (lorsque celui-ci existe déjà) :
▪ Concept général
▪ Description globale
▪ Description détaillée
▪ Composants du produit
Rédigé et présenté par : TIOLA Rixon Abache 39
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
▪ Les problèmes afférents au produit
▪ Etc…
• Le cadre de l’étude
• Les objectifs
• Les moyens humains, financiers et techniques
• Le cahier de charges marketing
L’utilisation de la méthodologie de l’analyse de la valeur est faite pour mieux présenter les
différentes solutions et les améliorations possible. Dans le cadre de la conception qui fait
l’objet de notre étude, avec facteur d’échelle l’analyse des produits existants, la modification
de l’apport énergétique, dans le but de reproduire un modèle de presse multifonctionnelle
pouvant produire non pas seulement des parpaings vibres mais aussi les briques de terre
compressée ; L’analyse de la valeur va permettre de reconstituer la conception de la presse
tout en comparant les apports avec les modèles de presses existantes ; et enfin pouvoir laisser
une documentation pour de prochains travaux sur le produit.
Figure 38 : Pondeuse de parpaings
vibres
Figure 39 : Pondeuse de parpaings
de la MIPROMALO
I.1.1 ORIENTATION DE L’ACTION
Suivant l’application de la méthode de l’analyse de la valeur. Nous procédons par
l’analyse des produits existants (la pondeuse de parpaing fonctionnant à l’énergie électrique et
produisant plus de 04 parpaings à la fois en fonction du moule, une presse semi-automatique
hydraulique de BTC qui produit deux briques à la fois et une presse manuelle de BTC).
Rédigé et présenté par : TIOLA Rixon Abache 40
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
a. Concept général
Faire des parpaings et faire des briques de terre compressée
b. Description globale
La pondeuse de parpaing de la MIPROMALO permet de faire des parpaings vibre a
6Mpa de résistance à la compression et fonctionne grâce à l’énergie électrique ;
La presse hydraulique permet en fonction du moule de faire des briques de terre
compressée et fonctionne à l’énergie électrique ;
La presse manuelle fonctionne grâce à un levier qui permet de comprimer le mortier
de terre et d’obtenir des briques.
c. Description détaillée
La pondeuse de parpaing de la MIPROMALO est constituée de deux moules
interchangeables qui permettent de ressortir 04 à 06 parpaings à la fois et fonctionne à
l’énergie électrique.
La presse hydraulique et la presse manuelle permettent en fonction du moule de faire
des briques de terre compressée de différentes formes et dimensions.
d. Composants du produit :
L’alimentation, un moteur de compactage fixe sur le pilon, un système poulie-
courroie, un système bielle manivelle lie à un réducteur pour faire monter ou descendre le
moule, un réducteur orthogonal, un moyeu, des moules interchangeables, des pilons
interchangeables, un système pour le guidage en translation du moule et du pilon, deux
moteurs pour la vibration, un plateau vibrant constitue de ressorts pour l’amortissement, le
bâti de la machine.
La presse hydraulique pour les BTC est constituée d’un moteur lie à une pompe
hydraulique, un distributeur, un vérin double effet pour presser la terre, une trémie, un moule
et un système de fermeture du moule.
La presse manuelle est constituée d’une tige pour l’utilisateur, un système de levier
pour transformer le moment appliqué par l’utilisateur en force de compression sur la terre
dans le moule et un système de fermeture du moule.
Rédigé et présenté par : TIOLA Rixon Abache 41
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
e. Les problèmes afférents au produit :
Coupures d’électricité, absence d’électricité dans les milieux ruraux, usure de la
glissière, le grippage des dents de réducteur, fuite d’huile et graisse, chauffage abusif du
réducteur, rupture de la courroie, fatigue des ressorts de vibration, usure des butées, flambage
du vérin hydraulique, panne de la pompe hydraulique.
I.2 RECHERCHE DE L’INFORMATION
Pour la recherche d’informations sur la situation d’étude de la presse
multifonctionnelle de parpaings et de BTC, nous utilisons l’outil QQOQCCP.
Axes Questions Réponses
Q Quoi ? Quel est le problème ? Produire des parpaings vibres et des BTC en
grande quantité dans les milieux sans énergie
électrique
Une presse multifonctionnelle de parpaings et
de brique en terre compressée (BTC) qui
Quel produit ?
fonctionne à l’énergie solaire
Quel est l’état actuel de la ➢ Les presses actuelles dépendent de la
situation ? disponibilité de l’énergie électrique ce
qui est désavantageux dans les
milieux ruraux ou il n’y a pas
d’électricité
➢ Les presses actuelles ne font pas de
BTC
A quelle phase sommes-nous ? Phase de conception et de dimensionnement.
Quelles sont les opérations ? Etude de la presse semi-automatique qui fait
des BTC, de la presse manuelle pour les BTC
et de la presse de parpaings vibres de la
MIPROMALO
Concevoir et dimensionner une presse
multifonctionnelle de parpaing et BTC
fonctionnant à l’énergie solaire
Quelles sont les conséquences L’obligation d’avoir deux machines
du problème ? différentes lorsqu’on veut faire des parpaings
et des briques de terre compressée
Rédigé et présenté par : TIOLA Rixon Abache 42
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Q Qui ? Qui est concerné ? La MIPROMALO
Qui a identifié le problème ? Les ingénieurs de la MIPROMALO
Pour le compte de qui ? La MIPROMALO et l’IFDD
Qui est intéressé par les La MIPROMALO, l’IFDD, le gouvernement
et les individus se trouvant dans les milieux
résultats ?
ruraux et sans énergie électrique
O Où ? Où se déroule la situation ? Au sein de la MIPROMALO
Dans quels milieux ? A l’atelier de fabrication mécanique de la
MIPROMALO
Q Quand ? Depuis quand le problème a-t-
il été découvert ?
Quelle est la fréquence ? Régulière (Pour une production continue de
parpaing et de BTC)
À quel moment le problème se Lors des coupures de courant électrique ou de
l’absence total d’énergie.
produit il ?
Lorsqu’on veut faire à la fois des parpaings et
des BTC
C Comment ? Comment acquérir le matériel ?
Quels sont les moyens Recrutement des personnes qualifiées
nécessaires ? Pour la conception et la fabrication,
(Ingénieur, techniciens)
Logistique
Quelles sont les procédures Analyse des produits existants : la presse de
parpaings vibre, la presse semi-automatique
et la presse manuelle de BTC puis conception
d’une presse multifonctionnelle de parpaings
et de BTC.
P Pourquoi ? Pourquoi le faire (Raisons et Pour fabriquer une machine produisant à la
fois des parpaings et des BTC fonctionnant à
causes du problème) ?
l’énergie solaire dont le fonctionnement ne
dépend plus de la disponibilité de l’énergie
du réseau électrique du Cameroun et dont les
produits ont les bonnes caractéristiques
mécaniques.
Rédigé et présenté par : TIOLA Rixon Abache 43
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Pourquoi respecter la Respecter les normes de conception.
procédure ?
Pour pouvoir ressortir une priorité de
maintenance, la notice d’utilisation, et
ressortir des produits de bonne qualité
(Résistance mécanique)
Bonnes caractéristiques des constructions
produites issus de cette machine
I.3 ANALYSE DU BESOIN
L'Analyse du Besoin est l’étape qui permet de caractériser le besoin exprimé par un
client potentiel.
I.3.1 DIAGRAMME BÊTE À CORNES :
Il est question de rechercher le besoin fondamental. Pour cela nous utilisons le « diagramme
bête à cornes ».
Sur le mortier
Dans les milieux
dépourvus
ou la terre
d’électricité crue
La presse
multifonctionnelle de
parpaings vibres et
de BTC
Faire les parpaings vibres
et les BTC
Le contrôle de validation du besoin est fait au travers des questions suivantes :
➢ Pourquoi le produit existe-il ?
- Parce qu’elle est la pièce maitresse d’une fabrique de parpaing et de brique dans
un milieu rural, les produits ayant une bonne qualité
➢ Pourquoi ce besoin existe-il ?
- Pour faire des parpaings et BTC en grande quantité en milieu rural et à moindre
cout.
➢ Qu’est ce qui pourrait le faire évoluer ?
Rédigé et présenté par : TIOLA Rixon Abache 44
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
- Une augmentation de la demande des BTC et en parpaing vibre dans les
campagnes
- La qualité du produit
- L’automatisation des tâches (diminue la durée de production et les couts de
production)
- La fiabilité
➢ Qu’est ce qui pourrait le faire disparaître ?
⁻ Les défaillances, pannes des composants
I.3.2 ANALYSE FONCTIONNELLE EXTERNE :
Dans la mesure où l’analyse fonctionnelle permet d’optimiser la conception en
s’appuyant sur les fonctions que doit réaliser le produit. L’analyse fonctionnelle externe décrit
le produit comme une entité capable de fournir des services dans son environnement pendant
son utilisation. Cette analyse consiste à :
- Rechercher : déterminer et identifier les fonctions du produit,
- Ordonner : distinguer les différentes fonctions ;
- Caractériser : énoncer les critères d’appréciation de ces fonctions ;
- Hiérarchiser ; évaluer l’ordre d’importance des fonctions retenues ;
- Valoriser : donner une valeur à chaque fonction.
I.3.3 DIAGRAMME PIEUVRE OU DES INTERACTEURS :
Cette étape consiste à faire l’inventaire de tout ce qui peut influencer le système de son
environnement extérieur. Quelques éléments de recherche :
➢ Les personnes
➢ Les équipements
➢ La matière
➢ L’environnement
Les éléments du milieu environnant sont présentés sur le diagramme sous forme de
fonction de service (action attendue du produit pour répondre aux besoins) ; exprimée de
façon précise et mesurable. On distingue des fonctions principales et contraintes,
respectivement l’expression même du problème et l’actions ou/et les réactions du produit par
rapport aux milieux extérieurs.
Rédigé et présenté par : TIOLA Rixon Abache 45
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Utilisateur
Ergonomie
Mortier ou
terre crue
FC4 Stabilité
FP1
FC7
Maintenan
ce FC1
La presse
multifonctionnelle
de parpaings vibres
FC3 FC8
Environne et BTC
ment Sécurité
FC5
FC2 FC6
Energie Parpaing vibre ou
Cout brique en terre
Bonne
résistance compressée
mécanique
Rédigé et présenté par : TIOLA Rixon Abache 46
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
F.S EXPRESSION DES FONCTIONS DE SERVICE
FP1 Comprimer et vibrer le mortier ou la terre crue
FC1 Favoriser la maintenance
FC2 Être moins coûteux
FC3 Respect les normes de protection de l’environnement
FC4 Faciliter l’utilisation
FC5 Avoir une énergie disponible et favorable (stocker l’énergie électrique
solaire)
FC6 Les briques et parpaings doivent avoir des bonnes caractéristiques
mécaniques (le béton ou la terre crue doit être comprime avec un bon taux
de compression)
FC7 Rendre la machine stable
FC8 Ne pas présenter de danger pour l’utilisateur
I.3.4 VALIDATION, VALORISATION ET QUANTIFICATION DES FONCTIONS :
Cette étape exprime les performances attendues par l’utilisateur.
F.S EXPRESSION CRITERES NIVEAU DE
D’APPRECIATIONS FLEXIBILITE
FP1 Comprimer et vibrer le Taux de compression de Taux de compression
Béton ou la terre crue la machine des briques égal a 1,7
Course du pilon
FC1 Favoriser la maintenance Facilité Niveau technicien de
maintenance Réduit
FC2 Être moins coûteux Accessible Le plus bas possible
FC3 Respect les normes de La source énergétique Energie solaire
protection de doit être une énergie
l’environnement renouvelable
FC4 Faciliter l’utilisation Facilite Manipulation
Rédigé et présenté par : TIOLA Rixon Abache 47
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Formation
FC5 Avoir une énergie Disponibilité Au moins une journée
disponible et favorable en fonctionnement
Fiabilité
(stocker l’énergie électrique continu
solaire)
FC6 Les briques et parpaings Taux de compression de Bonne puissance des
doivent avoir des bonnes la machine moteurs
caractéristiques mécaniques
Course du pilon
(le béton ou la terre crue
doit être comprime avec un Fréquence de vibration
bon taux de compression) acceptable
FC7 Rendre la machine stable Vibration Les vibrations ne
doivent pas être
Centre de gravité
ressenti par
Surface d’appui l’utilisateur
FC8 Ne pas présenter de danger Contact : collision, Respect des normes
pour l’utilisateur électrocution
I.3.5 ANALYSE FONCTIONNELLE INTERNE
L’analyse fonctionnelle interne privilégie le point de vue du concepteur, chargé de
construire un produit réel à partir d’un cahier des charges donné. Elle propose une
décomposition conduisant de l’expression fonctionnelle du besoin à la définition des solutions
constructives.
I.3.6 DIAGRAMME FAST
Le choix de l’utilisation du FAST permettra de procéder progressivement dans le
choix des fonctions techniques, de mieux présenter les différentes solutions des fonctions ; et
dans notre cas, facilement ressortir les améliorations. Le diagramme est constitué de la
fonction de service, de fonction(s) technique(s), et de fonction(s) technologique(s).
Rédigé et présenté par : TIOLA Rixon Abache 48
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Moteur de Liaison pivot
compactage levier bâti
Liaison pivot
Système de levier levier barre
articule
Liaison pivot
barre support
comprimer le beton ou la Pilon de compression pilon
terre crue
Guidage en Deux tubes
translation du pilon lubrifies
Comprimer et
vibrer le Béton ou
la terre crue
Silent bloc ou
ressort pour
l’amortissement
vibrer le mortier ou la Table vibrante
terre crue des vibrations
liée au moule
Moteur de
vibration
faciliter le montage et le
FC1: favoriser la maintenance
demontage de la machine
Seconde utilisation
Utiliser des Achat des
FC2:etre moins Pièce neuve
éléments bon équipements bon
couteux
marchés marchés
Usinage des
pièces de la
Faire certains travaux machine
pour réduire des coûts de
sous-traitances Soudure du bâti
Rédigé et présenté par : TIOLA Rixon Abache 49
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Bouton de
commande du
moteur de Comprimer et
compactage et tasser le mortier
du moteur dans le moule
vibrant
Bord de commande de la Faire monter et
FC4:Faciliter l’utilisation
machine Levier du moule descendre le
moule
Compactage
Levier du pilon dynamique du
mortier de terre
BON DIMENSIONEMENT DES
PLAQUES SOLAIRES
STOCKER L’ENERGIE DANS LES
FC5:Avoir une énergie stocker l’énergie électrique BATTERIES
disponible et favorable solaire
UTILISER LES INVERSEURS POUR
TRANSFORMER LE COURANT
CONTINU DES BATERRIES EN
COURANT ALTERNATIF POUR LES
MOTEURS
II SHEMAS FONCTIONEL
II.1 Schéma fonctionnel des machines existantes :
L’analyse de la pondeuse de parpaings de la MIPROMALO nous a permis de retenir
un mécanisme constitué d’un Bloc de commande par lequel l’opérateur va fournir une énergie
électrique aux moteurs qui à leurs tours transmettent un couple transitant par le système
poulie courroie, par le réducteur de vitesse, qui va faire tourner le système bielle manivelle
qui par contact le moule va le faire monter ou descendre pour le démoulage des parpaings.
Apres avoir insérer le mortier dans le moule, il actionnera le bouton pour démarrer les
moteurs vibrants pour agencer la granulométrie du mélange dans le moule afin de refermer les
pores vides.
Rédigé et présenté par : TIOLA Rixon Abache 50
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Bloc de
Couple Couple
commande Source Énergie
Operateur Moteur 1 mécanique Système poulie entrant Réducteur
d’alimentation courroie
Couple
Energie
sortant
Levier
pour
Moteur vibrant
Libérer le Tasser et Coulisseau Système
pilon agencer les Mortier Moule bille
Moteur de
compactage granulométrie manivel
s le
Compression
du mortier
Démoulage
4 BRIQUES OU 3
PARPAINGS
II.2 SCHEMA FONCTIONNEL
Il est à noter que la machine est aussi constituée de deux types de moules
interchangeables :
➢ Un moule de 03 parpaings
➢ Et un moule de 04 briques
III. SCHEMA CINEMATIQUE
D’après notre analyse fonctionnelle, nous avons ressorti un mécanisme permettant la
compression du mortier de terre pour les briques et de béton pour les parpaings. Ce
mécanisme permettant un compactage dynamique de la terre pour atteindre le taux de
compression souhaitée de la terre et avoir une brique compacte et ayant de bonnes
caractéristiques mécaniques. Nous avons aussi un mécanisme permettant de soulever le moule
et faire ressortir le produit final.
Le mécanisme est ainsi composé de :
➢ Un bâti qui est fixe ;
Rédigé et présenté par : TIOLA Rixon Abache 51
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
➢ Un arbre fixe sur le bâti jouant le rôle de pivot (point d’appui pour les leviers) ;
➢ Un levier de compactage lie au pilon par l’intermédiaire d’une barre articulée ;
➢ Un levier pour soulever le moule, lie au moule par l’intermédiaire d’une barre
articulée ;
➢ Deux barres cylindriques pour guider en translation le moule et le pilon ;
➢ D’un système pour amortir les vibrations causées par le moteur de compactage et le
moteur vibrant ;
Pour réaliser le schéma cinématique du mécanisme, nous divisons les ensembles en
classes d’équivalence
Ainsi nous avons :
PIECE CLASSE D’EQUIVALENCE
Bati 1
Arbre
Système d’amortissement
Pilon 2
Support du pilon
Levier du moule 3
Support du moule
Barre articulée pilon 4
Barre articulée moule 5
Rédigé et présenté par : TIOLA Rixon Abache 52
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Le schéma minimalisé du fonctionnement de la presse ; représentant les liaisons mécaniques
entre les composants du système est le suivant :
Figure 40 : Schéma cinématique de la presse
IV. D
i
mensionnement :
Il est question ici de déterminer les dimensions de chaque pièce de la machine afin
qu’ils supportent les contraintes auxquelles elles seront soumises lors du fonctionnement de la
machine.
Rédigé et présenté par : TIOLA Rixon Abache 53
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Pour cela, nous utiliserons les outils de la RDM et mécaniques des solides. Nous
utiliserons aussi les logiciels tels que RDM7 et SolidWorks pour simuler et vérifier les
comportements de nos pièces sous les différentes contraintes.
Les pièces à dimensionner sont :
➢ Moteur vibrant qui sera fixé au moule
➢ Moteur de compactage fixé au support du pilon
➢ Le levier du moule
➢ Le levier du pilon
➢ La barre articulée liée au support du pilon
➢ Une barre articulée liée au support du moule
➢ Les chapes et les axes d’articulations pour toutes les articulations
➢ Le pilon de compactage
➢ Vérification du dimensionnement du moule
➢ Les profiles du bâti
➢ L’arbre support des leviers
➢ Les silentblocs pour amortir les vibrations et réduire les bruits
➢ Coulisse et coulisseau pour la liaison glissière
➢ Les vis de fixations
➢ Les cordons de soudure
IV.1 Choix du matériau :
Notre machine est constituée d’un ensemble de pièces qui seront soumises
constamment à des contraintes et particulièrement les pièces telles que les barres qui
travaillent en traction compression. Nous faisons le choix de l’acier d’usage général pour
construction mécanique de désignation S 235.
IV.2 Données :
La réalisation de notre dimensionnement nécessite la connaissance des données liées
au cahier de charge telles que le taux de compression des briques et des parpaings, la pression
de compactage de ceux-ci, la limite d’élasticité du matériau utilise, la masse volumique du
mortier de terre et du béton.
Rédigé et présenté par : TIOLA Rixon Abache 54
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Nous avons des données standard telles que l’épaisseur des tôles du moule et du pilon
qui sont des éléments déjà fixes par le fabricant. Ainsi pour ces éléments nous effectuerons
plutôt des vérifications.
Le tableau ci-dessous recapitule les données que nous avons et sur lesquelles nous
nous appuierons pour réaliser notre dimensionnement :
Grandeurs Valeurs numériques
Taux de compression brique 1,7
Taux de compression parpaings 1,2
Pression de compactage brique 2Mpa
Pression de compactage parpaing 1,5Mpa
Masse du moules brique 37Kg
Masse du pilon de brique 30Kg
Masse du moule de parpaing 121Kg
Masse du pilon de parpaings 26Kg
Epaisseur de la tôle des moules 8mm
Masse du parpaing 1,5kg
Masse de la brique 2,5kg
Limite d’élasticité de l’acier S 235 235Mpa
Module de Young de l’acier S 235 210Gpa
Coefficient de poisson de L’acier S 235 0,3
Dimensionnement du moteur vibrant :
Dimensionnement du moteur de compactage :
Dimensionnement du levier du moule : section et longueur
Le levier du moule permet de soulever le moule afin de libérer les briques ou les
parpaings après le compactage. Il doit donc être capable, pour une petite force qui lui sera
communique par l’opérateur de soulever une grande masse.
Les dimensions du moule étant déjà fixe (le moule est normalisé) : tôle de 8mm
d’épaisseur, nous avons dessiné le moule sur le logiciel SolidWorks et nous avons utilisé
l’option <<propriétés de masse >> pour déterminer sa masse.
Rédigé et présenté par : TIOLA Rixon Abache 55
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Figure 41 : Moule de briques
Figure 42 : Masse du moule de brique
Figure 43 : moule de parpaing
Figure 44 : masse du moule de parpaing
Rédigé et présenté par : TIOLA Rixon Abache 56
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Nous constatons que la masse du moule de parpaings : 𝑚𝑝 = 121𝑘𝑔 est supérieure à
celle du moule de brique : 𝑚𝑏 = 36.5𝑘𝑔. Ainsi nous utiliserons la masse du moule de
parpaing pour effectuer notre dimensionnement.
Les forces appliquées au levier du moule sont :
✓ Le poids du moule : 𝑃𝑝 = 𝑚𝑝 × 𝑔 = 1210 𝑁
✓ La force appliquée par l’opérateur pour soulever le moule : On considère que pour des
raisons ergonomiques, l’opérateur doit appliquer une force d’une intensité maximale
de 𝐹𝑃 = 250𝑁 pour soulever le moule.
Le diagramme des corps libres du levier du moule est donne ci-dessous. Nous avons
deux leviers donc nous dimensionnerons un levier et en considérant qu’ils sont soumis aux
mêmes efforts. Ainsi :
𝑅⃗1 𝑙2
2 𝐹𝑝
a 𝑙1 2
𝜃
b
𝑃⃗𝑝
2
Figure 45 : diagramme des corps libres du levier du moule
𝑃⃗ + 𝐹𝑝 + 𝑅⃗1 = ⃗0
Les équations d’équilibre du levier sont : { 𝑝 avec 𝑏 = 𝑙1 + 𝑙2 cos 𝜃 , 𝜃 =
𝑎𝑃𝑝 = 𝑏𝐹𝑝
45°
𝑅1 = 𝑃𝑝 + 𝐹𝑝 = 1460𝑁
On obtient donc : { 𝑃𝑝 𝑏 1210 𝑎𝑖𝑛𝑠𝑖, 𝑏 = 4,84𝑎
=𝑎= = 4,84
𝐹𝑝 250
En prenant 𝑎 = 250𝑚𝑚, 𝑜𝑛 𝑜𝑏𝑡𝑖𝑒𝑛𝑡 𝑏 = 1210𝑚𝑚
1210−900
Or 𝑏 = 𝑙1 + 0,71𝑙2 . Pour 𝑙1 = 900𝑚𝑚, 𝑜𝑛 𝑎 𝑙2 = = 437𝑚𝑚
0,71
Donc pour la longueur de notre levier, nous avons 𝒂 = 𝟐𝟓𝟎𝒎𝒎, 𝒍𝟏 = 𝟗𝟎𝟎𝒎𝒎 et 𝒍𝟐 =
𝟒𝟑𝟕𝒎𝒎.
Rédigé et présenté par : TIOLA Rixon Abache 57
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Calculons sa section : le levier travaille en flexion et le moment fléchissant maximal
𝑎𝑃𝑝 𝑏𝐹𝑝
est au point d’appui et on a : 𝑀𝑓𝑚𝑎𝑥 = =
2 2
La flexion entraine donc une contrainte normale :
𝑀𝑓𝑚𝑎𝑥 𝑦 12𝑀𝑓𝑚𝑎𝑥 𝑦 3𝑏𝐹𝑝
𝜎𝑛 = × = × =
𝐼 2 𝑥𝑦 3 2 𝑥𝑦 2
Figure 46 : section du levier du moule
, x et y sont respectivement la largeur et la longueur du profile.
La section la plus sollicitée est percée d’un trou pour insérer l’appui du levier. Donc à ce
niveau nous aurons une concentration de contrainte, qui sera prise en considération par un
coefficient de concentration de contraintes (Voir annexe) 𝑲𝒄 = 𝟐.
3𝐾𝑐 𝑏𝐹𝑝 3𝐾𝑐 𝑏𝐹𝑝
𝜎𝑚𝑎𝑥 = 𝐾𝑐 × 𝜎𝑛 ≤ 𝜎𝑙𝑖𝑚 D’où ≤ 𝜎𝑙𝑖𝑚 c.-à-d. 𝑥𝑦 2 ≥
𝑥𝑦 2 𝜎𝑙𝑖𝑚
On a donc 𝑥𝑦 2 ≥ 7723,4𝑚𝑚3
Fer plat de 50× 20
Figure 47: Levier du moule sur SolidWorks
Dimensionnement du levier du pilon : section et longueur
Le levier du pilon est celui qui permet de fournir la force nécessaire à la compression
des mortiers pour obtenir soit les briques soit les parpaings. Nous le dimensionnerons en
considérant la pression nécessaire pour la cohésion des briques.
Rédigé et présenté par : TIOLA Rixon Abache 58
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Puisque les briques sont formées par compactage dynamique du mortier de terre.
Hypothèse : pression de formage des briques : 1Mpa
Force exercée par l’opérateur : 250N
Force exercée par le moteur de compactage :
Puisqu’il s’agit d’un compactage dynamique et non statique, l’opérateur doit exercer le
mouvement de compactage jusqu’à obtenir le taux de compression attendu c.-à-d. 𝒕 =
𝑯𝒎𝒐𝒖𝒍𝒆
= 𝟏, 𝟕 ou c représente la course du pilon.
𝑯−𝑪
On suppose donc que l’opérateur doit exercer une force de 250N sur le levier pour produire
une force de compression de 1000N.
Le diagramme des corps libres du levier du pilon est donné ci-dessous :
𝑅⃗2
2
𝐹2
𝐹𝐶 2
2
a b
Equations d’équilibre :
𝑅2 = 1000 + 250 = 1250𝑁
𝐹2 + 𝐹𝐶 + 𝑅⃗2 = ⃗0
: { . On obtient : { 𝐹𝐶 𝑏 1000 donc 𝑏 = 4𝑎
𝑎𝐹𝐶 = 𝑏𝐹2 =𝑎= =4
𝐹2 250
En prenant a = 0,3m, on a b = 1,2m. ainsi la longueur du levier est 𝑳 = 𝟏, 𝟓𝒎.
Calcul de la section :
Le levier du pilon travaille en flexion et le point d’appui est le point le plus sollicité.
En considérant un coefficient , 𝐾𝑐 = 2 pour la concentration des contraintes (présence des
trous), la relation de résistance à la rupture s’écrit :
𝜎𝑚𝑎𝑥 = 𝐾𝑐 × 𝜎𝑛 ≤ 𝜎𝑙𝑖𝑚
𝑀𝑓𝑚𝑎𝑥 𝑦 𝑎𝐹𝐶 𝑏𝐹2 𝑥𝑦 3
Avec 𝜎𝑛 = × 2 , 𝑀𝑓𝑚𝑎𝑥 = = et 𝐼 =
𝐼 2 2 12
Rédigé et présenté par : TIOLA Rixon Abache 59
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
3𝐾𝑐 𝑎𝐹𝑐 3 × 2 × 300 × 1000
𝑥𝑦 2 ≥ =
𝜎𝑙𝑖𝑚 235
𝑥𝑦 2 ≥ 7660𝑚𝑚3
Fer plat de 50× 20
Figure 48: aperçu du Levier du pilon sur SolidWorks
Dimensionnement des barres :
On considère que les sections de la barre articulée liée au support du moule et de la
barre articulée liée au support du pilon sont égales. Ainsi nous dimensionnerons la barre qui
est soumise au plus grand effort.
Ces barres sont fixées à l’aide des axes au niveau des leviers et au niveau du support
du moule ou du pilon. Ils annulent la transmission des moments grâce aux articulations, ce qui
fait qu’ils ne travaillent qu’en traction-compression. Il sera donc question de modéliser le
problème et de calculer l’effort dans ces barres. Nous avons deux barres pour chaque levier,
ainsi chaque barre supportera un effort correspondant à la moitié de l’effort transmis par le
levier correspondant.
Rédigé et présenté par : TIOLA Rixon Abache 60
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Calcule de la section :
La modélisation de notre problème est présentée sur le schéma ci-dessous :
Support du
levier
Articulation
Barre
Levier du
pilon
T H
x
Pilon
Articulation
Calcul des efforts dans les barres :
D’après notre modélisation nous avons :
⃗ 1 = 𝐹2 = 500𝑁.
L’effort transmis au support du pilon c.-à-d. 𝐻 2
𝐹𝑐
⃗2 =
L’effort transmis au support du moule c.-à-d. 𝐻 = 605𝑁.
2
𝐻 = 𝐻𝑚𝑎𝑥 = 605𝑁
𝐻
D’après la modélisation, 𝑇 = cos 𝑥 𝑎𝑣𝑒𝑐 0 ≤ 𝑥 < 90° ⟹ 𝑇𝑚𝑎𝑥 = 𝐻 = 605𝑁
𝑇
On a donc : 𝜎𝑚𝑎𝑥 = 𝐾 × 𝑆 .
𝑅𝑝𝑒 𝐾×𝑠×𝑇
La condition de résistance s’écrit : 𝜎𝑚𝑎𝑥 ≤ ⟺𝑆≥
𝑠 𝑅𝑝𝑒
On trouve la section S= 𝐿 × 𝑙 ≥ 20,59𝑚𝑚2
Fer plat de 30× 20
K et s sont respectivement le coefficient de concentration de contraintes et le coefficient de
sécurité ils sont donnes dans l’annexe.
Calcul de la longueur des barres :
Les longueurs des barres sont fixées par des contraintes géométriques liées au fonctionnement
de la machine : les longueurs des barres dépendent donc de :
Rédigé et présenté par : TIOLA Rixon Abache 61
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
• La course du pilon de compactage
• La position des glissières
• Non collision avec le bâti lors du fonctionnement de la machine
Dimensionnement de l’arbre support des leviers : Diamètre et longueur
𝑅⃗1 𝐴 𝑅⃗2 𝑅⃗2 𝑅⃗1
⃗
𝐵
2 2 2 2
A B DC E F
Figure 49: Modélisation de l’arbre
L’arbre est soumis à la flexion due à l’appui des deux leviers. Les leviers du pilon sont
situés entre les deux appuis (entre E et B) et les leviers du moule sont de part et d’autre des
appuis.
𝐶𝐷 = 580𝑚𝑚
Nous fixons la longueur de l’arbre 𝐿𝑎 = 1000𝑚𝑚 𝑒𝑡 {𝐴𝐵 = 𝐸𝐹 = 160𝑚𝑚
𝐵𝐶 = 𝐸𝐷 = 50𝑚𝑚
➢ Equation d’équilibre :
𝑅⃗1 𝑅⃗1 𝑅⃗2 𝑅⃗2
+ + + +𝐴+𝐵 ⃗ = ⃗0
2 2 2 2
𝑅⃗1 𝑅⃗1 𝑅⃗ 𝑅⃗2
⃗⃗⃗⃗⃗
𝐵𝐴⋀ + ⃗⃗⃗⃗⃗ ⃗⃗⃗⃗⃗ ⋀ 2 + ⃗⃗⃗⃗⃗⃗
𝐵𝐹 ⋀ + 𝐵𝐶 𝐵𝐷⋀ + ⃗⃗⃗⃗⃗ ⃗ = ⃗0
𝐵𝐸 ⋀𝐵
{ 2 2 2 2
On trouve ainsi :
𝐴 + 𝐵 = 𝑅1 + 𝑅2 = 1250 + 1460 = 2710𝑁
{ (𝐵𝐹 − 𝐵𝐴) × 𝑅1 + (𝐵𝐶 + 𝐵𝐷) × 𝑅2 (840 − 160) × 1460 + (50 + 630) × 1250
𝐵= = = 1355𝑁
2 × 𝐵𝐸 2 × 680
Donc 𝑨 = 𝑩 = 𝟏𝟑𝟓𝟓𝑵 .
Rédigé et présenté par : TIOLA Rixon Abache 62
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
➢ Calcul des torseurs de cohésion de l’arbre :
𝟎 𝟎
𝑹𝟏 𝟎 𝟎
Si 𝟎 ≤ 𝒙 ≤ 𝟏𝟔𝟎𝒎𝒎, alors : {𝑻𝟏 }𝑮 = { 𝟐 𝟎 } = {𝟕𝟑𝟎 𝟎 }
𝑹𝟏
𝟎 −𝟐𝒙 𝟎 −𝟕𝟑𝟎𝒙 𝑮
𝑮
𝟎 𝟎
𝑹𝟏
Si 16𝟎 ≤ 𝒙 ≤ 𝟐𝟏𝟎𝒎𝒎, alors : {𝑻𝟐 }𝑮 = {−𝑨 + 𝟐 𝟎 } =
𝑹𝟏
𝟎 (𝒙 − 𝟏𝟔𝟎)𝑨 − 𝒙
𝟐 𝑮
𝟎 𝟎
{−𝟔𝟐𝟓 𝟎 }
𝟎 𝟔𝟐𝟓𝒙 − 𝟐𝟏𝟔𝟖𝟎𝟎 𝑮
Si 21𝟎 ≤ 𝒙 ≤ 𝟕𝟗𝟎𝒎𝒎, alors : {𝑻𝟑 }𝑮 =
𝟎 𝟎
𝑹𝟏 𝑹𝟐 𝟎 𝟎
{−𝑨 + 𝟐
+ 𝟐
𝟎 } = {𝟎 𝟎 }
𝑹 𝑹
𝟎 −(𝒙 − 𝟐𝟏𝟎) 𝟐 + (𝒙 − 𝟏𝟔𝟎)𝑨 − 𝟏 𝒙 𝟎 −𝟖𝟓𝟓𝟓𝟎 𝑮
𝟐 𝟐 𝑮
Si 790≤ 𝒙 ≤ 𝟖𝟒𝟎𝒎𝒎, alors : {𝑻𝟒 }𝑮 =
𝟎 𝟎
𝑹𝟏
𝑹𝟐 𝑹𝟐
{−𝑨 + 𝟐 + 𝟐 + 𝟐 𝟎 } =
𝑹𝟐 𝑹𝟐 𝑹𝟏
𝟎 (−𝒙 + 𝟕𝟗𝟎) − (𝒙 − 𝟐𝟏𝟎) + (𝒙 − 𝟏𝟔𝟎)𝑨 − 𝒙
𝟐 𝟐 𝟐 𝑮
𝟎 𝟎
{𝟕𝟑𝟎 𝟎 }
𝟎 −𝟔𝟐𝟓𝒙 + 𝟒𝟎𝟖𝟐𝟎𝟎 𝑮
𝟎 𝟎
𝑹𝟏
Si 840≤ 𝒙 ≤ 𝟏𝟎𝟎𝟎𝒎𝒎, alors : {𝑻𝟓 }𝑮 = {− 𝟐 𝟎 } =
𝑹𝟏
𝟎 − (𝒙 − 𝟏𝟎𝟎𝟎)
𝟐 𝑮
𝟎 𝟎
{−𝟕𝟑𝟎 𝟎 }
𝟎 −𝟕𝟑𝟎𝒙 + 𝟕𝟑𝟎𝟎𝟎𝟎 𝑮
Les moments sont en 𝑵. 𝒎𝒎 et les efforts en 𝑵
Rédigé et présenté par : TIOLA Rixon Abache 63
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
➢ Tracé des diagrammes
Diagramme des efforts tranchants :
T(x)
1000
800
600
400
200
0
0 200 400 600 800 1000 1200
-200
-400
-600
-800
-1000
Figure 50: Diagramme des efforts tranchants
Diagramme des moments fléchissant
Moment flechissant
0
0 200 400 600 800 1000 1200
-20000
-40000
-60000
-80000
-100000
-120000
-140000
Figure 51: Diagramme des moments fléchissant
Rédigé et présenté par : TIOLA Rixon Abache 64
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Les résultats précédents montrent que les points B et E sont critiques car sur ces points
de la poutre, le moment fléchissant est maximal. Sa valeur est en valeur absolue : 𝑴𝒇𝒎𝒂𝒙 =
𝟏𝟏𝟔𝟖𝟎𝟎𝑵. 𝒎𝒎 = 𝟏𝟏𝟔, 𝟖𝑵. 𝒎 :
➢ Condition de résistance de l’arbre
Choix du matériau de l’arbre
Choix du coefficient de sécurité
Les approximations faites dans la détermination des efforts nous obligent à adopter un
coefficient de sécurité (voir Annexe). Certes les calculs doivent être soignés, mais les efforts
ont étés surévalués nous choisissons donc un faible coefficient de sécurité entre 1,5 et 2 soit la
valeur maximale s = 4.
Choix du coefficient de concentration de contrainte
La section de notre arbre n’étant pas constante (présence des rainures de circlips aux
extrémités de l’axe), les hypothèses de RDM ne sont plus respectées. La contrainte ne varie
plus de manière uniforme. Ceci nous amène à considérer un coefficient de concentration de
contrainte 𝑲𝒄 = 2 (voir Annexe).
𝑅𝑝
𝜎𝑚𝑎𝑥 = 𝐾𝑐 × 𝜎𝑛 ≤
𝑠
𝑀𝑓𝑚𝑎𝑥 𝑑 𝜋𝑑4 32𝐾𝑐 𝑠𝑀𝑓𝑚𝑎𝑥
Avec 𝜎𝑛 = × 2 avec ⟹ 𝜎𝑚𝑎𝑥 =
𝐼 32 𝜋𝑑3
3 32𝐾𝑐 𝑠𝑀𝑓𝑚𝑎𝑥 3 32×2×4×116800
La condition de résistance s’écrit donc : 𝑑 ≥ √ =√ = 30,9𝑚𝑚
𝜋𝑅𝑝 3,14×320
D’où 𝒅 = 35mm
➢ Vérification de la résistance sur RDM7- Flexion :
Figure 52: Vérification de résistance de l’arbre
Rédigé et présenté par : TIOLA Rixon Abache 65
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
𝑎 𝐿
Nous retrouvons une flèche maximale 𝑓𝑚𝑎𝑥 = 0,037𝑚𝑚 < 500 = 0,5𝑚𝑚, résultat
acceptable selon la norme sur les flèches admissibles des arbres travaillant en flexion (voir
annexe)
Nous avons ainsi notre arbre
Figure 53: Aperçu de l’arbre support des leviers sur SolidWorks
Dimensionnement des chapes et des axes pour les articulations :
Ici, nous calculerons les dimensions des axes soumis aux plus gros efforts. Nous avons
02 axes par barres. Ces axes sont soit des boulons (vis et écrous) ou un arbre avec deux
circlips pour bloquer en translation : Ils sont soumis à :
• La flexion
• Le Cisaillement
• Le matage
Rédigé et présenté par : TIOLA Rixon Abache 66
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Calcul des diamètres des axes
Avec 𝐹 = 𝐻 = 605𝑁 𝑒𝑡 𝐴𝐵 = 60𝑚𝑚 𝑒𝑡 𝐴𝐶 = 20𝑚𝑚
𝐻×𝐴𝐶
Le moment fléchissant maximal est : 𝑀𝑓𝑚𝑎𝑥 = = 6050𝑁. 𝑚𝑚
2
3 32𝐾𝑐 𝑠𝑀𝑓𝑚𝑎𝑥
La condition de résistance s’écrit : 𝑑1 ≥ √ 𝜋𝑅𝑝
L’axe est constitué de filetage (si c’est une vis) ou de rainures de circlips.
L’axe est aussi soumis au cisaillement et la condition de résistance au cisaillement s’écrit :
𝐻 2𝐻 𝑅𝑝𝑔
𝜏𝑚𝑎𝑥 = = 2 ≤
2𝑆 𝜋𝑑2 𝑠
2𝐻𝑠
Ce qui nous donne : 𝑑2 ≥ √𝜋𝑅 .
𝑝𝑔
𝑅𝑝𝑔 = 550 𝑀𝑝𝑎 𝑟𝑒𝑠𝑖𝑠𝑡𝑎𝑛𝑐𝑒 𝑝𝑟𝑎𝑡𝑖𝑞𝑢𝑒 𝑎𝑢 𝑐𝑖𝑠𝑎𝑖𝑙𝑙𝑒𝑚𝑒𝑛𝑡 𝑒𝑡 𝑠 = 4 (Voir annexe)
𝒅 = 𝐦𝐚𝐱(𝒅𝟏 , 𝒅𝟐 ) = 𝟏𝟐𝒎𝒎
𝟐
Condition de non matage de l’axe :
et 𝑃𝑎𝑑𝑚 = 1.15 𝑅𝑒 = 339𝑀𝑝𝑎 (𝑅𝑒 = 295 𝑀𝑃𝑎)
𝟔𝟎𝟓
𝑷= = 𝟎, 𝟖𝟒𝑴𝒑𝒂 ≪ 𝟑𝟑𝟗𝑴𝒑𝒂. On conclut que l’axe résiste au matage.
𝟔𝟎×𝟏𝟐
Rédigé et présenté par : TIOLA Rixon Abache 67
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Vérification sur RDM7 Flexion :
Figure 54: Vérification de la résistance de l’axe
𝐴𝐵
Nous retrouvons une flèche maximale 𝑓𝑚𝑎𝑥 = 1,1 × 10−4 𝑚𝑚 ≪ 100 = 0,6𝑚𝑚, résultat
acceptable selon la norme sur les flèches admissibles des arbres travaillant en flexion (voir
annexe)
Calcul des épaisseurs des chapes :
Modes de travail des joues de la chape à partir des efforts transmis dans un axe, on peut
recenser trois modes de détérioration des joues de la chape suivant l’intensité des efforts
transmis, les dimensions des joues et le matériau :
➢ Détérioration par une sollicitation de traction des joues sollicitation de traction avec
contraintes normales (distribution uniforme)
➢ Détérioration par une sollicitation de cisaillement (poinçonnement) des joues
Les essais sur des articulations à chape montrent une rupture par poinçonnement de
l’extrémité de la joue similaire à la figure ci-dessous (l’angle de 45 ° est un ordre de grandeur
simplifiant les calculs pour les chapes dites centrées) ;
Effort tranchant Ty ⇒ sollicitation de cisaillement avec contraintes tangentielles dans les deux
sections cisaillées de la chape 𝑆𝑐ℎ𝑎𝑝𝑒
T τ = (la répartition des contraintes dans la section étant complexe on prendra la contrainte
tangentielle moyenne)
➢ Détérioration par matage des alésages des joues des chapes femelles au contact des axes
Rédigé et présenté par : TIOLA Rixon Abache 68
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Ce risque de déformation permanente dans l’alésage pouvant altérer le fonctionnement de la
liaison pivot est caractérisé par une pression de contact limite admissible Padm (déterminée
par des essais). Pour cette liaison et les matériaux en contact : padmissiblematage = 88.0 ×
Rr On considère l’articulation avec un jeu nul (contact de l’axe dans les deux demi alésages
des joues : 180°) et un modèle de répartition radiale uniforme des pressions de contact
générée par les actions de l’axe dans les alésages des joues, soit pour une joue :
Figure 55 : mode de rupture de la chape
Dimensions du pilon de compactage :
Les profilés du pilon travaillent en compression donc ils sont soumis à un risque de
flambage si la contrainte dépasse une contrainte critique donnée par la théorie d’Euler sur le
flambage des poutres (voir annexe).
Nous utiliserons la force nécessaire à la production d’une brique car elle est plus
grande.
Nous fixons pour notre calcul la section de la cornière en L : 40 × 40 × 4 et nous
calculons sa longueur.
Rédigé et présenté par : TIOLA Rixon Abache 69
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
La modélisation de notre problème est présentée sur la figure ci-dessous :
40
4
40
l
Figure 56 : Modélisation de l’effort sur un profile du pilon
Nous avons 08 profiles pour chaque compartiment du pilon et 04 compartiments (pour
𝑃×𝑆
produire 04 briques). Ainsi l’effort sur un profile est : 𝑇 = 𝑎𝑣𝑒𝑐 𝑆 = 290 ×
32
140𝑚𝑚2 𝑠𝑢𝑟𝑓𝑎𝑐𝑒 𝑑′ 𝑢𝑛𝑒 𝑏𝑟𝑖𝑞𝑢𝑒, 𝑃 = 2𝑀𝑝𝑎
2 × 240 × 140
𝑇= = 2100𝑁
32
𝜋 2 𝐸𝐼
La force critique à partir de laquelle il y’a risque de flambage est : 𝐹𝑐𝑟 = (Voir annexe). I
𝑙2
est le moment quadratique de la section du profile par rapport à l’axe qui lui est normal.
𝝅𝟐 𝑬𝑰
La condition de résistance s’écrit : 𝐹 ≤ 𝐹𝑐𝑟 ⟺ 𝒍 ≤ √ 𝑭
𝒍 =300mm
Figure 58: aperçu de compactage de la brique sur SolidWork
Rédigé et présenté par : TIOLA Rixon Abache 70
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Figure 59: aperçu de la machine
Figure 60: aperçu du pilon de compactage du parpaing sur SolidWorks
Rédigé et présenté par : TIOLA Rixon Abache 71
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Dimensions de la Coulisse et coulisseau pour la liaison glissière
La glissière est dimensionnée pour éviter le phénomène d’arc broutement qui survient
lorsque le mauvais positionnement de la force ou un trop grand jeu entre le coulisseau et la
coulisse entraine une modification de l’axe de guidage ce qui cause des frottements et un
coincement.
𝑙
La condition de non arc boutement : tan 𝜃 ≤ 𝑓 𝑐𝑎𝑑 ≤ 𝑓. Nous choisirons donc le
2𝐿
diamètre de la coulisse, du coulisseau et la longueur de la glissière en respectant cette
contrainte.
f est le coefficient de frottement acier-acier f=0,3.
Rédigé et présenté par : TIOLA Rixon Abache 72
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
CONCLUSION
Nous sommes parvenus au terme de notre investigation effectuée au sein de la Mission
de promotion des matériaux locaux dans le cadre du stage pré-ingénieur en génie mécanique,
sous le thème « Conception, Dimensionnement d’une presse solaire multifonctionnelle pour la
fabrication des parpaings et des briques en terre compressée ». Suivant le process de
fabrication des blocs de construction, il existe des machines capables de remplir certaines
tâches comme la fabrication des parpaings avec un grand rendement, communément appelées
des pondeuses de parpaings ; compte tenu du fait de la difficulté (l’impossibilité) de
réalisation manuellement cette tâche de lorsqu’on est dans une perspective de production
industrielle. Nous avons aussi présenté plusieurs machines de production bloc de terre
comprimée. Ce qui nous a permis de ressortir des solutions techniques qui nous ont aidé à la
conception de notre machine. Ainsi, le but de notre étude a été de fabriquer une machine
permettant de fabriquer des parpaings et des BTC grâce à la possibilité de changer le moule et
le pilon de compactage, machine qui devait aussi fonctionner à l’Energie solaire. La méthode
de conception choisie est l’analyse de la valeur ; dont l’étude conceptuelle a permis de
rechercher, choisir des solutions alternatives et des améliorations, Ensuite le
dimensionnement a été assuré par la Résistance Des Matériaux, donc une simulation a été
faite à l’aide des logiciels « SOLIDWORKS, RDM-7 ». Il en résulte que nous n’avons pas pu
finir le dimensionnement notamment le cote énergétique de la machine cad le choix des
plaques solaires a cause d’un manque d’information sur le calcul des moteurs vibrants et de
compactage et dont nous n’avons pas pu déterminer la consommation énergétique de notre
machine.
Rédigé et présenté par : TIOLA Rixon Abache 73
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
WEBOGRAPHIE
➢ https://dictionnaire.sensagent.leparisien.fr/Levier%20(m%c3%a9canique)/fr-fr/
➢ https://www.blockmachines.info/cement-block.html
➢ https://brecon.de/en/know-how-center/
➢ https://www.invictavibrators.com/amplitude-calculation/
➢ https://www.traceparts.com/fr/product/miksan-motor-three-phase-electrical-vibration-
motors-2-poles-3000-
rpm?CatalogPath=MIKSAN_MOTOR%3AMIKSAN_MOTOR.030&Product=10-
14012016-108666
➢ https://patents.google.com/patent/US4830597A/en
➢ https://forums.futura-sciences.com/physique/602508-levier-inter-appui.html
➢ https://www.researchgate.net/publication/305806846_Innovative_Conceptual_Design
_of_Manual-Concrete-Block-Making-Machine
➢ https://www.researchgate.net/publication/305806846_Innovative_Conceptual_Design
_of_Manual-Concrete-Block-Making-
Machine/link/57a21d1b08aeb1604834ac06/download
➢ https://www.indiamart.com/?back=1
➢ https://www.indiamart.com/proddetail/manual-concrete-block-making-machine-
20586647491.html
➢ http://www.chuan-sheng.com.tw/product.php?id=69&lang=en
➢ https://www.traceparts.com/fr/search/miksan-motor-electrical-vibration-
motors?CatalogPath=MIKSAN_MOTOR%3AMIKSAN_MOTOR.030
➢ https://brecon.de/en/know-how-center/theoretical-foundations-and-nominal-values/
➢ https://www.invictavibrators.com/amplitude-calculation/
➢ https://www.mipromalo.cm/index.php/fr/formation/centre-de-formation-
professionnelle
➢ https://www.mipromalo.cm/index.php/fr/services/location-des-equipements-de-
production
➢ https://www.mipromalo.cm/index.php/fr/component/k2/item/109-communique-presse-
pdtie
Rédigé et présenté par : TIOLA Rixon Abache 74
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
➢ https://www.investiraucameroun.com/travaux-publics/1510-15392-depuis-2019-le-
secteur-du-btp-au-cameroun-s-essouffle-en-raison-de-la-fin-des-grands-chantiers-d-
infrastructures
➢ https://oacps-ri.eu/fr/projets/deploiement-des-technologies-et-innovations-
environnementales-pour-le-developpement-durable-et-la-reduction-de-la-pauvrete-2/
➢ https://www.ifdd.francophonie.org/un-appel-a-innovations-en-constructions-
ecologiques-et-equipements-a-la-mission-de-promotion-des-materiaux-locaux-
mipromalo/
➢ https://oacps-ri.eu/fr/fonds-pour-linnovation/pdtie-273-millions-deuros-accordes-a-15-
projets-de-recherche-innovation-environnementale-au-cameroun-et-en-rdc/
➢ https://www.ifdd.francophonie.org/wp-content/uploads/2022/02/PDTIE-
Mag_No1_Janvier2022.pdf
➢ https://www.usinenouvelle.com/expo/equipements-pour-le-traitement-thermique-
o268.html
➢ https://www.maisondufer.com/tole-acier/3422-tole-noire-2000-x-1000-x-8-10-
3660004219241.html
➢ https://grabcad.com/
➢ https://grabcad.com/library/manual-brick-making-machine
➢ https://grabcad.com/library/automated-block-making-machine-
1/details?folder_id=11936081
➢ https://scholar.google.com/scholar?hl=fr&as_sdt=0%2C5&q=breezeblock+laying+ma
chine&btnG=
➢ https://scholar.google.com/scholar?hl=fr&as_sdt=0%2C5&q=press+for+breeze+block
&btnG=
➢ http://www.hyperbrick.com/
➢ https://www.youtube.com/watch?v=Y5v8Wy56Ifw
➢ https://forums.futura-sciences.com/technologies/528432-representation-articulation-
solidworks.html
➢ https://www.facebook.com/revaroengineering
➢ https://www.youtube.com/results?search_query=dimensionement+d%27un+syteme+d
e+levier+articule
➢ https://www.youtube.com/watch?v=YwLsF_dkHIk
➢ https://www.youtube.com/watch?v=e2AjW_DZGW8
Rédigé et présenté par : TIOLA Rixon Abache 75
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
➢ https://www.hellopro.fr/pondeuse-a-parpaing-et-beton-2000527-fr-1-feuille.html
➢ https://machinedeparpaing.com/machine-a-brique-prix/
➢ https://www.youtube.com/results?search_query=pondeuse+de+parpaing+liaison+cin
%C3%A9matique
➢ https://fr.book4you.org/s/rediger%20un%20memoire
➢ https://fr.wikipedia.org/wiki/Analyse_fonctionnelle_(conception)
➢ https://www.futura-sciences.com/maison/definitions/maison-parpaing-10815/
➢ https://fr.wikipedia.org/wiki/Parpaing
➢ https://www.google.com/search?q=fabrication+des+parpaings+au+cameroun&rlz=1C
1PNJJ_frCM1012CM1012&oq=PRODUTION+DES+PARPAINGS+AU+CA&aqs=c
hrome.1.69i57j0i22i30.14859j0j4&sourceid=chrome&ie=UTF-8
➢ https://actucameroun.com/2021/04/26/secteur-d-des-fabriques-de-parpaings-font-
flores-a-yaounde/
➢ https://www.fnecm.org/index.php/fr/component/content/article?id=330:sectorielle-sur-
les-entreprises-du-btp
➢ https://www.google.com/search?q=secteur+du+btp+au+cameroun&rlz=1C1PNJJ_frC
M1012CM1012&oq=secteur+du+&aqs=chrome.1.69i57j35i39j0i512j0i20i263i512j0i
512l6.14392j1j7&sourceid=chrome&ie=UTF-8
Rédigé et présenté par : TIOLA Rixon Abache 76
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
BIBLIOGRAPHIE
BOBOUAMA, Pr ELIME. COURS DE MECANIQUE DES SOLIDES, theorie des plaques
et coques. s.l. : ENSP YAOUNDE.
BOISSEAU, PHILLIPE. 2011. Conception mecanique, Methodologie et optimisation.
PARIS : DUNOD, 2011.
Cameroun, GICAM Goupement interpatronal du. 2020. RENCONTRE SECTORIELLE
DES ENTREPRISES DU SECTEUR CONSTRUCTION/BTP AU GICAM. 2020.
CHEVALIER, ANDRE. 2004. GUIDE DU DESSINATEUR INDUSTRIEL. France :
HACHETTE Technique, 2004.
Christian, Pr FOKAM. 2021. COURS DE MECANIQUE NON LINEAIRE 4 GENIE
MECANIQUE. YAOUNDE : ENSP YAOUNDE, 2021.
Craveur, Jean-Charles. 2008. Modélisation des elements finis. 2008.
DEBONGNIE, Pr J.F. 2007. CONCEPTION MECANIQUE FASCICULE 2. universite de
LIEGE : Faculte des sciences appliquees, 2007.
Delaplace, Arnaud, Gatuingt, Fabrice et Ragueneau, Frédéric. 2008. Mecanique des
structure, RESISTANCE DES MATERIAUX. PARIS : DUNOD, 2008.
ELASTIQUE, EXERCICE PERFECTIONNEMENT SUR LES BASES DU
COMPORTEMENT. 2010. DIMENSIONNEMENT DES STRUCTURES. 2010.
FANCHON, JEAN LOUIS. 1996. Guide de mechanique science et technologie industrielle.
PARIS : NATHAN, 1996.
Jean-Paul, MIMSHE KENFACK. 28 juillet 2022. CONCEPTION, DIMENSIONNEMENT
ET REALISATION D’UNE CONCHE DE CHOCOLAT. Yaounde : ENSP Yaounde, 28 juillet
2022.
Rédigé et présenté par : TIOLA Rixon Abache 77
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
L.JORDAN, Collection H. LONGEAOT. 1982. MECANIQUE CONSTRUCTION
INDUSTRIELLE. Paris : DUNOD, 1982.
Mission de promotion des materiaux locaux. Catalogues des presses - MIPROMALO.
NDIAYE, ALIOUNE. 1987. Conception d'une presse manuelle pour parpaing de geobeton.
THIES : Ecole polytechnique de THIES SENEGAL, 1987.
NICOLET, G. R. 2006. Conception et calcul des elements de machines. FRIBOURG :
ECOLE D'INGENIEURS DE FRIBOURG, 2006.
1996. NORMES CAMEROUNAISES RELATIVES AUX BLOCS. Yaounde : s.n., 1996.
PALLISER, CHARLLES. 1908. concrete block making machine. 1908.
Pattofatto, Stéphane. e 2004. Comportement dynamique du béton frais : application. École
normale supérieure de Cachan, FRANCE : s.n., e 2004.
projet de Déploiement des Technologies et Innovations Environnementales. 2022. a
recherche et l’innovation. 2022.
Saint-Clair, TOGUEM TAGNE. Juillet 2016. conception et dimensionnement d’un
prototype d’une machine à fabriquer les granules à base de sciure de bois. Yaounde : s.n.,
Juillet 2016.
Starovoytova, Diana. 2016. Innovative Conceptual Design of Manual-Concrete-Block-
Making-Machine. 2016.
Rédigé et présenté par : TIOLA Rixon Abache 78
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
ANNEXES
Rédigé et présenté par : TIOLA Rixon Abache 79
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Choix des matériaux
Choix des circlips
Choix des Coefficient de concentration de contraintes
Rédigé et présenté par : TIOLA Rixon Abache 80
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Choix des profiles : SECTION
Théories d’Euler sur le flambage
Rédigé et présenté par : TIOLA Rixon Abache 81
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Calcul des moteurs vibrants
Rédigé et présenté par : TIOLA Rixon Abache 82
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Rédigé et présenté par : TIOLA Rixon Abache 83
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Rédigé et présenté par : TIOLA Rixon Abache 84
CONCEPTION ET DIMENSIONEMENT D’UNE PRESSE MULTIFONCTIONELLE SOLAIRE
POUR LA FABRICATION DES PARPAINGS ET DES BRIQUES DE TERRE CRUE
Plaque et coque : vérification de la résistance des tôles
Choix du matériau de l’arbre
Rédigé et présenté par : TIOLA Rixon Abache 85
Vous aimerez peut-être aussi
- L' Ingénieur et le développement durableD'EverandL' Ingénieur et le développement durableÉvaluation : 2 sur 5 étoiles2/5 (1)
- Réseaux mobiles et satellitaires: Principes, calculs et simulationsD'EverandRéseaux mobiles et satellitaires: Principes, calculs et simulationsPas encore d'évaluation
- Rapport Projet Tech. pyllat-AKMDocument55 pagesRapport Projet Tech. pyllat-AKMMANDO Vitinie Jespère Deborah100% (1)
- Mémoire Fin de Cycle CorrigéDocument94 pagesMémoire Fin de Cycle CorrigéSeverin OvonoPas encore d'évaluation
- Pfe - gc.0033 Pont DakarDocument151 pagesPfe - gc.0033 Pont DakarCHEL TAK100% (1)
- ELONGO-BG - Thèse FinalDocument172 pagesELONGO-BG - Thèse FinalelongoPas encore d'évaluation
- EHELDocument121 pagesEHELbasssemPas encore d'évaluation
- Rapport de Stage (AutoRecovered)Document60 pagesRapport de Stage (AutoRecovered)Mourad MouradPas encore d'évaluation
- RapportDocument58 pagesRapportArmel Dimitri BakobenPas encore d'évaluation
- Projet Dut EnspDocument72 pagesProjet Dut EnspStachis MadiambaPas encore d'évaluation
- 10.08.2021 - G10 Projet Tutoré 2020-2021 FinalDocument53 pages10.08.2021 - G10 Projet Tutoré 2020-2021 FinalYE Yavé JuniorPas encore d'évaluation
- Rapport Du Cours Gestion de ProjetDocument25 pagesRapport Du Cours Gestion de ProjetADC-Tutorial 0.1Pas encore d'évaluation
- Pfe - Konhawo Romuald.5gm PDFDocument92 pagesPfe - Konhawo Romuald.5gm PDFromuald konhawoPas encore d'évaluation
- Couture Composite 3d TheseDocument193 pagesCouture Composite 3d TheseAtelier MethodologiePas encore d'évaluation
- Mémoire SEHONOU M. Emile - CompressedDocument145 pagesMémoire SEHONOU M. Emile - CompressedHenry BatoumPas encore d'évaluation
- Rapport Final - ENG 222 (Maxime)Document25 pagesRapport Final - ENG 222 (Maxime)Abodou Innocent Marie Kevine AchePas encore d'évaluation
- Monique Corps Du RapportDocument38 pagesMonique Corps Du RapportSly StallPas encore d'évaluation
- Rapport de PadDocument57 pagesRapport de PadAdesanya LyPas encore d'évaluation
- Etude Et Realisation D'un Vibreur Pour Tamis de TriDocument12 pagesEtude Et Realisation D'un Vibreur Pour Tamis de Trirocceli nzoulouPas encore d'évaluation
- Rapport Final EyidiDocument46 pagesRapport Final EyidiTouoyem0% (1)
- Mon Mémoire de Fin D'étude (2012-2013)Document103 pagesMon Mémoire de Fin D'étude (2012-2013)David Sar100% (1)
- 8 PiséDocument46 pages8 PiséLEIS DJIFACKPas encore d'évaluation
- Actes INVACO1Document493 pagesActes INVACO1Ayman AbidPas encore d'évaluation
- Caractérisation Et Modélisation Du Comportement Mécanique Des Composites Tressés 3D Application À La Conception de Réservoirs GNVDocument163 pagesCaractérisation Et Modélisation Du Comportement Mécanique Des Composites Tressés 3D Application À La Conception de Réservoirs GNValiPas encore d'évaluation
- Pfe CompletDocument121 pagesPfe CompletSamuelPas encore d'évaluation
- Dynamic Shear Loading of Reinforced Concrete WallsDocument147 pagesDynamic Shear Loading of Reinforced Concrete WallsMihaja RAZAFIMBELOPas encore d'évaluation
- Rapport Talbi YoussefDocument61 pagesRapport Talbi YoussefSalma BelbsirPas encore d'évaluation
- CTICMDocument124 pagesCTICMĦäm ŹäPas encore d'évaluation
- Shi Yang 2022Document131 pagesShi Yang 2022hh falaPas encore d'évaluation
- RakotomalalaNyAS ESPA LIC 2017Document49 pagesRakotomalalaNyAS ESPA LIC 2017Jack WanePas encore d'évaluation
- A La Dc3a9couverte Des Mc3a9tiers Des TPDocument64 pagesA La Dc3a9couverte Des Mc3a9tiers Des TPLOUNDOU orthegaPas encore d'évaluation
- Lunette Realite ADocument49 pagesLunette Realite Ablandinette momoPas encore d'évaluation
- Présentation 1Document14 pagesPrésentation 1Baye DiopPas encore d'évaluation
- Memoire ALAKOUKO Abdou RaimiDocument152 pagesMemoire ALAKOUKO Abdou RaimiALAKOUKO100% (1)
- 32 - BSM - Béton en Site MaritimeDocument287 pages32 - BSM - Béton en Site MaritimebaudryPas encore d'évaluation
- Debut 3Document27 pagesDebut 3myvalentine999Pas encore d'évaluation
- Comportement Post Pic Du BétonDocument180 pagesComportement Post Pic Du BétonsalifsyPas encore d'évaluation
- Guide: D'utilisation Des Explosifs en Travaux PublicsDocument84 pagesGuide: D'utilisation Des Explosifs en Travaux PublicsJuly MwilambwePas encore d'évaluation
- Etude Technique Et Conception - LAFRIA Mustapha - 2057Document95 pagesEtude Technique Et Conception - LAFRIA Mustapha - 2057Refka KaabiPas encore d'évaluation
- Version FinaleDocument156 pagesVersion FinaleIveco Anderson ELPas encore d'évaluation
- CT T44 PDFDocument138 pagesCT T44 PDFMargaretPas encore d'évaluation
- MELLAL AboubakrDocument78 pagesMELLAL Aboubakrmiliodasmissaoui9Pas encore d'évaluation
- CV NzengwaDocument3 pagesCV NzengwaErmant signingPas encore d'évaluation
- Etude de Faisabilité D'une Unité de Fabrication de Pylônes Et Charpentes Métalliques - DABIRE Nambounon EricDocument117 pagesEtude de Faisabilité D'une Unité de Fabrication de Pylônes Et Charpentes Métalliques - DABIRE Nambounon EricOthmane MoubarikPas encore d'évaluation
- Projet - Conception Et Etudes Techniques Des Ponts.2023Document44 pagesProjet - Conception Et Etudes Techniques Des Ponts.2023Abdul Bashir GuiraPas encore d'évaluation
- PFEDocument44 pagesPFEAbdelmounaim BahidaPas encore d'évaluation
- andriamasiarimananaMandaheryTJB ESPA Lic 15Document70 pagesandriamasiarimananaMandaheryTJB ESPA Lic 15Tantely RASOLONJATOVOPas encore d'évaluation
- Mémoire DJOSSOU Nougnon Berthelot - CompressedDocument150 pagesMémoire DJOSSOU Nougnon Berthelot - CompressedBilaal Djaneye BoundjouPas encore d'évaluation
- Etude Structurale de Deux AmphithéâtresDocument183 pagesEtude Structurale de Deux Amphithéâtresbechir hammadiPas encore d'évaluation
- 2010 Limo 4052Document266 pages2010 Limo 4052Ayoub SouidiPas encore d'évaluation
- Memoire de Fin D'étudeDocument226 pagesMemoire de Fin D'étudeGhisPas encore d'évaluation
- Conception Et Dimensionnement D'une Rouleuse À Quatre RouleauxDocument180 pagesConception Et Dimensionnement D'une Rouleuse À Quatre Rouleauxwilfried100% (2)
- BAMIZI GuillaumeDocument225 pagesBAMIZI GuillaumeAhmed Leni100% (1)
- RAPPORT de Stage BtsDocument48 pagesRAPPORT de Stage BtsJosué Ndam100% (6)
- Sodapdf Processed Etude Technique D'un Batiment r3Document127 pagesSodapdf Processed Etude Technique D'un Batiment r3mansouri ahlamPas encore d'évaluation
- Rapport de StageDocument61 pagesRapport de Stagedramane boroPas encore d'évaluation
- Master Academique: Etude Technique D'Un Batiment R+10 Avec Une Mezzanine Et 2 Sous SolsDocument132 pagesMaster Academique: Etude Technique D'Un Batiment R+10 Avec Une Mezzanine Et 2 Sous SolsAbdou DetroitPas encore d'évaluation
- Conception D'Un Séchoir Tunnel Pour Les Graines de CotonDocument67 pagesConception D'Un Séchoir Tunnel Pour Les Graines de CotonPOLYCAPE MAYOUKPas encore d'évaluation
- Béton Translucide: Comment voir à travers les murs ? Utilisation de nano-optiques et mélange de béton fin et de fibres optiques pour l'éclairage de jour comme de nuitD'EverandBéton Translucide: Comment voir à travers les murs ? Utilisation de nano-optiques et mélange de béton fin et de fibres optiques pour l'éclairage de jour comme de nuitPas encore d'évaluation
- EndommagementDocument8 pagesEndommagementBaghli houdaPas encore d'évaluation
- Cours FlexionDocument53 pagesCours FlexionIsmail Hmdani100% (1)
- Plaques Et Coques - Efforts IntDocument8 pagesPlaques Et Coques - Efforts IntMartinPas encore d'évaluation
- Calculs de Poids Des Drillcollar de ForageDocument21 pagesCalculs de Poids Des Drillcollar de ForageFarah Azz100% (1)
- TP 02 Essai ŒdométriqueDocument10 pagesTP 02 Essai ŒdométriqueAbdeldjalil BenslimanePas encore d'évaluation
- Memoire Online - Dimensionnement Routier Au Sénégal, Quelles Perspectives - Adama DIONEDocument44 pagesMemoire Online - Dimensionnement Routier Au Sénégal, Quelles Perspectives - Adama DIONEChristian100% (1)
- 133 Poinconnement DimensDocument4 pages133 Poinconnement DimensAndrianirina OnjaniainaPas encore d'évaluation
- Modélisation D'une Pièce-Yasmine-Modéle 3D-1Document10 pagesModélisation D'une Pièce-Yasmine-Modéle 3D-1Yasmine HammamiPas encore d'évaluation
- Chapitre 5Document2 pagesChapitre 5Belal FaridPas encore d'évaluation
- Essai de CisaillementDocument8 pagesEssai de CisaillementISMAIL EL KHADDARPas encore d'évaluation
- TP5 FlambementDocument18 pagesTP5 FlambementLara SilvaPas encore d'évaluation
- Chapitre I 2Document18 pagesChapitre I 2yassine lahninPas encore d'évaluation
- Cours de Sismologie Grenoble PDFDocument50 pagesCours de Sismologie Grenoble PDFhassan bachuPas encore d'évaluation
- Chapitre 2 Caracteristiques Du Beton PDFDocument18 pagesChapitre 2 Caracteristiques Du Beton PDFZineNBAPas encore d'évaluation
- ISILF15 P 175 EcamDocument25 pagesISILF15 P 175 EcamjohnautodidactePas encore d'évaluation
- Extrait 42501210Document106 pagesExtrait 42501210Ahmed MabroukPas encore d'évaluation
- T.P RDM DKRKMN-9Document8 pagesT.P RDM DKRKMN-9Dkr KmnPas encore d'évaluation
- Bouchbout Safa f1Document160 pagesBouchbout Safa f1bellahcene djamelPas encore d'évaluation
- Poutre en T-Flexion Simple Section ELUDocument1 pagePoutre en T-Flexion Simple Section ELUSHAMI KHALILPas encore d'évaluation
- TD 01Document6 pagesTD 01Ibrahim Tyga OuédaogoPas encore d'évaluation
- TP de TractionDocument9 pagesTP de TractionHatem HamekPas encore d'évaluation
- DDS-S3-revisions-1A-GMP-Bordeaux RDMDocument27 pagesDDS-S3-revisions-1A-GMP-Bordeaux RDMCire BestPas encore d'évaluation
- Transmission de Puissance Par Accouplements Permanents PDFDocument18 pagesTransmission de Puissance Par Accouplements Permanents PDFAbdelkhalek SaidiPas encore d'évaluation
- Bon1 PDFDocument107 pagesBon1 PDFDilane GhomsiPas encore d'évaluation
- 5-Instabilités Élastiques CoursDocument63 pages5-Instabilités Élastiques CoursNORA EL HAIMERPas encore d'évaluation
- Note de Calcul TribuneDocument88 pagesNote de Calcul TribuneOussama AMARIPas encore d'évaluation
- Moment de Torsion Rectangle PleinDocument10 pagesMoment de Torsion Rectangle PleinphilPas encore d'évaluation
- Comprtement Non LinDocument114 pagesComprtement Non LinFadwa El KhouPas encore d'évaluation
- Fondationslongrinevoile PériphériquesDocument23 pagesFondationslongrinevoile PériphériquesDidaDido100% (1)
- 6202Document53 pages6202MohamedAmineDabachiPas encore d'évaluation