Vous aimerez peut-être aussi
- Ind C Pour Var F5Document26 pagesInd C Pour Var F5marc.pinardPas encore d'évaluation
- S2 Labo Flacon ST 2022PDocument7 pagesS2 Labo Flacon ST 2022PFarjallah MariamPas encore d'évaluation
- DSN3 3Sct-22-23 DTDocument6 pagesDSN3 3Sct-22-23 DTlabossefPas encore d'évaluation
- Cab LageDocument4 pagesCab LageSuma YàPas encore d'évaluation
- TP S3-2InterventionDocument14 pagesTP S3-2InterventionPhilippe MortPas encore d'évaluation
- 18 TDs GEMMADocument47 pages18 TDs GEMMAPréscillia LombardPas encore d'évaluation
- Boschrexroth VT DFP FRDocument16 pagesBoschrexroth VT DFP FRMustapha AlaouiPas encore d'évaluation
- TD2 Gemma PDFDocument3 pagesTD2 Gemma PDFyousef ouasfia100% (1)
- LevageDocument14 pagesLevagemotatata231Pas encore d'évaluation
- 532 - Maestro 320 À 330 Série BDocument61 pages532 - Maestro 320 À 330 Série BBrahim Achmegmeg100% (1)
- 9368 Bts Cpi U4 2017Document28 pages9368 Bts Cpi U4 2017Nana Vladimid Ronald TATMENPas encore d'évaluation
- Essai - Plaque Remblai Derrière BatimentDocument1 pageEssai - Plaque Remblai Derrière BatimentmichaelPas encore d'évaluation
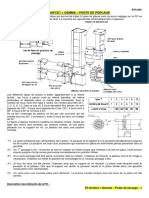
- 12-TD G7 + GEMMA Poste de PerçageDocument3 pages12-TD G7 + GEMMA Poste de PerçageursulaahoulahouPas encore d'évaluation
- Devoir Corrigé de Contrôle N°2 - Génie Mécanique Système de Conditionnement Des Boites - 3ème Technique (2013-2014) MR Ben Abdallah MarouanDocument14 pagesDevoir Corrigé de Contrôle N°2 - Génie Mécanique Système de Conditionnement Des Boites - 3ème Technique (2013-2014) MR Ben Abdallah MarouanMohamed SaifPas encore d'évaluation
- LAEER RappelDocument7 pagesLAEER Rappelhamdi AbdillahiPas encore d'évaluation
- Formation Isis 25 10 2010Document95 pagesFormation Isis 25 10 2010samourai93Pas encore d'évaluation
- 04 - 009 05 FRDocument2 pages04 - 009 05 FRHAMOUM LounisPas encore d'évaluation
- Premier Contact Avec L'ec 155 BDocument4 pagesPremier Contact Avec L'ec 155 BPédro GONZALEZPas encore d'évaluation
- LAEER Rappel 1Document8 pagesLAEER Rappel 1Mhamoud AbdiPas encore d'évaluation
- Examen3+Solution Installation Électrique en AutomatiqueDocument9 pagesExamen3+Solution Installation Électrique en AutomatiqueSARRPas encore d'évaluation
- Etude de La Commande PerceuseDocument5 pagesEtude de La Commande PerceuseJUK SPELPas encore d'évaluation
- Notice Technique CONTROLVENT IJDocument10 pagesNotice Technique CONTROLVENT IJmoudlim100% (1)
- Evolutions Boites Super H Commande Volant Serie V1 FRDocument22 pagesEvolutions Boites Super H Commande Volant Serie V1 FRAdrien De FariaPas encore d'évaluation
- Examen Uc68hc11-2020-2021 - CMI - EME - VFDocument2 pagesExamen Uc68hc11-2020-2021 - CMI - EME - VFIkram El JamaiPas encore d'évaluation
- FR 240215 100800 ME 3PTBHcDocument4 pagesFR 240215 100800 ME 3PTBHcAlfredho ShactarPas encore d'évaluation
- Transmission PowershiftDocument46 pagesTransmission PowershiftJuju100% (1)
- DTDocument6 pagesDTAnonymous ljWszRodq71% (7)
- 1616054016bosch Rexroth 4ws e 2e Valvola Valve rf29583Document20 pages1616054016bosch Rexroth 4ws e 2e Valvola Valve rf29583guevbaPas encore d'évaluation
- TP4 2 Structure Dune Po22 ElecDocument7 pagesTP4 2 Structure Dune Po22 Eleckakashihaku59Pas encore d'évaluation
- Manuel Utilisateur WWC T1Document12 pagesManuel Utilisateur WWC T1Said FAKHREDDINE100% (2)
- 3.circuit Pilotage ClassicDocument12 pages3.circuit Pilotage ClassicChakroune100% (1)
- Sujets Exam AutoDocument3 pagesSujets Exam AutoFth WalterPas encore d'évaluation
- Situation Des Ot 26-10-2024Document68 pagesSituation Des Ot 26-10-2024Tarik SniperPas encore d'évaluation
- FC 202 EA 20140417 BF Pompe Régul de Niveau PID Inverse Capt 0 - 10m 4 - 20ma VeilleDocument11 pagesFC 202 EA 20140417 BF Pompe Régul de Niveau PID Inverse Capt 0 - 10m 4 - 20ma VeilleHamza AHMED SAADIPas encore d'évaluation
- COMPTE RENDU TP PneumatiqueDocument5 pagesCOMPTE RENDU TP Pneumatiqueهاني ميساويPas encore d'évaluation
- Application 3 Perceuse SensitiveDocument2 pagesApplication 3 Perceuse SensitiveISMAIL ABOUESAADPas encore d'évaluation
- KSB Movitec PDFDocument68 pagesKSB Movitec PDFmimoon1Pas encore d'évaluation
- Bva HidroconvertiseurDocument15 pagesBva Hidroconvertiseurmihai_1957Pas encore d'évaluation
- 04 - 009 05 FRDocument2 pages04 - 009 05 FRSilviuPas encore d'évaluation
- BVA EleveDocument7 pagesBVA Eleveayman akhouadPas encore d'évaluation
- Dimensionnement D Un Systeme D Entrainement EleveDocument11 pagesDimensionnement D Un Systeme D Entrainement EleveIkeoPas encore d'évaluation
- Extrait Catalogue SchneiderDocument138 pagesExtrait Catalogue Schneiderkoffi gerardPas encore d'évaluation
- Grafcets Dosage CompletDocument12 pagesGrafcets Dosage Completsebjcb65Pas encore d'évaluation
- Nouveau !: ProvisoireDocument16 pagesNouveau !: Provisoiretarek bourebaiaPas encore d'évaluation
- Le Grafcet ExemplesDocument4 pagesLe Grafcet ExemplesJawher Salem100% (1)
- Mémento de Réparation Automobile: À L'usage Des Experts Et Techniciens en AutomobileDocument12 pagesMémento de Réparation Automobile: À L'usage Des Experts Et Techniciens en Automobiletoni13021302Pas encore d'évaluation
- Miller TP74Document41 pagesMiller TP74Mohamed KACEMPas encore d'évaluation
- Equi Serie6Document7 pagesEqui Serie6Aurelien BourgoisPas encore d'évaluation
- Devoir 1 EST-1Document6 pagesDevoir 1 EST-1josias zinsouPas encore d'évaluation
- E52 - 10 - 23 - 191206 VFDocument14 pagesE52 - 10 - 23 - 191206 VFf.lopesPas encore d'évaluation
- 8848 Ave4scp Dossier RcponsesDocument9 pages8848 Ave4scp Dossier RcponsesMahrez Zaafouri0% (1)
- Manual NDJ6Document2 pagesManual NDJ6Apps Programas Y JuegosPas encore d'évaluation
- FLUIDSIMDocument7 pagesFLUIDSIMWassim BhaPas encore d'évaluation
- Bek3 User FRDocument13 pagesBek3 User FRAOUAR SofianePas encore d'évaluation
- ProjetDocument10 pagesProjetthekrumpPas encore d'évaluation
- R944C ProtocoleDocument8 pagesR944C ProtocoleNacer NacerPas encore d'évaluation
- Dossier Tech Dev14Document5 pagesDossier Tech Dev14Nejib JallouliPas encore d'évaluation
- PB1 PerceuseDocument3 pagesPB1 Perceusemezzi houssemPas encore d'évaluation
- Gestion Et Pilotage de La Production: Fiche 30Document3 pagesGestion Et Pilotage de La Production: Fiche 30ejjamlimadihaPas encore d'évaluation
- Chapitre 1 Introduction Aux Systemes deDocument36 pagesChapitre 1 Introduction Aux Systemes deejjamlimadihaPas encore d'évaluation
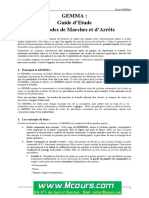
- GEMMA Guide D Etude Des Modes de Marches Et D ArretsDocument31 pagesGEMMA Guide D Etude Des Modes de Marches Et D ArretsmounaPas encore d'évaluation
- TP Station de Usinage Version 2023Document2 pagesTP Station de Usinage Version 2023ejjamlimadihaPas encore d'évaluation
- TP Station de Usinage Version 2023Document2 pagesTP Station de Usinage Version 2023ejjamlimadihaPas encore d'évaluation
- Cours de Fiscalitã© Internationale 2022 2023 PDFDocument164 pagesCours de Fiscalitã© Internationale 2022 2023 PDFSirine JabesPas encore d'évaluation
- Chapitre 7 Les Couts LogistiquesDocument2 pagesChapitre 7 Les Couts LogistiquesMohamedPas encore d'évaluation
- Le Chauffage Par InductionDocument4 pagesLe Chauffage Par InductionboboPas encore d'évaluation
- VALEO - Ignition Spare Parts 2007 PDFDocument636 pagesVALEO - Ignition Spare Parts 2007 PDFgeorge_scala100% (1)
- Gestion Des RDV - Cahier de ChargeDocument4 pagesGestion Des RDV - Cahier de ChargeAdalou NIAONEPas encore d'évaluation
- L'entreprise Les Relations Entre Propriétaires Dirigeants Et Employés.Document4 pagesL'entreprise Les Relations Entre Propriétaires Dirigeants Et Employés.Francesca GermainPas encore d'évaluation
- 2020 Sustainable Agriculture Standard - Farm Requirements - Rainforest Alliance FRDocument91 pages2020 Sustainable Agriculture Standard - Farm Requirements - Rainforest Alliance FRkouame gerard kouamePas encore d'évaluation
- Cours Droit GOZZIDocument32 pagesCours Droit GOZZINicoleta BusuiocPas encore d'évaluation
- Raffinage Pétrolier - Principe, Fonctionnement, Acteurs Et RaffinerieDocument7 pagesRaffinage Pétrolier - Principe, Fonctionnement, Acteurs Et RaffinerieSamPas encore d'évaluation
- Druanti The Arch-Revenant: Liste de CadeauxDocument1 pageDruanti The Arch-Revenant: Liste de CadeauxAntoine ForitesPas encore d'évaluation
- Le Contrat de Transport International 2022Document10 pagesLe Contrat de Transport International 2022Amina ChiahiPas encore d'évaluation
- Note de Calcul NabDocument5 pagesNote de Calcul NabLyes AlgerianoPas encore d'évaluation
- Maymana ContenuDocument161 pagesMaymana ContenuMohammed ZizahPas encore d'évaluation
- VOTRE ORDINATEUR 03 1984-01-02 (Acme)Document92 pagesVOTRE ORDINATEUR 03 1984-01-02 (Acme)Taranis35Pas encore d'évaluation
- Résumé ImpedanceDocument7 pagesRésumé Impedancehelmi copy centerPas encore d'évaluation
- Organigramme Universite Bordeaux MontaigneDocument12 pagesOrganigramme Universite Bordeaux MontaigneingridguerreroocampoPas encore d'évaluation
- 0002 3 10.1generalitesDocument103 pages0002 3 10.1generalitesJason CruisePas encore d'évaluation
- Exercices Mtcna - Module 1 - V1Document9 pagesExercices Mtcna - Module 1 - V1Garry Moore100% (1)
- Cps MarchéDocument22 pagesCps Marchéyoussef benaniPas encore d'évaluation
- Parlons RH Barometre de L Experience Collaobrateur Edition 2021Document22 pagesParlons RH Barometre de L Experience Collaobrateur Edition 2021fatima elyaakoubiPas encore d'évaluation
- Guide EasyctnDocument13 pagesGuide EasyctnKossi Norbert LawadanPas encore d'évaluation
- Cat Moteurs BeDocument196 pagesCat Moteurs Benabil loutfi100% (1)
- Manuel de Vol C 150 PDFDocument43 pagesManuel de Vol C 150 PDFjmlezcanoPas encore d'évaluation
- MS311 MS391Document94 pagesMS311 MS391Bruno DenollePas encore d'évaluation
- Unitrac 92-102 FRDocument256 pagesUnitrac 92-102 FRjean talus100% (1)
- Formation Methode HaccpDocument111 pagesFormation Methode HaccpTIEBE SERGESPas encore d'évaluation
- Myfrenchbank Christophe CarreDocument1 pageMyfrenchbank Christophe CarreyomanhcPas encore d'évaluation
- Rapport 1Document13 pagesRapport 1Safwen BoufaidPas encore d'évaluation
- Alcatel CMDDocument11 pagesAlcatel CMDmobio jeanPas encore d'évaluation
- Ci Etec NigerDocument44 pagesCi Etec NigerSayabou MahamadouPas encore d'évaluation