Vous aimerez peut-être aussi
- Chapitre I Gestion D'entrepotDocument14 pagesChapitre I Gestion D'entrepotDuval Arnold Ngoyi NgokaliPas encore d'évaluation
- La LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmeD'EverandLa LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmePas encore d'évaluation
- Le MagasinDocument4 pagesLe MagasinTARIK BAGHATI100% (1)
- LA GESTION DE STOCK - WordDocument13 pagesLA GESTION DE STOCK - WordOumaima El MalloukiPas encore d'évaluation
- Gestion MagasinDocument49 pagesGestion Magasinmounir facebook100% (2)
- MCL Gestion Des EntrepotsDocument90 pagesMCL Gestion Des EntrepotsIkramPas encore d'évaluation
- Entrepôt Et Plateformes LogistiquesDocument40 pagesEntrepôt Et Plateformes Logistiquescharles langmia100% (1)
- L'entreposageDocument55 pagesL'entreposageKhadija ELPas encore d'évaluation
- Cours 2 La Gestion Des Stocks - 1Document33 pagesCours 2 La Gestion Des Stocks - 1chenPas encore d'évaluation
- Chapitre II Gestion Des ApprovisionnementsDocument4 pagesChapitre II Gestion Des ApprovisionnementsLouiza BentPas encore d'évaluation
- Gestiondesstocks 170526162454Document34 pagesGestiondesstocks 170526162454Meriem Bencheikh Mzali100% (1)
- Niveaux Des StocksDocument17 pagesNiveaux Des StocksSami AyadiPas encore d'évaluation
- Gestion de Stock Et Documents UtilisesDocument3 pagesGestion de Stock Et Documents UtilisesfathiaPas encore d'évaluation
- Suivi de Stock - CoursDocument22 pagesSuivi de Stock - CoursIharchainPas encore d'évaluation
- Partie 1 Gestion Des Stocks Et ApprovisionnementDocument62 pagesPartie 1 Gestion Des Stocks Et ApprovisionnementKhadi Eddou100% (1)
- Analyse D'un Stock: 1 Segmentation Par Les Utilisations Et Les Contraintes LogistiquesDocument4 pagesAnalyse D'un Stock: 1 Segmentation Par Les Utilisations Et Les Contraintes LogistiquesAnwar RajawiPas encore d'évaluation
- ApprovisionnementDocument10 pagesApprovisionnementabeidi makrem0% (1)
- Gestion de StockkkDocument72 pagesGestion de StockkkAymard DoleancePas encore d'évaluation
- Gestion StocksDocument20 pagesGestion Stocksreda_ahrizPas encore d'évaluation
- Cours D'adressageDocument3 pagesCours D'adressageDany Armand100% (2)
- Memoire PDFDocument51 pagesMemoire PDFAjmia BenammarPas encore d'évaluation
- EFF TSREL Principale Sept2020Document11 pagesEFF TSREL Principale Sept2020Fàdwä ElPas encore d'évaluation
- Ex1 Préparation de CommandeDocument6 pagesEx1 Préparation de CommandeSoufiane JaifiPas encore d'évaluation
- TD de Gestion D'Entrepot: 1500 X 38 20 16 65 1000 Y 44 22 27 2000 Z 31 55 1700 V 49 1800 WDocument6 pagesTD de Gestion D'Entrepot: 1500 X 38 20 16 65 1000 Y 44 22 27 2000 Z 31 55 1700 V 49 1800 WStephane DilibaPas encore d'évaluation
- Examen de Fin de Formation Tsrel 2015 Synthese Variante 1Document15 pagesExamen de Fin de Formation Tsrel 2015 Synthese Variante 1ayoub0% (1)
- Fonction Du StockDocument14 pagesFonction Du Stockfouad100% (1)
- Gestion Des StocksDocument7 pagesGestion Des StocksannibalPas encore d'évaluation
- La Fonction WMS: Gestion D'entrepôt Préparation de CommandeDocument49 pagesLa Fonction WMS: Gestion D'entrepôt Préparation de CommandeagguiniPas encore d'évaluation
- La Gestion de Production Et Des Approvisionnements .MR BOURAMDANEDocument33 pagesLa Gestion de Production Et Des Approvisionnements .MR BOURAMDANEYoussef El MasmoudiPas encore d'évaluation
- Distinguer Et Choisir Les Pictogrammes de ManutentionDocument4 pagesDistinguer Et Choisir Les Pictogrammes de Manutentionoutman31Pas encore d'évaluation
- Gestion Economique Des StocksDocument4 pagesGestion Economique Des Stockslabied3100% (1)
- Gestion Production Approvisionnements Tsge Agc TsgepdfDocument15 pagesGestion Production Approvisionnements Tsge Agc TsgepdfSouaouPas encore d'évaluation
- Formules de Gestion Des Stocks PDFDocument2 pagesFormules de Gestion Des Stocks PDFHassan TaoufikPas encore d'évaluation
- Les Méthodes de Valorisation Des StocksDocument3 pagesLes Méthodes de Valorisation Des Stockscapodelcapo67% (3)
- Exercice Indicateurs de Suivi de Stock EL MANJLI MOUNIMDocument5 pagesExercice Indicateurs de Suivi de Stock EL MANJLI MOUNIMHolaPas encore d'évaluation
- Avt & Inc Du StockDocument3 pagesAvt & Inc Du StockI'malookIubePas encore d'évaluation
- ArifDocument16 pagesArifenissay iduoizPas encore d'évaluation
- Une Bonne Gestion Des Stocks Est Indispensable Pour Assurer La Pérennité de Votre EntrepriseDocument5 pagesUne Bonne Gestion Des Stocks Est Indispensable Pour Assurer La Pérennité de Votre Entreprisealex appiaPas encore d'évaluation
- 5396f6248bccf PDFDocument19 pages5396f6248bccf PDFSami Manwile100% (2)
- Rapport Ro 1819Document25 pagesRapport Ro 1819Ikram ElPas encore d'évaluation
- Approvisionnement Et StockDocument14 pagesApprovisionnement Et StockOumar HertossiPas encore d'évaluation
- Le Stock MinimumDocument2 pagesLe Stock MinimumKhaled LaichePas encore d'évaluation
- Brevet de Technicien Supérieur (BTS) Gestion Logistique Et Transport (GLT)Document43 pagesBrevet de Technicien Supérieur (BTS) Gestion Logistique Et Transport (GLT)Dany ArmandPas encore d'évaluation
- 2a Tsrel Synthèse1 v2Document18 pages2a Tsrel Synthèse1 v2EL KHAMLICHI IMAD EDDIN100% (1)
- Cours Approvisionnement Et Gestion de StockDocument71 pagesCours Approvisionnement Et Gestion de Stockjky impPas encore d'évaluation
- Gestion Des Entrepôts - Cours-ConvertiDocument159 pagesGestion Des Entrepôts - Cours-ConvertiKAOUTAR FAKHMIPas encore d'évaluation
- Entreposage Intro 14Document47 pagesEntreposage Intro 14Harry Davi100% (1)
- Rattrapage de Logistique Et AchatsDocument2 pagesRattrapage de Logistique Et AchatsPaul Essong100% (1)
- Le Stock de SecuriteDocument4 pagesLe Stock de SecuriteMed Amine RifiPas encore d'évaluation
- Cours 1 ApprovisionnementsDocument7 pagesCours 1 Approvisionnementsfouad talbaPas encore d'évaluation
- Audit Gestion de StockDocument23 pagesAudit Gestion de StockLamiaa ThailiPas encore d'évaluation
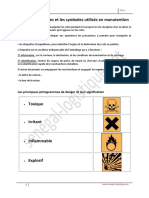
- Les Pictogrammes Et Les Symboles Utilisés en ManutentionDocument3 pagesLes Pictogrammes Et Les Symboles Utilisés en ManutentionAissatou BoyePas encore d'évaluation
- 08 La Gestion de L'entreposageDocument29 pages08 La Gestion de L'entreposageidehmane rachidPas encore d'évaluation
- Corrige Bac Logistique Sujet 0 No1Document10 pagesCorrige Bac Logistique Sujet 0 No1farah babaPas encore d'évaluation
- Méthode de Gestion Des stocks-GME-5 - 2021-2022Document23 pagesMéthode de Gestion Des stocks-GME-5 - 2021-2022Dopamo100% (1)
- Les Méthodes de Gestion Des Stocks Et D'approvisionnementDocument8 pagesLes Méthodes de Gestion Des Stocks Et D'approvisionnementSoukaina EL Baz100% (1)
- Bac Pro Logistique 2015 Antilles Sujet PHEDocument13 pagesBac Pro Logistique 2015 Antilles Sujet PHENassim OumaouchePas encore d'évaluation
- ABC Et WilsonDocument18 pagesABC Et WilsonAllache Abderrahman100% (1)
- TP LogistiqueDocument22 pagesTP LogistiqueMohamed TaroufPas encore d'évaluation
- Cours de Contrôle de Gestion TATSIDocument29 pagesCours de Contrôle de Gestion TATSIngock isom herve danielPas encore d'évaluation
- Analyse Fin LiceDocument48 pagesAnalyse Fin Licengock isom herve danielPas encore d'évaluation
- Assurances TransportDocument17 pagesAssurances Transportngock isom herve danielPas encore d'évaluation
- Cours D'assurance Des MarchDocument22 pagesCours D'assurance Des Marchngock isom herve danielPas encore d'évaluation
- Expose de Communication 3Document16 pagesExpose de Communication 3ngock isom herve danielPas encore d'évaluation
- Analyse de La Valeur Et Maintenance PréventiveDocument40 pagesAnalyse de La Valeur Et Maintenance Préventivengock isom herve danielPas encore d'évaluation
- Exercice Tableaux Croisés DynamiquesDocument52 pagesExercice Tableaux Croisés Dynamiquesngock isom herve danielPas encore d'évaluation
- Développement 2-1Document18 pagesDéveloppement 2-1ngock isom herve danielPas encore d'évaluation
- Amelioration de La Gestion de Stocks Dans Une Entreprise CommecialeDocument38 pagesAmelioration de La Gestion de Stocks Dans Une Entreprise Commecialengock isom herve danielPas encore d'évaluation
- 0 PDFDocument3 pages0 PDFДжалала ХілаліPas encore d'évaluation
- TD N°3 S.AlimentairesDocument45 pagesTD N°3 S.AlimentairesSagacious IvejutenPas encore d'évaluation
- Guide D Accompagnement - Le Petit PoucetDocument15 pagesGuide D Accompagnement - Le Petit Poucetآلبرت خلیلPas encore d'évaluation
- Lettre de Motivation NACHAT OssamaDocument1 pageLettre de Motivation NACHAT OssamaOssama NachatPas encore d'évaluation
- Guide RDocument797 pagesGuide RKamel KamelPas encore d'évaluation
- Normes Comptables InternationalesDocument10 pagesNormes Comptables InternationalesAbdou Diatta100% (1)
- Rapport PFE VFDocument82 pagesRapport PFE VFrarzi12100% (1)
- Les Pratiques Funéraires Néolithiques Avant 3500 Av J-C en France Et Dans Les Régions LimitrophesDocument310 pagesLes Pratiques Funéraires Néolithiques Avant 3500 Av J-C en France Et Dans Les Régions LimitrophesGerardo Gómez RuizPas encore d'évaluation
- Liste Principale Des Candidats Admis Au Concours D'accès Au Master GMPMDocument1 pageListe Principale Des Candidats Admis Au Concours D'accès Au Master GMPMOutmane KachachPas encore d'évaluation
- Bvah 52Document109 pagesBvah 52Harold de MoffartsPas encore d'évaluation
- Marketing Comportement Consommateur DistributionDocument83 pagesMarketing Comportement Consommateur Distributionnguyen100% (2)
- Chapitre 2 Integration NumériqueDocument18 pagesChapitre 2 Integration NumériqueSarah BardiPas encore d'évaluation
- Presentation SoutenanceDocument25 pagesPresentation Soutenancemorris DUKULYPas encore d'évaluation
- Dell Emc Poweredge r650xs Technical Guide FRDocument61 pagesDell Emc Poweredge r650xs Technical Guide FRImen Makhlouf Ben AyedPas encore d'évaluation
- Bilan Hydrique Des Sols Et Recharge de La Nappe Profonde de La Plaine Du Gharb (Maroc) PDFDocument7 pagesBilan Hydrique Des Sols Et Recharge de La Nappe Profonde de La Plaine Du Gharb (Maroc) PDFBck RymPas encore d'évaluation
- CGV SANIFER-Juillet 2022Document5 pagesCGV SANIFER-Juillet 2022Cyanno Michael RANDRIAMIADANARISOAPas encore d'évaluation
- Assainissement Lit Filtrant (SOTRALENTZ) Fiche-UtilisateurPLASTEPURDocument64 pagesAssainissement Lit Filtrant (SOTRALENTZ) Fiche-UtilisateurPLASTEPURValcenyPas encore d'évaluation
- Corrigé Oulala A1 - Association FPADocument16 pagesCorrigé Oulala A1 - Association FPAespoirPas encore d'évaluation
- Chap 1Document53 pagesChap 1hamid kamalPas encore d'évaluation
- Eolienne CorrigeDocument6 pagesEolienne CorrigeJad AyaPas encore d'évaluation
- Exercice Compta KchiriDocument9 pagesExercice Compta KchiriTàHàà ZRPas encore d'évaluation
- Firestone (Kygo)Document3 pagesFirestone (Kygo)bengt_berglundPas encore d'évaluation
- Exposé Durée Du Travail KASSOU FinalDocument27 pagesExposé Durée Du Travail KASSOU FinalAya BaroudiPas encore d'évaluation
- Liste Dépicerie VégétarienneDocument2 pagesListe Dépicerie Végétariennesandrinemode100% (1)
- Série N°4 Gestion Comptable Des Stocks Bac 2022-2023Document4 pagesSérie N°4 Gestion Comptable Des Stocks Bac 2022-2023maaloulfarah8Pas encore d'évaluation
- 07 Exos Prod Scalaire Geo RepereeDocument10 pages07 Exos Prod Scalaire Geo RepereeVitaliy BushuevPas encore d'évaluation
- EN 1090-2 01-07-2010 Cle783afcDocument20 pagesEN 1090-2 01-07-2010 Cle783afcfontainePas encore d'évaluation
- Cloud ComputingDocument25 pagesCloud ComputinghalimPas encore d'évaluation
- Memoire FirewallDocument97 pagesMemoire FirewallLou LoulouPas encore d'évaluation
- 14 Systeme Éducatif Algérien PDFDocument19 pages14 Systeme Éducatif Algérien PDFZeyneb Enseignante0% (1)
- Comment transformer 5000€ en un millionD'EverandComment transformer 5000€ en un millionÉvaluation : 2 sur 5 étoiles2/5 (1)
- La comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreD'EverandLa comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreÉvaluation : 2 sur 5 étoiles2/5 (1)
- Investir pour les débutants - Démarrer en 10 étapes facilesD'EverandInvestir pour les débutants - Démarrer en 10 étapes facilesÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.D'EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Évaluation : 3.5 sur 5 étoiles3.5/5 (6)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- Le Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiD'EverandLe Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiÉvaluation : 5 sur 5 étoiles5/5 (1)
- 7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueD'Everand7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsD'EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Guide OCDE-FAO pour des filières agricoles responsablesD'EverandGuide OCDE-FAO pour des filières agricoles responsablesPas encore d'évaluation
- Gestion de projet : outils pour la vie quotidienneD'EverandGestion de projet : outils pour la vie quotidienneÉvaluation : 5 sur 5 étoiles5/5 (2)
- Marketing: Guide Pour Gagner De L'argent En Ligne Avec Les Réseaux SociauxD'EverandMarketing: Guide Pour Gagner De L'argent En Ligne Avec Les Réseaux SociauxPas encore d'évaluation
- Le trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsD'EverandLe trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Comment trader dans un range: Négociez sur le marché le plus intéressant du mondeD'EverandComment trader dans un range: Négociez sur le marché le plus intéressant du mondeÉvaluation : 5 sur 5 étoiles5/5 (1)
- Options Binaires: Étapes par étapes guide pour gagner de l'argent à partir du trading l'indice de Volatilite.D'EverandOptions Binaires: Étapes par étapes guide pour gagner de l'argent à partir du trading l'indice de Volatilite.Évaluation : 5 sur 5 étoiles5/5 (1)
- La stratégie commerciale en boulangerie pâtisserieD'EverandLa stratégie commerciale en boulangerie pâtisserieÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Ce que vos commerciaux ne font pas et qui vous coûte des millionsD'EverandCe que vos commerciaux ne font pas et qui vous coûte des millionsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Direction, Alignment, Commitment: Achieving Better Results Through Leadership, First Edition (French)D'EverandDirection, Alignment, Commitment: Achieving Better Results Through Leadership, First Edition (French)Pas encore d'évaluation
- Si tu n’es pas le premier, tu es le dernier: Stratégies de vente pour dominer votre marché et devancer vos concurrentsD'EverandSi tu n’es pas le premier, tu es le dernier: Stratégies de vente pour dominer votre marché et devancer vos concurrentsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- Le Scalping est Amusant! 2: Partie 2: Exemples pratiquesD'EverandLe Scalping est Amusant! 2: Partie 2: Exemples pratiquesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le jardin des vertueux: Riyad al-SalihinD'EverandLe jardin des vertueux: Riyad al-SalihinÉvaluation : 5 sur 5 étoiles5/5 (1)
- La psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsD'EverandLa psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsPas encore d'évaluation
- Agripreneuriat en Afrique: Histoires d'inspirationD'EverandAgripreneuriat en Afrique: Histoires d'inspirationPas encore d'évaluation