Vous aimerez peut-être aussi
- Analyse D'un Stock: 1 Segmentation Par Les Utilisations Et Les Contraintes LogistiquesDocument4 pagesAnalyse D'un Stock: 1 Segmentation Par Les Utilisations Et Les Contraintes LogistiquesAnwar RajawiPas encore d'évaluation
- ABC Et WilsonDocument18 pagesABC Et WilsonAllache Abderrahman100% (1)
- Chapitre V La Classification Des Stocks (Loi Des ABC Et Loi de PARETO)Document10 pagesChapitre V La Classification Des Stocks (Loi Des ABC Et Loi de PARETO)AG DEV100% (1)
- Examen Renouvellement de La CommandeDocument1 pageExamen Renouvellement de La CommandeKhaled LaichePas encore d'évaluation
- Gestion Des Approvisionnements PDFDocument22 pagesGestion Des Approvisionnements PDFAbdèlàzizPas encore d'évaluation
- Le CadencierDocument2 pagesLe CadencierCharlene Chabary100% (2)
- Eff 2021 V2Document14 pagesEff 2021 V2mohamed zaidiPas encore d'évaluation
- WilsonDocument4 pagesWilsonsouloh omarPas encore d'évaluation
- Gestiondesstocks 170526162454Document34 pagesGestiondesstocks 170526162454Meriem Bencheikh Mzali100% (1)
- EFF TSREL Principale Sept2020Document11 pagesEFF TSREL Principale Sept2020Fàdwä ElPas encore d'évaluation
- Présentation1exercice Stock OptimiseDocument21 pagesPrésentation1exercice Stock OptimisekorobadePas encore d'évaluation
- Les Méthodes de Valorisation Des StocksDocument3 pagesLes Méthodes de Valorisation Des Stockscapodelcapo67% (3)
- Fiche Sur La Gestion Comptable Des StocksDocument5 pagesFiche Sur La Gestion Comptable Des StocksArfaoui KhadijaPas encore d'évaluation
- Corr Dossier 1 Et 2Document4 pagesCorr Dossier 1 Et 2IkramPas encore d'évaluation
- Gestion Des StocksDocument7 pagesGestion Des StocksIsmail AslPas encore d'évaluation
- GP40 - Gestion de Production Et Des Stocks Examen Final - Printemps 2010Document1 pageGP40 - Gestion de Production Et Des Stocks Examen Final - Printemps 2010abdo tmPas encore d'évaluation
- TD de Gestion D'Entrepot: 1500 X 38 20 16 65 1000 Y 44 22 27 2000 Z 31 55 1700 V 49 1800 WDocument6 pagesTD de Gestion D'Entrepot: 1500 X 38 20 16 65 1000 Y 44 22 27 2000 Z 31 55 1700 V 49 1800 WStephane DilibaPas encore d'évaluation
- CHAPITRE-21 Regularisation Comptes de TresorerieDocument9 pagesCHAPITRE-21 Regularisation Comptes de TresorerieMustapha FriGui100% (1)
- Application Sur La Gestion Economique Des StocksDocument23 pagesApplication Sur La Gestion Economique Des StockslesagePas encore d'évaluation
- Exercice Indicateurs de Suivi de Stock EL MANJLI MOUNIMDocument5 pagesExercice Indicateurs de Suivi de Stock EL MANJLI MOUNIMHolaPas encore d'évaluation
- Cours Gestion Entrepôt SymbioseDocument41 pagesCours Gestion Entrepôt Symbiosengock isom herve danielPas encore d'évaluation
- E Learning Du 11 Octobre 2022Document4 pagesE Learning Du 11 Octobre 2022Mélissa HslPas encore d'évaluation
- Baccalauréat Professionnel Logistique E2: Épreuve D'étude de Situations Professionnelles Unité: E2Document21 pagesBaccalauréat Professionnel Logistique E2: Épreuve D'étude de Situations Professionnelles Unité: E2Nedim UnluPas encore d'évaluation
- Corrigserie 010208 Lescotslogistiques 1Document6 pagesCorrigserie 010208 Lescotslogistiques 1Sidiki CamaraPas encore d'évaluation
- Niveaux Des StocksDocument17 pagesNiveaux Des StocksSami AyadiPas encore d'évaluation
- Introduction GeneraleDocument4 pagesIntroduction GeneraleAmadou CoulibalyPas encore d'évaluation
- Exercice Corrigé Sur Les Méthodes D'évaluation Des StocksDocument6 pagesExercice Corrigé Sur Les Méthodes D'évaluation Des StocksSalma GhosnPas encore d'évaluation
- (Corrig - 351 Dossier Isa Niveaux de StockDocument6 pages(Corrig - 351 Dossier Isa Niveaux de Stockqzm74lPas encore d'évaluation
- Exercice - Approvisionnement 2Document5 pagesExercice - Approvisionnement 2Youssef OukhaliPas encore d'évaluation
- LA GESTION DE STOCK - WordDocument13 pagesLA GESTION DE STOCK - WordOumaima El MalloukiPas encore d'évaluation
- TD EntrepotsDocument17 pagesTD EntrepotsLeonel NebouPas encore d'évaluation
- Gestion StocksDocument20 pagesGestion Stocksreda_ahrizPas encore d'évaluation
- Cours ENCGC - Rhihil - GP - 2021 - Chap32 - G Stocks - WilsonDocument6 pagesCours ENCGC - Rhihil - GP - 2021 - Chap32 - G Stocks - Wilsonzaki zakiPas encore d'évaluation
- 14 2A TS EFF Synthése Principale V2 CorrigéDocument17 pages14 2A TS EFF Synthése Principale V2 CorrigéEL KHAMLICHI IMAD EDDINPas encore d'évaluation
- Module 2 Gestion Budgetaire PDFDocument135 pagesModule 2 Gestion Budgetaire PDFMamadou DiaPas encore d'évaluation
- MCL Gestion Des EntrepotsDocument90 pagesMCL Gestion Des EntrepotsIkramPas encore d'évaluation
- Stockage VerticalDocument12 pagesStockage VerticalAli Mohamed KonéPas encore d'évaluation
- Gestion Des Entrepôts - Cours-ConvertiDocument159 pagesGestion Des Entrepôts - Cours-ConvertiKAOUTAR FAKHMIPas encore d'évaluation
- Correction Sujet 2 Gestion Des Prestations Logis BTS GLTDocument6 pagesCorrection Sujet 2 Gestion Des Prestations Logis BTS GLTtchankou nyamsiPas encore d'évaluation
- Gestion Des Stocks 2018Document38 pagesGestion Des Stocks 2018Alaa KaichiPas encore d'évaluation
- 1706 P-lgt2 Metroh Metro SujDocument17 pages1706 P-lgt2 Metroh Metro SujSidiki CamaraPas encore d'évaluation
- Méthode Des Plans TypeDocument20 pagesMéthode Des Plans Typenadouchka138Pas encore d'évaluation
- Cours Recomplètement Et Gestion À PT de CdeDocument61 pagesCours Recomplètement Et Gestion À PT de CdeAhmed AndolsiPas encore d'évaluation
- Les Couts CompletsDocument14 pagesLes Couts CompletsMoussaoui MohamedPas encore d'évaluation
- Le Stock MinimumDocument2 pagesLe Stock MinimumKhaled LaichePas encore d'évaluation
- TD1Gprod SP2Document2 pagesTD1Gprod SP2Anass CherrafiPas encore d'évaluation
- Inventaire Permanent Et Evaluation Des StocksDocument5 pagesInventaire Permanent Et Evaluation Des StockskouakouPas encore d'évaluation
- Gestion de La Chaine Logistique (EPS) 3Document6 pagesGestion de La Chaine Logistique (EPS) 3charles langmiaPas encore d'évaluation
- Gestion StocksDocument7 pagesGestion Stockschebili Mohamed aminePas encore d'évaluation
- 4-Gestion Physique Des StocksDocument18 pages4-Gestion Physique Des Stocksgarir youssef100% (1)
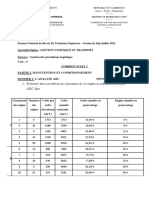
- Ofppt: Corrigé D'examen de Fin de Formation CDJ Session Juin 2013Document19 pagesOfppt: Corrigé D'examen de Fin de Formation CDJ Session Juin 2013Hajar El mhassaniPas encore d'évaluation
- Méthode Du BarycentreDocument9 pagesMéthode Du BarycentremohcinePas encore d'évaluation
- Chapitre I Gestion D'entrepotDocument14 pagesChapitre I Gestion D'entrepotDuval Arnold Ngoyi NgokaliPas encore d'évaluation
- ConvertiDocument4 pagesConvertiLu MichiPas encore d'évaluation
- STAPADISDocument28 pagesSTAPADISdont04Pas encore d'évaluation
- Memoire PDFDocument51 pagesMemoire PDFAjmia BenammarPas encore d'évaluation
- ENONCE 14 Et 15Document3 pagesENONCE 14 Et 15DouaePas encore d'évaluation
- TD Gestion Des StocksDocument3 pagesTD Gestion Des StocksYasser Lotfy100% (1)
- La LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmeD'EverandLa LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmePas encore d'évaluation
- Cas PratiquesDocument1 pageCas PratiqueschenPas encore d'évaluation
- Polycopié Applications Comptabilité Des SociétésDocument12 pagesPolycopié Applications Comptabilité Des SociétéschenPas encore d'évaluation
- 14 Distance - Equipe ClientsDocument1 page14 Distance - Equipe ClientschenPas encore d'évaluation
- Affiche Masque ObligatoireDocument1 pageAffiche Masque ObligatoirechenPas encore d'évaluation
- Qrcode TacsignalDocument13 pagesQrcode TacsignalchenPas encore d'évaluation
- Uniqloeu Label 90UQ3302722678Document3 pagesUniqloeu Label 90UQ3302722678chenPas encore d'évaluation
- Qrcode TacsignalDocument13 pagesQrcode TacsignalchenPas encore d'évaluation
- Uniqloeu Label 90UQ3302722678Document3 pagesUniqloeu Label 90UQ3302722678chenPas encore d'évaluation
- Ma - Cuisine - 2 - 500 - Recettes - (... ) Escoffier - Auguste - bpt6k1265511c (Glissé (E) S) 3Document10 pagesMa - Cuisine - 2 - 500 - Recettes - (... ) Escoffier - Auguste - bpt6k1265511c (Glissé (E) S) 3lucasPas encore d'évaluation
- Midi Plein Introduction A La Pensee Maconnique PDF PreviewDocument38 pagesMidi Plein Introduction A La Pensee Maconnique PDF PreviewMompoint HenockPas encore d'évaluation
- Guide GESIP 2008 01 EDD - Rev 2019 - Version Du 19 Juillet 2019 BSERRDocument118 pagesGuide GESIP 2008 01 EDD - Rev 2019 - Version Du 19 Juillet 2019 BSERRKais Messaoudi100% (1)
- Contrôle Microcontrôleur EHTP 2016 2017Document4 pagesContrôle Microcontrôleur EHTP 2016 2017simo mjidiPas encore d'évaluation
- Adaptation BiodynDocument92 pagesAdaptation BiodynAurélien DRICOTPas encore d'évaluation
- La Lumiere Et Sa PropagationDocument9 pagesLa Lumiere Et Sa Propagationraslenbouallegue12345Pas encore d'évaluation
- CV 1Document1 pageCV 1Asmaâ ZaâraouiPas encore d'évaluation
- Ix35 NoticeDocument440 pagesIx35 NoticeFodil ZouPas encore d'évaluation
- Classification TNMDocument3 pagesClassification TNMIngenieur AgroPas encore d'évaluation
- Plan D'appro Rev00Document5 pagesPlan D'appro Rev00Marwen MethenniPas encore d'évaluation
- Chapitre 3 Terpenes PDFDocument10 pagesChapitre 3 Terpenes PDFmohammed safouPas encore d'évaluation
- Introduction A L-Electronique AnalogiqueDocument258 pagesIntroduction A L-Electronique AnalogiqueHajar Berrada89% (9)
- Construire Tableau de SpécificationDocument5 pagesConstruire Tableau de SpécificationMbarek OmarPas encore d'évaluation
- 03 Trace Et Normes GeometriquesDocument81 pages03 Trace Et Normes GeometriquesIlhem Arfaoui100% (1)
- ApicultureDocument50 pagesApicultureassonwa thierryPas encore d'évaluation
- Cours EN310 Communication Numérique AvancéeDocument141 pagesCours EN310 Communication Numérique AvancéeAbdallah Toolmaker100% (3)
- TD1 2023Document3 pagesTD1 2023Mouna Lakbakbi100% (1)
- Le Multiplexage Dans Le RTC 1Document6 pagesLe Multiplexage Dans Le RTC 1badreddinePas encore d'évaluation
- Sujet À Imprimer Optimisation ENSA BERCHIDDocument11 pagesSujet À Imprimer Optimisation ENSA BERCHIDYounes OuadoudPas encore d'évaluation
- Exercice Pince SchraderDocument3 pagesExercice Pince SchraderCédric SorghoPas encore d'évaluation
- Guide Des Technologies Denrochement de DCN Et de Pose de Gabions - 12 4 2016 PDFDocument29 pagesGuide Des Technologies Denrochement de DCN Et de Pose de Gabions - 12 4 2016 PDFagbokannou spéro100% (2)
- TDPH M 04 CDocument12 pagesTDPH M 04 CAFADPas encore d'évaluation
- Construire Un Projet de Recherche en Sciences Humaines Et Sociales - Une Procédure de Mise en Lien (Grinschpoun, Marie-France (Grinschpoun Etc.) (Z-Library)Document60 pagesConstruire Un Projet de Recherche en Sciences Humaines Et Sociales - Une Procédure de Mise en Lien (Grinschpoun, Marie-France (Grinschpoun Etc.) (Z-Library)Dieudonné Faraja Chris MkangyaPas encore d'évaluation
- Tele 7 Jeux - Octobre 2018 PDFDocument100 pagesTele 7 Jeux - Octobre 2018 PDFfanny de los angeles martinez caleroPas encore d'évaluation
- 2QA 6 016 05-Huile HydrauliqueDocument5 pages2QA 6 016 05-Huile Hydrauliqueoussama merPas encore d'évaluation
- Astre HowTo Full PDFDocument41 pagesAstre HowTo Full PDFvroussel.cerpicardiePas encore d'évaluation
- Bulletin 021 07Document3 pagesBulletin 021 07Walid NessabPas encore d'évaluation
- Guide de Maintenance CourroiesDocument15 pagesGuide de Maintenance CourroiesJamel CharefPas encore d'évaluation
- Plan Marketing StratégiqueDocument276 pagesPlan Marketing StratégiqueR100% (1)