Vous aimerez peut-être aussi
- La Fonction ProductionDocument17 pagesLa Fonction ProductionALaoui MostafaPas encore d'évaluation
- Chapitre 3Document20 pagesChapitre 3Moussa Amadou AlmoustaphaPas encore d'évaluation
- Fonction Prod11111ddddDocument156 pagesFonction Prod11111ddddHicham El HimriPas encore d'évaluation
- Groupe N°40 - Le Processus de ProductionDocument17 pagesGroupe N°40 - Le Processus de ProductionOverDoc100% (4)
- Exposé Management de ProductionDocument23 pagesExposé Management de Production7afida100% (1)
- Chapitre 3 La fonction productionDocument40 pagesChapitre 3 La fonction productionbernadette-cynthia.koutsing-kuitchePas encore d'évaluation
- Gestion de ProductionDocument43 pagesGestion de Productionعالم حياةPas encore d'évaluation
- Cours Exploitation Des Systémes Industriels Productique MécaniqueDocument75 pagesCours Exploitation Des Systémes Industriels Productique MécaniqueimenePas encore d'évaluation
- Inbound 116975068957925131Document52 pagesInbound 116975068957925131haithemhanouz8Pas encore d'évaluation
- Chapitre 3 Le Processus de GoDocument7 pagesChapitre 3 Le Processus de GoVan NoorPas encore d'évaluation
- CHAPITRE V La Fonction ProductionDocument19 pagesCHAPITRE V La Fonction ProductionAsma HelaliPas encore d'évaluation
- PolySystemProd2020 Part1Document24 pagesPolySystemProd2020 Part1ahmed hamza khabouzePas encore d'évaluation
- L'INDUSTRIALISATIONDocument37 pagesL'INDUSTRIALISATIONgreendaisarPas encore d'évaluation
- Introduction À La Gestion de ProductionDocument7 pagesIntroduction À La Gestion de ProductionAdel KhoujaPas encore d'évaluation
- GDQ 116-Industrilisation Et Eco ConceptionDocument75 pagesGDQ 116-Industrilisation Et Eco ConceptionkennePas encore d'évaluation
- Lean ManagementDocument23 pagesLean ManagementMor NdiayePas encore d'évaluation
- Gestion de Production - ch1&ch2 PDFDocument46 pagesGestion de Production - ch1&ch2 PDFHem ZaPas encore d'évaluation
- Booklet PFE 2013vf PDFDocument90 pagesBooklet PFE 2013vf PDFBadr HilmiPas encore d'évaluation
- 21.la Gestion de La ProductionDocument44 pages21.la Gestion de La Productionofppt77100% (1)
- Document Fomation Oim Amenagement PosteDocument29 pagesDocument Fomation Oim Amenagement Postetoumi_omar100% (2)
- Audit Fonction Processus ProductionDocument58 pagesAudit Fonction Processus ProductionoumeimaamenzouiPas encore d'évaluation
- Cours SUPPLY CHAIN (GESTION DE LA PRODUCTION - APPROVISIONNEMENT) ISEP THIESDocument122 pagesCours SUPPLY CHAIN (GESTION DE LA PRODUCTION - APPROVISIONNEMENT) ISEP THIESAbdoulaye EL Mansour Ba50% (2)
- Prosit Aller Gestion de Production-1Document15 pagesProsit Aller Gestion de Production-1bfabderahmanPas encore d'évaluation
- 6. AEC SEANCE 4Document32 pages6. AEC SEANCE 4erfrefreefefefePas encore d'évaluation
- ISP Chap4 - Le Processus de Production - 2023-2024Document20 pagesISP Chap4 - Le Processus de Production - 2023-2024Hou HouPas encore d'évaluation
- Gestion ProductionDocument141 pagesGestion ProductionTaha CanPas encore d'évaluation
- La gestion de productionDocument1 pageLa gestion de productionHosna NaqabiPas encore d'évaluation
- Pratique Du Lean Lecture Du Mois Marris ConDocument7 pagesPratique Du Lean Lecture Du Mois Marris ConthomasPas encore d'évaluation
- Document Fomation ZKK Amenagement PosteDocument34 pagesDocument Fomation ZKK Amenagement Postetoumi_omar100% (2)
- Cours 01. GénéralitésDocument8 pagesCours 01. GénéralitésOumar TraoréPas encore d'évaluation
- Fonction de ProductionDocument3 pagesFonction de ProductionKhalid KebabraPas encore d'évaluation
- Expose G1Document11 pagesExpose G1Raoul EdhoPas encore d'évaluation
- Management de Projets Cours CompletDocument140 pagesManagement de Projets Cours CompletMr M98% (51)
- Groupe N°28 - La GpaoDocument18 pagesGroupe N°28 - La GpaoOverDoc100% (2)
- La Fonction ProductionDocument27 pagesLa Fonction ProductionSalah EddinePas encore d'évaluation
- La Fonction TechniqueDocument7 pagesLa Fonction Techniquesoukaina jabbara100% (1)
- SUPPORT Lean ManufacturingDocument46 pagesSUPPORT Lean ManufacturingmedPas encore d'évaluation
- Cours Gestion de La Production PDFDocument29 pagesCours Gestion de La Production PDFAZEDINE RADI100% (2)
- Audit de La Fonction ProductionDocument22 pagesAudit de La Fonction ProductionIssam NajibPas encore d'évaluation
- Chapitre 8 Stratégie Et Organisation de La ProductionDocument3 pagesChapitre 8 Stratégie Et Organisation de La ProductionAyoub SouaiPas encore d'évaluation
- Gestion de Production PDFDocument9 pagesGestion de Production PDFHossni OuhadouPas encore d'évaluation
- Chapitre 2 GFEDocument12 pagesChapitre 2 GFEZozayaPas encore d'évaluation
- Cours Sur La Gestion de La ProductionDocument8 pagesCours Sur La Gestion de La ProductionmerrysemPas encore d'évaluation
- L'entreprise Et Gestion Dentreprise-3Document7 pagesL'entreprise Et Gestion Dentreprise-3larra benmoulaPas encore d'évaluation
- Value Stream Mapping: Méthode de cartographie des chaînes de valeurD'EverandValue Stream Mapping: Méthode de cartographie des chaînes de valeurPas encore d'évaluation
- La Méthode SCORE: Mesurer et améliorer les performances opérationnellesD'EverandLa Méthode SCORE: Mesurer et améliorer les performances opérationnellesPas encore d'évaluation
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Conception automobile: Les Grands Articles d'UniversalisD'EverandConception automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- La méthode Kaizen: Améliorer ses performances de manière continueD'EverandLa méthode Kaizen: Améliorer ses performances de manière continuePas encore d'évaluation
- Le minimum viable product: Lancer un produit avec succès en utilisant une approche itérative et centrée sur les utilisateursD'EverandLe minimum viable product: Lancer un produit avec succès en utilisant une approche itérative et centrée sur les utilisateursPas encore d'évaluation
- Les inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entrepriseD'EverandLes inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entreprisePas encore d'évaluation
- Scrum - Le Guide Ultime des Méthodes Agiles Essentielles de Scrum!D'EverandScrum - Le Guide Ultime des Méthodes Agiles Essentielles de Scrum!Pas encore d'évaluation
- Gestão de projetos: Conduza a sua equipa ao sucesso em cada projectoD'EverandGestão de projetos: Conduza a sua equipa ao sucesso em cada projectoPas encore d'évaluation
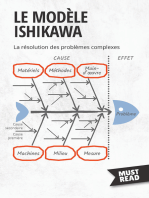
- Le Modèle Ishikawa: La résolution des problèmes complexesD'EverandLe Modèle Ishikawa: La résolution des problèmes complexesPas encore d'évaluation
- La méthode Six Sigma: La culture de la perfectionD'EverandLa méthode Six Sigma: La culture de la perfectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- These TaziDocument239 pagesThese TaziAnas ZaidouhPas encore d'évaluation
- 04-10 Partenariat Public PriveDocument57 pages04-10 Partenariat Public PriveZakaria AbbasPas encore d'évaluation
- BoQ Projet BTS Camusat SenegalDocument2 pagesBoQ Projet BTS Camusat Senegalelifalconstruction0% (1)
- La Sous-Traitance Dans Les Marchés PublicsDocument8 pagesLa Sous-Traitance Dans Les Marchés PublicsFrance Marchés100% (2)
- Tableau Recapitulatif de Sous Traitance-2Document4 pagesTableau Recapitulatif de Sous Traitance-25tfzbfctv8Pas encore d'évaluation
- Le Formulaire DC4 (Déclaration de Sous-Traitance DC4) Dans Un Appel D'offresDocument18 pagesLe Formulaire DC4 (Déclaration de Sous-Traitance DC4) Dans Un Appel D'offresFrance MarchésPas encore d'évaluation
- La Sous Traitance Logistique Dans Une Chaîne LogistiqueDocument31 pagesLa Sous Traitance Logistique Dans Une Chaîne LogistiqueAbdessamad ElguezzamPas encore d'évaluation
- Les Enregistrements Comptables Liés À La Sous-TraitanceDocument4 pagesLes Enregistrements Comptables Liés À La Sous-Traitancemamadou BahPas encore d'évaluation
- Projet de ContratDocument40 pagesProjet de ContratAhmed DebchiPas encore d'évaluation
- Sous Traitance 2019Document16 pagesSous Traitance 2019Faycal ZerroukPas encore d'évaluation
- 84004tepa0207 07Document32 pages84004tepa0207 07Mehdi BakkaliPas encore d'évaluation
- 3 - CPS 8 Nettoyage 2023Document26 pages3 - CPS 8 Nettoyage 2023JJHHHPas encore d'évaluation
- Iso 9000Document18 pagesIso 9000Hamdi NefetiPas encore d'évaluation
- Externalisation Et LogistiqueDocument25 pagesExternalisation Et LogistiqueOmerooPas encore d'évaluation
- Instruction Sous Traitance P InterneDocument5 pagesInstruction Sous Traitance P InterneHanin BouzianePas encore d'évaluation
- Contrat Sous TraitanceDocument52 pagesContrat Sous Traitance5tfzbfctv8Pas encore d'évaluation
- 2-3-Sceaux Sur Huisne - Le Chêne Galon - Dce - Ae Lot3Document14 pages2-3-Sceaux Sur Huisne - Le Chêne Galon - Dce - Ae Lot3Andrée CavanaPas encore d'évaluation
- D N°2019-342 Du 15 Novembre 2019Document6 pagesD N°2019-342 Du 15 Novembre 2019MumuDathetPas encore d'évaluation
- M10 Marocetude - Com Calculs Du Prix de Revient Inddustriel Et Etablissement is-FM-TSMFMDocument116 pagesM10 Marocetude - Com Calculs Du Prix de Revient Inddustriel Et Etablissement is-FM-TSMFMGqyPas encore d'évaluation
- 027-Logistique Et Gestion de Production PDFDocument279 pages027-Logistique Et Gestion de Production PDFAina RAKOTOSONPas encore d'évaluation
- Chapitre 4 Les Stratégies Globales Chapitre 5 Certaines Voies e DéveloppementDocument6 pagesChapitre 4 Les Stratégies Globales Chapitre 5 Certaines Voies e DéveloppementchaymaeboufalPas encore d'évaluation
- Sous TraitanceDocument231 pagesSous TraitanceAhlem ahlem LamarePas encore d'évaluation
- Contrat de Sous-TraitanceDocument2 pagesContrat de Sous-Traitancemuriel atchade50% (2)
- CPS - Trx. de Dépose Fourniture Et Pose Stores Avec Chainettes À Nouasser Et SiègeDocument31 pagesCPS - Trx. de Dépose Fourniture Et Pose Stores Avec Chainettes À Nouasser Et SiègeAroukche HamzaPas encore d'évaluation
- Modeles de Grilles de Selection Des Fournisseurs v2 Util.Document34 pagesModeles de Grilles de Selection Des Fournisseurs v2 Util.Salma Mk75% (4)
- Tmic 20230818 at AmiDocument6 pagesTmic 20230818 at AmiTolotra RAPas encore d'évaluation
- La Sous-Traitance Instrument Pour La Densification Du Tissu Pme Approche Juridique Un Statut de Sous-Traitant Pour Les PmeDocument46 pagesLa Sous-Traitance Instrument Pour La Densification Du Tissu Pme Approche Juridique Un Statut de Sous-Traitant Pour Les PmeFathi MonamiPas encore d'évaluation
- Contrat de Sous Traitance en BTPDocument6 pagesContrat de Sous Traitance en BTPValéry MbraPas encore d'évaluation
- Examen FinalDocument9 pagesExamen FinalFelix Chokwe Danra TaissalaPas encore d'évaluation
- MohssenDocument47 pagesMohssenهاني ميساويPas encore d'évaluation