Académique Documents
Professionnel Documents
Culture Documents
Projet Fin D'etudes
Transféré par
adammajidi29Titre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Projet Fin D'etudes
Transféré par
adammajidi29Droits d'auteur :
Formats disponibles
PROJET DE FIN D’ETUDES
Présenté en vue d’obtenir le
DIPLÔME DE LICENSE
PROFFESIONNELLE
Gestion de la Productions en Textile
Réalisé par :
ADNANE Yassine
Sujet de PFE :
GESTIONS DE PIECES DE RECHANGE
Encadrent ESITH : MR. Redouane MESSNAOUI
Encadrent entreprise : MR. EL Mustapha SEHBAOUI
ADNANE Yassine Année scolaire 2021/2022
1
REMERCIEMENT :
Tout d’abord, Je tiens à remercier Dieu le tout-puissant de m’avoir
donné la force et la patience d’accomplir ce projet et je dédie mon
travail à mes chers parents et à toute ma famille pour le soutien et tous
les efforts qu’ils ont fait pour que je puisse réussir mon parcours.
Puis, je tiens à remercier l’ensemble des employés de Settavex pour
les conseils, la disponibilité et la bonne humeur, à rendre mon stage
enrichissant et motivant au cours de ces quatre semaines.
Ensuite, je tiens à remercier tout particulièrement Mr. Moustafa mon
encadrant de stage qui m’a formé tout au long de cette expérience
professionnelle avec beaucoup de pédagogie, mon professeur Mr
Redouane MESSNAOUI pour ses efforts et son soutien pour bien
mener mon stage au sein de l’entreprise.
Aussi, j’adresse mes remerciements à tous mes professeurs qui ont
pris la responsabilité de nous enseigner durant ces deux années avec
beaucoup de professionnalisme.
Finalement, ma gratitude à tout le personnel pour sa très grande
compréhension, ce qui m’a permis de terminer mon stage dans une
meilleure ambiance.
ADNANE Yassine Année scolaire 2021/2022
2
ADNANE Yassine Année scolaire 2021/2022
3
Partie 1
Chapitre 1 : l’industrie du
Textile
Introduction :
L'industrie textile est l'activité économique dédiée à la fabrication de fils, fibres,
tissus et autres matériaux pour obtenir des produits dérivés tels que des
vêtements.
ADNANE Yassine Année scolaire 2021/2022
4
Cette industrie comprend ensuite la fabrication de vêtements, de chaussures et
d'autres pièces que les gens utilisent pour s'habiller.
L'industrie textile se distingue des autres secteurs par l'importante main-d'œuvre
qu'elle emploie dans le monde. De plus, comme il nécessite des machines
légères, il peut être installé n'importe où dans le monde où il peut profiter du
coût le plus bas par heure-homme de travail.
Cette dernière inquiète certains analystes qui considèrent que les grandes
entreprises textiles peuvent exploiter, en payant de bas salaires, les travailleurs
des pays en développement.
A. Caractéristiques de l'industrie textile :
Les principales caractéristiques de l'industrie textile sont :
Il fait partie de la catégorie des industries légères. Ceci, car il ne nécessite
pas de grandes quantités de matériaux, par rapport à d'autres secteurs tels
que les mines ou la métallurgie.
Utilisez à la fois des intrants naturels, comme le coton ou la laine, et des
matières synthétiques, comme le polyester ou le nylon.
Ses produits sont généralement consommés toute l'année et de manière
massive.
Il appartient au secteur secondaire de l'économie, qui transforme les
matières premières en biens pour le consommateur final.
ADNANE Yassine Année scolaire 2021/2022
5
C'est un secteur étroitement lié à l'industrie de la mode, d'où sont proposées
les tendances vestimentaires. Ceux-ci, à leur tour, varient selon le pays ou la
région.
La demande change selon la période de l'année, variant le type de vêtements
requis. En été, par exemple, la vente de vestes chute.
B. Histoire de l'industrie textile :
L'activité textile, bien que non en tant qu'industrie en tant que telle, existe
pratiquement depuis que l'individu a commencé à s'habiller. Au début, il a été
développé dans les maisons et de manière très traditionnelle.
Plus tard, avec la Première Révolution Industrielle, des ateliers commencèrent à
s'installer pour produire en permanence. Ceci, avec des processus qui
nécessitaient encore une grande quantité de main-d'œuvre.
Cependant, à partir du 19ème siècle, le secteur textile a commencé à se
moderniser avec les nouvelles technologies. Ainsi, une production en plus grand
volume a été développée sans nécessiter une augmentation significative du
nombre de travailleurs.
Il faut aussi noter qu'à partir du XXe siècle, les fibres synthétiques comme le
nylon ou le polyester commencent à gagner du terrain. Ceci, par rapport aux
intrants naturels tels que le coton et la laine.
C. Processus de l'industrie textile :
1. Les procédés de l'industrie textile sont principalement :
2. Obtention de la fibre, qui peut être d'origine animale ou synthétique.
ADNANE Yassine Année scolaire 2021/2022
6
3. La filature, qui consiste à traiter la fibre pour fabriquer des fils avec
lesquels le produit final peut être fabriqué.
4. Le tissu, qui est le procédé par lequel les tissus sont fabriqués en
entrelaçant les fils mécaniquement ou à la main.
5. Le nettoyeur à sec, qui est le processus par lequel les tissus sont peints.
6. La couture, qui est l'étape finale où les tissus sont coupés et cousus, sur la
base d'un dessin. De cette façon, la marchandise qui sera mise sur le
marché est obtenue.
ADNANE Yassine Année scolaire 2021/2022
7
Chapitre 2 : l’industrie textile
au Maroc
ADNANE Yassine Année scolaire 2021/2022
8
HISTORIQUE
L’histoire de l’industrie du textile et de l’habillement au Maroc peut être
résumée en six phases principales :
1960 – 1965 : mise en place des moyens de production : En 1960, le secteur
du textile-habillement comptait entre 50 et 60 entreprises, parmi lesquelles on
trouvait Icoma, Mafaco, Nassige Al Maghrib, Manufacture de Fès, Manatex,
Blita, saft, etc… qui étaient dans leur majorité des unités intégrées : filature,
tissage, et finissage. L’industrie du textile et de l’habillement ne couvrait, à cette
date, que 25 à 30 % des besoins de consommation locale. La valeur de la
production ne dépassait guère 70 millions de dirhams. La promulgation du
premier code des investissements industriels et l’institution d’une protection
douanière ont été à l’origine du démarrage réel de l’industrie textile dans notre
pays. Les résultats n’ont pas tardé à se manifester puisque 5 ans plus tard, la
production a été multipliée par plus de 5 fois pour couvrir 45 à 50 % des besoins
nationaux. C’est au cours de cette période que l’on a observé un intéressement
du privé marocain, jusqu’alors cantonné dans le commerce des tissus et des
vêtements importés, par l’installation et l’implantation d’unités textiles,
principalement dans le tissage et la confection.
1966 – 1973 : croissance et satisfaction des besoins locaux : Cette période est
caractérisée par un développement rapide du secteur textile avec une couverture
de plus en plus importante des besoins locaux et une amorce significative dans
le domaine de l’exportation. Durant cette phase, d’autres branches textiles se
sont montrées dynamiques en vue d’une intégration plus importante de la
filière ; il s’agit principalement de la bonneterie, de la borderie et du finissage en
plus du secteur de la confection. En jouant le rôle de promoteur, l’Etat a voulu
donner l’exemple en investissant dans les branches très capitalistiques et/ou
ADNANE Yassine Année scolaire 2021/2022
9
jugées peu rentables ou à haut risque par le privé, mais nécessaires pour une
meilleure intégration de la filière. En effet, en l’espace d’une dizaine d’années,
l’industrie du textile-Habillement au Maroc s’est développée rapidement, grâce
aux efforts conjugués du secteur privé et de l’administration : la création de
Cofitex et le lancement des études pour la réalisation de Cotef, entreprises
intégrées en filature, tissage et ennoblissement, illustrent parfaitement cette
concertation.
1973 – 1981 : Croissance soutenue et ouverture sur l’extérieur : Après avoir
couvert la quasi-totalité des besoins locaux, l’industrie textile-habillement s’est
tout naturellement et progressivement tournée vers le marché international. La
croissance a été soutenue au cours de cette période, grâce notamment, aux
mesures législatives, réglementaires, administratives et financières pour
améliorer l’environnement et les structures d’accueil des investissements
industriels (code des investissements industriels, code des exportations, mise en
place des régimes économiques en douane, création de l’office de développent
industriel (ODI) et du Centre marocain pour la promotion des Exportations
(CMPE) etc.… Dans ce sens, et afin de renforcer les capacités existantes et
augmenter le taux d’intégration de la filière, l’Etat a, par le biais de l’Office de
Développement Industriel (ODI), crée des unités de production en partenariat
avec des opérateurs économiques locaux et étrangers.
1981 – 1986 : Développement des exportations : Le bilan du début des années
80 de l’industrie textile marocaine est particulièrement positif au niveau du
développement des exportations. Les statistiques de la production du textile –
habillement font état de 9.3 milliards de dirhams en 1986 dont le tiers destiné à
l’exportation. Au cours de cette période, les investissements du textile et de
l’habillement connaissent un rythme de croissance très important, la moyenne
annuelle entre 1981 et 1986 était de 560 millions de dirhams. Ceci est la
ADNANE Yassine Année scolaire 2021/2022
10
conséquence directe de la promulgation du nouveau code des investissements et
des exportations de 1983. L’emploi du secteur au cours de la période correspond
en moyenne à 110 000 personnes. Le taux de couverture s’est situé en
permanence au-dessus de la barre des 100 %. On assiste également à une
consolidation de certaines branches qui répondent aux besoins du marché local
ainsi qu’à l’épanouissement et le développement des exportations dans presque
toutes les branches du secteur notamment au niveau des branches confection,
bonneterie, filature, tissage coton et tissus d’ameublement.
1987 – 1991 Explosion des investissements textiles : Le développement du
secteur textile dans son ensemble a connu durant cette phase sa période la plus
décisive. 1987 est l’année où plusieurs produits textiles ont été libérés. Depuis
cette date, chaque programme général des importations introduit un nouveau
souffle de libéralisme dans les importations du secteur. A partir de 1987, on
assiste à une véritable explosion des investissements textiles au Maroc. Cela
coïncide avec les restructurations qui se sont opérées au niveau du secteur textile
– habillement européen et des exportations dont le phénomène de délocalisation
est la conséquence directe. Au cours de cette période, les investissements de
délocalisation représentent en moyenne 30% des investissements textiles du
pays. On assiste également à une croissance accélérée des exportations,
particulièrement celles de la confection et de la bonneterie et la création et
l’expansion d’unités spécialisées dans les branches exportatrices. Le taux de
couverture des importations par les exportations est passé de 130 % en 1986 à
166 % en 1991
A partir de 1992 : Dynamisme à l’export malgré les mutations à l’échelle
internationale : Le marché international du textile-habillement a connu depuis le
début de la décennie 90 des mutations profondes tant au niveau technique, des
sources d’approvisionnement, qu’au niveau de la distribution. Il a été également
ADNANE Yassine Année scolaire 2021/2022
11
caractérisé par une baisse au niveau de la consommation. La guerre du golfe,
l’embargo aérien sur la Libye et la fermeture des frontières avec l’Algérie ont
aussi eu un effet négatif sur l’évolution des exportations notamment celles du
secteur amont.
ADNANE Yassine Année scolaire 2021/2022
12
TABLEAU II
INDUSTRIES DU TEXTILE ET DE L’HABILLEMENT
PAR CODES DE LA CLASSIFICATION DES ACTIVITÉS ÉCONOMIQUES
DU MAROC
CODES GRANDS GROUPES ET CLASSES INDUSTRIELLES
CATÉGORIES
13 SECTEUR : PRODUITS TEXTILES
ET BONNETERIE - Filature de laine, poils & autres
1312 - Tissage de laine, poils & autres
1313 - Préparation du coton avant filature
1321 - Filature du coton & autres fibres
1322 - Tissage du coton & autres fibres
1323 - Moulinage & texturation de la soie
1332 - Tissage soie naturelle & autres
1333 - Industrie des fibres végétales
1341 - Industrie du crin végétal
1342 - Blanchissement, teinture
1351 - Impression, apprêt & finissage tissage
1352 - Corderie, câblerie & ficellerie
1361 - Broderie et tapisserie
1364 - Autre article en toile ou en tissu
1365 - Fabrication de tapis
1371 - Moquettes & produits similaires
1372 - Fabrication de nattes & paillasson
1373 - Bonneterie chaîne ou trame
1381 - Fabrication de bas et chaussettes.
1382
14 SECTEUR : HABILLEMENT SAUF LES
CHAUSSURES - Confection de lingerie & chemiserie
1411 - Confection de lingerie d’étoffes
1412 - Vêtements en tissus imperméables
1421 - Vêtements de travail et uniformes
1422 - Chapellerie et articles divers
1423 - Confection de vêtements modernes
1431 - Confection de vêtements traditionnels
1432
ADNANE Yassine Année scolaire 2021/2022
13
APERÇU SUR LES PROCÉDÉS DE FABRICATION :
L’industrie du textile-habillement constitue l’une des industries les plus
complexes du secteur manufacturier, tant par ses procédés que par la diversité de
ses produits ; Ces derniers sont utilisés par plusieurs secteurs : vêtement,
ameublement, automobile, industrie chimique, industrie du cuir, agro-textiles,
géo-textiles, santé, bâtiment, aéro-spatial, …etc.
Les matières premières transformées sont scindées en deux grandes classes :
Naturelles : d’origine végétale (coton, lin…), animale (laine, soie…) ou
minérale (amiante, fibre dont l’utilisation est de plus en plus proscrite en raison
des dangers qu’elle présente pour la santé). Cette première catégorie de fibre
textile a été utilisée par l’homme des milliers d’années avant J.C.
Chimiques : cette génération de fibres textiles a été créée par l’homme vers 1895
; il s’agit de fibres artificielles obtenues par transformation de substances
naturelles (cas de la viscose fabriquée à partir du bois…) et des fibres
synthétiques obtenues à partir des dérivés chimiques du pétrole ou du gaz (cas
du polyester…)
La consommation mondiale de fibres s’est accélérée sensiblement à partir de
1950 pour passer de 10 millions de tonnes à environ 54 millions de tonnes en
2000 (valeur prévisionnelle).
I.3.1 Produits textiles :
Les opérations de transformation des matières premières textiles en produits
finis sont définies en fonction des exigences du client et des caractéristiques
finales du produit à fabriquer.
ADNANE Yassine Année scolaire 2021/2022
14
Le processus de transformation peut être résumé comme suit (voir graphe IV) :
La filature est le processus séquentiel de transformation des fibres textiles en
fils. Les techniques de filature sont nombreuses et variées, elles dépendent avant
tout de la nature des fibres. Les processus de filature les plus répandus sont le
Cardé, le Peigné et l’Open End. Le fil peut être un produit fini (fil à coudre) ou
semi-fini qui va alimenter le tissage ou la bonneterie.
Le moulinage a pour but de donner la torsion à des fils chimiques continus. La
texturation consiste à rendre ces fils plus élastiques avec plus de gonflant.
Au Maroc, les industries de filature sont largement dominées par les processus
fibres courtes, type coton.
Le tissage est le processus séquentiel qui consiste en la fabrication d’un tissu.
Un tissu est l’étoffe formée par l’entrecroisement généralement perpendiculaire
de deux ensembles de fils. Cet entrecroisement est réalisé au cours du tissage sur
métier ou machine de tissage. Partant d’une nappe de fils (la chaîne) parallèles
entre eux, il s’agit de les entrecroiser avec des fils de trame (les duites). Cet
entrecroisement se fait selon un dessin (l’Armure). Parmi les produits de tissage
on peut citer :
Les articles d’habillement : chemises, pantalons, vestes, ….
Les articles d’ameublement : garnitures murales, stores, tapis, velours…
Les vêtements de sports et loisirs : jeans, cyclises, imperméables, etc.…
Les industries de tissage sont caractérisées par la rapidité de l’évolution
technologique des machines (productivité, versatilité, informatisation…). Au
Maroc, bien qu’il n’y ait pratiquement plus de métier à navettes, le
ADNANE Yassine Année scolaire 2021/2022
15
développement de cette branche d’activité connaît beaucoup de difficultés liées
en grande partie au coût de l’outil de production.
La bonneterie (tricotage) est la technique d’entrelacement des boucles de fils
(maille) pour aboutir à des étoffes tricotées. Ce type d’entrecroisement est dit
curviligne. Il existe deux grands types de tricotage :
Les tricots à mailles cueillies (bonneterie trame) : un seul fil permet de réaliser
toutes les mailles d’un même rang, c’est aussi la technique du tricotage manuel
Les tricots à mailles jetées (bonneterie chaîne) : les mailles sont formées par
plusieurs fils.
Les produits de la bonneterie sont très diversifiés parmi lesquels on peut citer :
Les articles chaussants : bas collants, chaussettes etc.…
Les pull-overs.
Les sous-vêtements masculins : slips, maillots de corps, etc.…
La lingerie féminine : robes, chemises de chambre, chemisiers, etc.…
Les vêtements de sports et loisirs : maillots de bain, sweats, joggings, etc.…
Les tricots à usage industriel : emballage, supports d’enduction, housse de
voitures, etc.…
Cette branche d’activité, largement dominée par la bonneterie trame, est en plein
essor au Maroc. Les entreprises de bonneterie sont généralement des unités qui
intègrent la confection et l’ennoblissement et parfois même la filature.
ADNANE Yassine Année scolaire 2021/2022
16
L’ennoblissement regroupe l’ensemble des opérations qui va donner au support
textile (fils, tissus, tricot…) des caractéristiques (couleur, toucher, résistance
etc.) correspondants aux exigences de l’utilisateur. Les opérations
d’ennoblissement sont :
La préparation ou le pré-traitement dont le but est d’éliminer les salissures
naturelles ou technologiques
L’apport de la couleur qui se fait de deux manières :
La teinture : c’est la coloration uniforme du textile de la matière
L’impression : c’est la réalisation des dessins en plusieurs couleurs
L’apprêtage qui consiste à améliorer les propriétés existantes de la matière
textile (Aspect, toucher, propriétés dynamométriques, délévage etc.) et lui
donner de nouvelles propriétés (imperméabilité, inflammabilité, antibactérienne
etc.)
Les difficultés que connaît actuellement le textile amont (filature, tissage,
ennoblissement) et qui handicapent une meilleure intégration de la globalité du
secteur, sont dues en partie au manque de savoir-faire en matière
d’ennoblissement qui constitue une importante partie de la valeur ajoutée au
produit textile.
Il y a lieu de préciser que pour l’ensemble de ces processus textiles, la
technologie des machines est capitale et que l’investissement est généralement
important en comparaison avec le secteur de la confection.
ADNANE Yassine Année scolaire 2021/2022
17
LA FILIERE TEXTILE- HABILLEMENT
Fibres naturelles Fibres chimiques
1. FILATURE
Fibres discontinues Fils continus
Filés Moulinage
ENNOBLISSEMENT
Texturation
TISSAGE/ TRICOTAGE
Tissus, tricots, tufs, non tissés, …
Habillement Ameublement
Surfaces textiles teintes, imprimées,
apprêtées, …
Autres
ADNANE Yassine Année scolaire 2021/2022
18
Intervenants du secteur :
Sociétés
Au Maroc, à côté de SETTAVEX, la production du DENIM et du FLAT est
assurée par deux autres fabricants :
ICOMA, située à Mohammedia et qui dispose d’une capacité de
production installée de 7 millions de mètres linéaires par an ;
Et, MAFACO à Kenitra, dont la capacité de production annuelle est de
l’ordre de 6 millions de mètres linéaires.
Tandis que SETTAVEX produit du DENIM haut de gamme, destiné en partie à
l’export, les autres compétiteurs marocains fabriquent des produits plus
basiques, adressés exclusivement au marché national.
Association Marocaine des Industries du Textile et de l’Habillement -AMITH- :
Unique structure professionnelle opérant dans le secteur du textile et de
l’habillement, l’AMITH a été créée en 1960 pour animer et représenter l’activité
Textile - Habillement aussi bien à l’échelle nationale qu’internationale.
Actuellement, cette association fédère près de 750 entreprises qui distribuent
76% de la masse salariale du secteur, réalisent 80% du chiffre d’affaires et près
de 93% de l’ensemble de ses exportations.
L’AMITH est organisée en quatre filières (Chaîne et Trame, Maille, Jeans et
Sportswear et Textiles de Maison) pour initier, suivre et promouvoir les plans de
développement stratégiques des branches d’activité et en quatre structures
régionales implantées dans les principaux pôles textiles du Maroc qui assurent la
ADNANE Yassine Année scolaire 2021/2022
19
représentation et le suivi des programmes de développement locaux.
Par ailleurs, et parallèlement aux filières et régions, sept pôles de compétence et
de progrès sont actifs au sein de l’Association. Ils constituent les supports
d’appui aux filières et aux régions en mettant en œuvre, de manière horizontale,
des projets et programmes de développement à caractère stratégique pour
l’industrie marocaine du Textile - Habillement.
MARCHE NATIONAL DU TEXTILE ET DE
L’HABILLEMENT
Un poids important dans l’économie nationale…
Au Maroc, l’industrie du Textile et de l’Habillement compte, à fin 2003, 1 673
unités, dont 1 181 établissements opérant dans l’Habillement et la Bonneterie.
L’effectif du secteur s’élève à plus de 205 000 salariés, correspondant à 43% des
emplois industriels.
En 2003, le chiffre d’affaires généré par cette industrie se monte à MAD 24,3
Md, établissant sa part dans la valeur ajoutée industrielle à 17%. Sa contribution
dans les exportations industrielles est, quant à elle, de l’ordre de 36%.
L’industrie nationale du Textile et Habillement est structurée en quatre filières :
Chaîne et Trame : Regroupant notamment la fabrication de chemises, vestes,
pantalons, etc., cette filière constitue 43% de l’ensemble des unités opérant dans
le secteur ;
Maille : Spécialisée dans la maille fine (notamment les sous-vêtements) et la
grosse maille (articles d’hiver), cette filière représente 23% des industriels du
secteur ;
ADNANE Yassine Année scolaire 2021/2022
20
Jeans et Sportwear (articles de sport) : Les unités de cette filière forment 22%
des entreprises du secteur Textile et Habillement ;
Et, Textiles de maison : Exclusivement orientée vers les tissus d’ameublement, à
savoir la passementerie et le voile, le Textile de maison est assuré par 12% des
sociétés du secteur.
INDUSTRIE NATIONALE DU DENIM ET SPORTSWEAR
La filière marocaine de Jeans et Sportswears compte 500 entreprises, lesquelles
emploient 60 000 personnes. Sa production s’élève à fin 2003 à MAD 7 Md,
dont 70% sont destinés à l’export.
Marché marocain du DENIM et SPORTSWEARS
Le marché de DENIM peut être divisé en deux segments distincts :
DENIMS basiques, à faible valeur ajoutée, lourds et destinés aux pantalons
classiques à cinq poches. Cette catégorie est majoritairement utilisée par des
marques secondaires et pour des produits peu différenciés et peu variés, pour
des volumes importants ;
DENIM à valeur ajoutée, tels que les DENIM légers, élastiques et DENIM
en couleurs, utilisés pour des habillements de qualité. La demande sur ce
segment se caractérise par des séries limitées destinées aux grandes marques
(telles que DIESEL, ZARA, DOLCE GABANA, ARMANI et GUESS) et répondant
aux exigences de la mode. Elle est également très sensible aux délais de
livraison.
Débouchés du marché DENIM et SPORTSWEARS
La production de la filière de Jeans et Sportswears est destinée à trois catégories de
marché :
1.1. Marché des Admissions Temporaires
Régime économique d’exception en douane, les admissions temporaires
ADNANE Yassine Année scolaire 2021/2022
21
consistent à admettre sur le territoire marocain, en franchise de taxes et
d’impôts, des produits semi-finis dans le but de procéder à leur façonnage en
vue de les réexporter.
En 2003, le marché marocain des admissions temporaires se structure comme suit :
53% des entreprises de confection agissent dans le cadre de la sous-traitance.
Auparavant concentrées sur les produits basiques, les commandes semblent
davantage s’orienter vers les produits à forte valeur ajoutée, acculant ce mode
de production à un amenuisement progressif ;
4% des entreprises de la filière opèrent en co-traitance, mode à travers lequel
le donneur d’ordre délègue à son façonnier toutes les opérations, les
financements et les risques liés à l’achat des tissus et accessoires ;
43% des entreprises interviennent en produits finis en dépit de leur offre
insuffisamment créative et peu diversifiée.
1.2. Marché à l’Export
Ce marché concerne les ventes directes de tissus DENIM à valeur ajoutée vers
les marchés internationaux, principalement l’Espagne, l’Italie, le Portugal et la
Grande Bretagne et accessoirement vers les Etats-Unis d’Amérique.
Notons qu’avec l’entrée en vigueur de l’accord de Libre Echange avec les Etats-
Unis, les exportations nationales de ce produit devraient connaître un essor
important dans la mesure où le Maroc va pouvoir bénéficier de l’accès à un
vaste marché dans des conditions préférentielles avantageuses pour son industrie
textile : quota de 30 millions de m² pour les produits ne respectant pas la règle
d’origine11, et réduction de moitié des droits de douane sur les exportations
marocaines hors quota dès la première année de l’application de l’accord.
1.1. Marché local
Ce marché est caractérisé par l’offre quasi-exclusive du tissu DENIM basique. Cette
situation est due essentiellement à la faiblesse du pouvoir d’achat des Marocains.
ADNANE Yassine Année scolaire 2021/2022
22
Chapitre 3 : Présentation de
l’entreprise d’accueil
A. Historique :
Le MAROC, est l’un des principaux noyaux de concentration de la confection
européenne. Pour cette raison, le groupe TAVEX lui semblait nécessaire, la
ADNANE Yassine Année scolaire 2021/2022
23
création d’une première usine ultramoderne en Afrique et plus précisément à
SETTAT sous le nom de SETTAVEX.
Filiale du groupe TAVEX, SETTAVEX a été créé en 1990 avec un
investissement initial de 500 millions de dirhams. Cette unité, totalement
intégré, a démarré sa production en mars 1991, soit 10 mois après sa création.
Opérant dans le secteur de fabrication de tissu Jeans, SETTAVEX assure une
production annuelle de 13 millions de mètres linéaires et emploie un effectif de
317 personnes.
Aux vues des nouvelles tendances du marché étranger et de la nécessité
d’adaptation du marché marocain, le groupe a décidé en 1998 de réaliser un
nouvel investissement de diversification d’un montant de 300 millions de DHS,
en installant une nouvelle unité de teinture et de finissage d'un différend tissu
(Drill, Gabardine, tissu professionnel et militaire, velours, tissu élastique, Denim
sur teint), hautement technologique et entièrement automatisée.
Ce nouvel investissement initié en septembre 1998 et finalisé en avril 1999,
s’étend sur une superficie de 15 000 m2 emploie une centaine de personne
travaillant avec un système de rotation 24/24, 365 j par an et assure une
production de 9 millions de mètres linéaires par an.
Avec une production de 14 millions de mètres linéaires en 2002, SETTAVEX
occupe une position de leader sur le marché marocain avec une part de marché
de 45%, 40 % de ses ventes sont destinées à l’exportation en Europe. Ainsi
SETTAVEX a permis au Maroc de devenir un fournisseur de référence pour les
clients européens pour tout ce qui est article en Sportwear, en renforçant sa
compétitivité et sa réactivité.
ADNANE Yassine Année scolaire 2021/2022
24
Soucieuse du respect de son environnement, SETTAVEX a investi en 1991, 30
millions de DHS pour la mise en place de deux stations de traitement des eaux
résiduelles conformément aux normes européennes en vigueur.
Il est à noter qu’en plus de la production des tissus, SETTAVEX assure
également la commercialisation au Maroc de toute la collection TAVEX
produite en Espagne, ceci dans le but d’offrir une gamme large et diversifiée aux
entreprises exportatrices marocaines.
B. Fiche signalétique :
Raison sociale SETTAVEX S. A
Forme juridique Société anonyme a conseil d’administration
Siege social Zone industrielle, BP 668 Settat
Directeur général Monsieur Ricardo WESS
Activité Fabrication des tissus destinés à la confection
Spécialité Tissu DENIM (jean), velours, tissu professionnel,
tissu militaire
Processus 100% intégré : Filature, préparation, teinture,
tissage, finissage, révision
Banques Attijariwafa Bank, BMCE, SGMB, BMCI
Date de création Mai 1990
Date de démarrage de la production Mars 1991
Montant de l’investissement 1400 millions de dirhams
Maison mère TAVEX COPORATION
Superficie totale 19 hectares
Superficie couverte 65 000 m2
Effectif 506 personnes
Nombre de jours travaillés 360 j /an soit 24h/24h
Patente 40127150
ADNANE Yassine Année scolaire 2021/2022
25
Identification fiscale 06125185
Registre de commerce 309/Settat
N° d’affiliation CNSS 2075506
Destination de produit 60% transformé par des confectionnaires et
exporté vers l’Europe
C. Organigramme de l’entreprise
ADNANE Yassine Année scolaire 2021/2022
26
D. Implantations de l’entreprise :
Localisations ville : Settat
Localisation zone industrielle Settat
ADNANE Yassine Année scolaire 2021/2022
27
Localisations Entreprise : Settavex
E. Description spatiale de l’entreprise :
Settavex est située à la zone industrielle de
Settat.
Cette entreprise occupe une superficie de 65 000 m2
Elle est répartie en plusieurs sites, on cite :
Direction
Département filature
ADNANE Yassine Année scolaire 2021/2022
28
Département teinture
Département tissage
Département finissage
Elle dispose aussi de plusieurs magasins de stockage de
matières premières et de produits finis ainsi que des
locaux administratifs.
F. Présentation du site :
Le département de tissage est le 2eme plus grand
département au niveau de superficie et le département
qui contient le plus grand nombre d’employés.
ADNANE Yassine Année scolaire 2021/2022
29
G. Les produits :
Tissu DENIM (jeans) : Le denim, contraction de « de
NIMES », est un tissu de coton à armure de serge
avec un petit motif oblique qui le caractérise. C'est le
tissu utilisé notamment pour la confection des
pantalons et des vestes en jeans.
Velours : Le velours, du latin « VILOSUS », est une
étoffe rase d'un côté et couverte de l'autre de poils
dressés, très serrés, maintenus par les fils du tissu
ADNANE Yassine Année scolaire 2021/2022
30
Tissu professionnel : Un vêtement professionnel est
un article d’habillement porté pour un usage
professionnel. Il est soumis à des lois qui normalisent
son usage ainsi que son entretien. Souvent associé au
« bleu de travail », tenue standard de l’ouvrier ou du
travailleur manuel, l’utilisation du vêtement
professionnel s’est aujourd’hui diversifiée et étendue
à d’autres secteurs d’activités. Il appartient à une
industrie dont les normes de sécurité et les
technologies textiles ont une évolution très rapide.
ADNANE Yassine Année scolaire 2021/2022
31
Tissu militaire : C'est une toile spéciale destinée
à rendre les campements, les véhicules
militaires et les pièces d'artillerie moins visibles
à l'ennemi. Il peut prendre l'aspect d'un tas de
feuilles mortes ou de plantes grimpantes.
H. Marchés :
Settavex est une société espagnole qui se situe à Settat,
la majorité de sa production est dédiée au marché
européen (60% de sa production). Alors que 40% qui
reste de sa production est divisé entre le marché
marocain, américain et aussi au marché asiatique
ADNANE Yassine Année scolaire 2021/2022
32
I. Clients :
Settavex a des clients partout au monde, on site :
Inditex
D&G
Armani
Benetton
J. Fournisseurs :
Settavex est une société 100% intègre qui exporte la
matière première qui est les fibres de coton des marchés
locaux en Espagne, Brazil et Turque pour la fabrication
des fils qui seront dédié au tissage
K. Les stratégies de l’entreprise :
Settavex est l’un des leaders mondiaux de la fabrication
des tissus et sa stratégie consiste à augmenter la
production de ses produits et améliorer la qualité de ces
derniers pour garder sa part du marché mondiale
ADNANE Yassine Année scolaire 2021/2022
33
L. Les concurrents :
Face aux crises mondiales durant cette dernière dizaine
d’année Settavex et l’une des sociétés peux qui ont su
comment les résister, et ces ce qui a fait de Settavex le
leader mondial dans son domaine très loin. Et pour cela
que Settavex n’a pas de concurrent dans son domaine
M. Communication au sein de l’entreprise :
La direction de Settavex organise régulièrement des
réunions pour parler des actualités de la société. Et pour
chaque département des réunions sont organisée
quotidiennement entre le chef de la salle et les autres
responsables pour discuter des problèmes du jour
auparavant et aussi pour discuter le plan du jour. En fin
une réunion est organisée entre les chefs des
départements pour organiser la production de chacun.
N. Analyse critique de l’implantation du site :
Points positifs : Le département de tissage et du
finissage est situé au près du département du teinture ce
ADNANE Yassine Année scolaire 2021/2022
34
qui facilite de transporte des ourdissoirs et aussi le
transport des rouleaux de tissu
Points négatifs : Le département du tissage et connu par
le bruit venant des machines et son près des autres
départements entraine la propagation du bruit aux autres
département.
O. Ressources matérielles disponibles :
ADNANE Yassine Année scolaire 2021/2022
35
ADNANE Yassine Année scolaire 2021/2022
36
P. Ressources humaines disponibles :
Settavex héberge plusieurs employés
Des operateurs
Des techniciens
Des ingénieurs
Le personnelle de la direction
Le personnelle du ménage etc.
Q. Le flux de la matière :
filature fibres
teinture fils
tissage ensouples
finissage tissus
ADNANE Yassine Année scolaire 2021/2022
37
R. Gamme de fabrication du produit :
I. Réception de la matière première
Magasin de stockage des fibres dédiés à la filature
II. Département …
1ère étape : fabrication du fils
2ème étape : la teinture des fils et la préparation des
ensouples
3ème étape : la fabrication des tissus
4ème étape : le finissage
S. Département de tissage :
Ressources humaines :
Il existe 3 groupes de personnel réparti en équipes au sein de ce département :
a. Équipes des mécaniciens
b. Équipes d’électriciens
c. Équipes de maintenance
Ressources matérielles :
On trouve plusieurs machines de tissage, citant comme exemple :
ADNANE Yassine Année scolaire 2021/2022
38
a. Dornier : Fiables, polyvalentes et très productives, les machines à tisser DORNIER
sont adaptées à chaque situation et d'une régularité qualitative exceptionnelle
conformément aux impératifs liés aux industries High Tech dans l'aéronautique,
l'automobile, l'aérospatial, l'armée, le sport et le domaine du Luxe.
b. Sulzer : Ces métiers Sulzer sont équipés d'une quinzaine de projectiles qui
tournent en permanence les uns après les autres afin de pincer la trame pour
tisser le fil.
c. Itema : La P7300hP (itema) est une machine à tisser à projectiles à haute
performance universelle. De ses mouvements optimisés et de l'accélération du
ADNANE Yassine Année scolaire 2021/2022
39
projectile à frappe directe, il résulte une vitesse d'insertion de la trame maximale de
1570 m/min. naturelles ou synthétiques, filaments ou petits rubans.
d. Toyota : Toyota a été créé par Kiichiro Toyota, dont le père Sakichi Toyoda fut
l'inventeur du métier à tisser automatique en 1924. Passionné d'automobile,
Kiichiro Toyoda parcourt l'Europe et les États-Unis pour enquêter sur ce moyen de
locomotion et importer la technologie au Japon.
ADNANE Yassine Année scolaire 2021/2022
40
Partie 2 :
Chapitre 1 : généralités sur la
gestion des stocks
ADNANE Yassine Année scolaire 2021/2022
41
Introduction :
Pour commencer nous allons étudier les quelques basiques de la discipline au travers
de réponses à des questions simples de type « Qu’est-ce qu’un stock ? D’où vient-il ?
…»
Le mythe du zéro stock a disparu depuis quelques années car comme nous allons le
voir, les questions à traiter au travers de la gestion des stocks sont parfois très
complexes et les équilibres entre clients et fournisseurs fragiles.
Définition d’un stock :
Le flux entrant est maîtrisé par ceux qui passent les commandes
d’approvisionnement pour un stock matière, les gestionnaires en charge de
l’ordonnancement et des lancements pour les flux d’en-cours et de produits finis. Le
flux sortant est imposé par le client puisque son rythme de consommation (ou temps
d’écoulement) est directement lié au rythme des ventes. Le degré de maîtrise d’un
stock s’effectue donc presque uniquement en maîtrisant le flux entrant. C’est la
raison pour laquelle la responsabilité des stocks pèse sur ceux qui actionnent les «
robinets d’entrée » et non ceux de sortie.
Pourquoi stocker ?
Plusieurs raisons peuvent expliquer la mise en place d’un stock. Cela peut être pour
des raisons technologiques (nécessité de faire sécher les produits en fin de processus,
par exemple), pour des raisons commerciales (stock imposé par le client), pour des
raisons stratégiques et économiques (achat par grande quantité pour bénéficier de
tarifs avantageux). Mais en général, un stock est avant tout une conséquence directe
du délai que nous voulons donner à notre client. Il s’agit d’utiliser des stocks pour
réguler les délais. En effet, la décision de stocker ou non des produits vient souvent
du temps que l’on a pour réaliser telle ou telle action. Par exemple en
approvisionnement, le stock de matière première va être mis en place, pour servir un
ADNANE Yassine Année scolaire 2021/2022
42
client lorsque les délais d’approvisionnement sont supérieurs aux délais de
traitement des commandes.
Le choix de mettre en place ou non un stock relève de la stratégie industrielle et de
l’adéquation entre le besoin en délai du marché et le délai d’obtention organisé dans
l’entreprise. Le marché et les concurrents imposent plus ou moins un délai et chaque
entreprise possède des contraintes en interne qui conduisent à un délai d’obtention.
. LES DIFFERENTS TYPES DE STOCK ET LEUR FONCTION
a. DIFFERENTS TYPES DE STOCK :
Dans les différents types d’entreprises commerciales, on rencontre plusieurs types de
stock :
1. Stock de marchandises/ entreprises commerciales
2. Les matières premières. Ce sont des composantes qui sont également
appelées des intrants achetés par l’entreprise et destinés à concourir au processus
de fabrication
3. Les matières consommables : Ce sont des produits qui participent au
processus de production et facilitent l’obtention des produits finis ou semi-finis.
4. Les produits finis
5. Les pièces de rechanges et des matériels
6. Les stocks de pièces de maintenance.
b. LES STOCKS A DEMANDE DEPENDANTE ET LES STOCKS A DEMANDE
INDEPENDANTE :
Les stocks à demande indépendante représentent les stocks d’articles dont
la demande n’est pas liée directement à la consommation de ces articles et est
déterminée à partir de prévisions et de données historiques.
ADNANE Yassine Année scolaire 2021/2022
43
Les stocks à demande dépendante représentent les stocks d’articles dont la
consommation est calculée à travers la nomenclature qui le relie aux articles à la
demande indépendante.
c. LES FONCTIONS DE STOCK :
Les fonctions de stock sont des différentes raisons qui justifient leur détention ou
existence.
1. Les stocks de transit ou de circulation
Ce stock joue un rôle d’alimentation du flux physique. Ils permettent
d’assurer une circulation continue dans le système logistique
(approvisionnement, distribution).
2. Stock de lotissement
Ces stocks résultent des décisions liées à la taille de lots produits
Les contraintes techniques ou économiques, le nombre de chargement de
séries de passation de commande imposent la réalisation de lot de
production supérieure aux besoins nets et provoque ainsi de lot temporaire.
3. Les stocks de sécurité
Ces stocks sont constitués pour permettre à l’entreprise de se protéger face
aux variations aléatoires de la demande et aussi le délai de livraison.
4. Les stocks d’anticipation
Le rôle joué par ce stock est de permettre à l’entreprise de faire face à des
contraintes de marché, à des variations saisonnières de la demande.
5. Les stocks de découplage
Ils permettent de découplage entre des opérations successives et donc de
lier des rythmes de production différents afin d’assurer une continuité de
production.
ADNANE Yassine Année scolaire 2021/2022
44
6. Les stocks technologiques
Ces stocks sont nécessaires à la mise en œuvre des opérations de
transformation elles-mêmes. C’est le cas de stock de vin, de parfum, de
fromage et des produits qui doivent subir un séchage ou un vieillissement.
LES COUTS LIES A LA GESTION DE STOCK
1. Cout de possession de stock
C’est l’ensemble des couts du fait de retenir un article en stock. CD.(p)=Q(s) Cout
de détention de stock est fonction de la quantité de stock.
Lorsque le stock augmente ce cout augmente proportionnellement Ils peuvent être
classés en 3 catégories :
Les couts d’immobilisation des capitaux (cout d’opportunité)
Les couts d’entreposage (la manutention, loyer, gardiennage)
Les couts de dépréciation de stock (détérioration physique, l’usage,
l’obsolescence, le vol…)
2. Cout de passation de commande (cout de lancement)
C’est l’ensemble des couts liés à la passation d’une commande ou
d’approvisionnement. Les couts annuels de passation de commande ou lancement de
fabrication dépend principalement de nombre de commandes lancées et lancements
annuels.
3. Cout d’acquisition
ADNANE Yassine Année scolaire 2021/2022
45
C’est l’ensemble des couts liés à l’acquisition d’un article. Ce cout est composé pour
un article acheté du montant des achats plus les différents frais y relatifs.
4. Les couts de rupture
C’est l’ensemble de cout attribué à l’absence de l’article demandé entrainant ainsi la
non-satisfaction d’une commande. Il représente la perte de la clientèle, le
remplacement par un article plus cher, l’utilisation de moyens de livraison
improvisée pouvant couter trop cher, la modification de l’ordonnancement.
ADNANE Yassine Année scolaire 2021/2022
46
Chapitre 2 : les pièces de
rechange (insertion de trame)
ADNANE Yassine Année scolaire 2021/2022
47
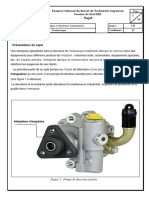
Processus d’insertions de trame (machine Dornier)
Sur le menu 4 du panel, on programme la commande automatique sur “OFF“.
Sur la contre bobine on monte les bobines de trame destinées à l’article, on
passe
Le fil entre les lamelles du frein du contre.
On passe le fil par l’œillet du pré délivreur.
ADNANE Yassine Année scolaire 2021/2022
48
On fait fonctionner le pré délivreur pour présenter la réserve de trame
On passe le fil par le frein E- Flex, puis entre les lamelles du frein à bec avant .
ADNANE Yassine Année scolaire 2021/2022
49
On passe le fil entre les lamelles du sensor de casse trame.
On passe le fil par l’œillet du guide fils
Le fil passe par l’œillet du sélecteur, puis sur le crochet de présentation de trame
ADNANE Yassine Année scolaire 2021/2022
50
Lance porte le fil vers le centre
La barre de contrôle ouvre la pince de la lance
Les deux Lances D/G se présentent au centre.
ADNANE Yassine Année scolaire 2021/2022
51
La commande centrale du levier de déclanchement ouvre et ferme les pinces
pour réaliser le transfert de G/D
Le transfert du fil de trame G/D
La lance droite porte le fil vers la droite
ADNANE Yassine Année scolaire 2021/2022
52
Description du mouvement de l’insertion de trame
Le mouvement se fait par des engrenages des différentes roues qui constituent le
carter.
Un mouvement du système bielle-manivelle déclenche les rotations et des translations
des différents organes du carter ce qui nous donnera un mouvement d’entrée et sortie
de la lance gauche.
Par l’arbre principal le mouvement va être transmis à l’engrenage du carter droit, en
suite donne le mouvement à la lance droite.
ADNANE Yassine Année scolaire 2021/2022
53
Par l’intermédiaire de l’arbre principal le mouvement se transmet à la commande
centrale.
Description du cheminement de la trame par les lances :
1- Déplacement du la lance gauche vers le milieu avec à sa tête le fil.
2-Transmission du fil de la lance
Gauche à la lance droite
3- Retrait de la lance droite avec le fil à sa tête et nous pouvons aussi observer le
retrait de la lance gauche. Et ainsi de suite
ADNANE Yassine Année scolaire 2021/2022
54
Partie 3 :
Chapitre 1 : Diagnostique
Interne Analyse de la situation
existante
ADNANE Yassine Année scolaire 2021/2022
55
A. La charte du Projet
Missions
- Identifier les deux situations souhaitée et réelle et l’écart entre les deux
- Analyser les causes racines des problèmes
- Proposer des solutions et actions d’amélioration
Objectifs
- Réduire le taux de rupture de stock
- Réduire les stocks morts et dormants
Périmètre du projet
- Dans l’espace : Département tissage a Settavex
- Dans le temps :
Contexte du projet
Ce travail s’inscrit dans le cadre du Projet de Fin d’Études et a pour but l’obtention
d’un diplôme de licence professionnelle en gestion de la chaine logistique. Son
objectif principal réside dans la réalisation d’un projet complet en situation
professionnelle.
A travers ce projet, j’ai pu mettre en pratique les enseignements reçus, affirmer
mes compétences et mon savoir-faire.
B. La démarche détaillée du projet
Introduction
Cette partie vise à analyser le projet d’une manière plus détaillée en suivant la démarche
DMAIC, il est question d’un diagnostic élaboré afin d’identifier le problème et fixer les
objectifs à atteindre et les mesures à prendre. Notamment l’analyse des causes racines du
problème.
Première étape : DEFINIR
Pour choisir les problèmes que je vais traiter, j’ai procédé par la démarche suivante :
1. Récolter
ADNANE Yassine Année scolaire 2021/2022
56
Lors de ma visite au département tissage Settavex, j’ai pu réaliser une enquête détaillée auprès
des salariés. En effet, j’ai présenté un questionnaire comportant plusieurs questions liées à la
situation actuelle, aux termes de cette enquête, j’ai pu relever plusieurs problèmes que j’ai
illustrées comme suivants :
- La rupture / surstock des divers produits
- Retards de livraison
Pour éclaircir ces problèmes et les mieux décrire, j’ai utilisé le QQOQCP expliquée dans le
tableau suivant :
Quoi Qui Ou Quand Pourquoi
Rupture -Responsable Magasin de Lors d’un besoin Mauvaise gestion
Stock
-responsable stockage PDR pour de stocks
taxation maintenance
Stocks morts -Responsable Magasin de Non-respect du
Entreposage
-Responsable RH stockage FIFO
2. Valider
Après des délibérations avec mon tuteur de stage, j’ai décidé de traiter les problèmes
majeurs :
- La rupture des PDRs ;
- Le surstock des PDRs.
Et les objectifs principaux fixés sont :
- La proposition d’une politique convenable d’approvisionnement
- Réduire les stocks morts et proposer des solutions afin de les écouler
Deuxième étape : Mesurer
1. Introduction
Afin de déterminer et mieux comprendre la problématique, on doit tout d’abord faire les
mesures nécessaires pour pouvoir les analyser et déterminer les causes racines. Cette
ADNANE Yassine Année scolaire 2021/2022
57
analyse servira à trouver les solutions adéquates pour atteindre les objectifs fixés. La partie
ci-dessous illustre les mesures que j’ai faites pendant mon étude du projet.
2. Analyse de la gestion d’approvisionnement des PDR
Cette partie de mon projet est réservée à l’analyse de la politique actuelle
d’approvisionnement des PDR. Je traiterai les cinq phases principales du processus
d’approvisionnement au sein de Settavex.
La définition du besoin :
En se basant sur l’état de stock, le magasinier définit son besoin en remplissant une
demande de matière contenant la quantité et la désignation de chaque article. Par la suite,
cette demande est transmise au responsable taxation qui valide cette dernière
Le Choix du fournisseur
L’identification du fournisseur qui répondra aux besoins de l’entreprise en respectant les
critères (qualité, prix, délai de livraison)
La passation de commande
Le responsable achat remplit un bon de commande se rapportant à la demande d’achat du
magasinier, ensuite, une copie est envoyée au fournisseur.
La réception de la commande
Après la réception des PDRs, le responsable magasinier doit contrôler la conformité de la
quantité reçue avec le bon de livraison et le bon de commande
Le paiement
Settavex se sert de divers moyens de paiement à savoir les effets de commerce, chèque,
virement bancaire, lettre de crédit ou remise documentaire.
3. Définition des articles stockés et leurs couvertures
La couverture de stock est l'un des indicateurs utilisés dans les fonctions de contrôle de
gestion et de logistique. Affiche le délai de livraison des stocks consommés par la production.
Une mauvaise couverture des stocks signifie que les articles se déplacent rapidement, ce qui
limite les niveaux de stocks et les coûts associés. D'un autre côté, la couverture élevée des
ADNANE Yassine Année scolaire 2021/2022
58
stocks est souvent une source de préoccupation. Cela peut prendre plusieurs années.
L'argent est inutilement immobilisé, le magasin occupe beaucoup d'espace et certains de ces
articles peuvent ne pas être commandés. Divisez l'inventaire par l'utilisation moyenne sur
une période spécifique pour calculer l'approvisionnement pour les jours en stock.
Concernant ma recherche, j’ai pu calculer la consommation moyenne mensuelle, en se
basant sur les ventes réalisées en 2021 :
Ce tableau illustre le pourcentage du stock dormant et du stock en mouvement
STOCK EN MOUVEMENT STOCK DORMANT
QTITE (unités)
%
J’ai traduit le tableau sous forme d’un graphe pour mieux visualiser ces résultats, le graphe
est comme suit :
70%
60%
50%
40%
30%
20%
10%
0%
STOCK EN MOUVEMENT STOCK DORMANT
Figure 1: Pourcentage stock dormant
Une analyse de la politique de livraison de PDR et de la demande actuelle des clients montre
que la majorité des stocks est inactive lorsque nous prenons la couverture des stocks pour
chaque article et la résumons dans le diagramme ci-dessus. Couvre la consommation
pendant plusieurs années. Le résultat est des pertes importantes.
ADNANE Yassine Année scolaire 2021/2022
59
Le principal problème était la présence de ruptures de stock et de ruptures de stock, qui se
sont avérées être dues à une mauvaise planification. La livraison est aléatoire et il n'y a pas
de méthode de réapprovisionnement. Par conséquent, ma mission est de proposer des
politiques d'approvisionnement qui aident à prévenir la corruption inutile, à réduire les
stocks morts et à réduire les coûts de stockage.
4. Analyse de l’existant du magasin de stockage :
L’analyse de l’existant du magasin de stockage a pour but de donner un aperçu sur la
pertinence du projet, sa faisabilité et sa continuité.
Mon analyse se fera en deux parties :
L’analyse statistique du magasin : Elle concerne l’analyse de la volumétrie des PDRs et
produits stockés, ainsi que la surface occupée par la zone de stockage.
Le magasin de stockage du pôle maintenance de l’ONCF couvre une surface de 230 m² avec
une hauteur de 5m.
ADNANE Yassine Année scolaire 2021/2022
60
Les surfaces et les pourcentages des différentes zones de stockage sont récapitulés dans le
tableau suivant :
Zone de stockage Surface m² Surface totale m² %
STOCK MORT ou dormant 145,5447233 63%
PRODUITS STOCKES 73,1552767 230 31%
ZONE LIBRE 11,3 6%
On constate que la surface réservée aux articles stockés et aux pièces détachées est de 74 m², tandis
que la surface réservée au stock mort atteint 146 m², soit une différence d'environ 72 m². Les 12 m²
restants de surface commerciale sont inhabités.
Les palettes utilisées au niveau de l'entrepôt sont principalement des palettes en plastique d'une
longueur de 120 cm et d'une largeur de 100 cm.
Pour mieux comprendre la gravité de la présence de ce stock dormant / mort, nous allons mesurer
les valeurs des stocks morts de chacun des articles critiques, et ce dans la base de données suivante :
ADNANE Yassine Année scolaire 2021/2022
61
Figure 2 : BDD valeurs stocks articles Dournier
Afin de mieux détecter les articles avec les stocks morts les plus coûteux, j’ai trié les articles en
fonction de la valeur de leur stock mort :
ADNANE Yassine Année scolaire 2021/2022
62
5. Etude du taux de rupture de stock
Ce taux mesure le pourcentage d’article en rupture sur une période donnée, et permet de
détecter les dysfonctionnements au niveau des approvisionnements.
Sa formule de calcul est :
'
Nombre d articles en rupture∗100
Taux de rupture de stock= '
nombre d articleactifs
Ce taux devrait être proche de 0 %, ce qui indique une bonne gestion des
approvisionnements. Cependant, des valeurs éloignées de 0% du taux d'inventaire indiquent
un échec dû à une mauvaise gestion des approvisionnements et des stocks.
ADNANE Yassine Année scolaire 2021/2022
63
Taux de rupture = (4*100) /19= 21.05%
En comparant la couverture du stock des différents articles, au sein du magasin de
stockage de Settavex et le temps de livraison de ses derniers, on constate d’une part
que plusieurs articles comme le Pivot mâchoire risquent une rupture.
D’autre part, les articles comme le pantographe monophasé connaissent un
grand surstock.
Par conséquent il est nécessaire de réagir en adoptant un plan d’approvisionnement
susceptible de réduire ces risques.
6. La prévision de la demande
La demande future doit être estimée à l'avance pour réduire les pénuries et les surstocks de
PDR. Cela nous permet d'identifier le besoin de PDR pour chaque véhicule.
La demande n'est pas toujours connue à l'avance, il est donc impératif de prévoir en se
basant sur l'historique des trois dernières années.
Analyse graphique de l’historique
Les données historiques de la demande des pièces de rechange ont été considérées égales
aux ventes réalisées, c'est-à-dire la demande des PDRs et la consommation des PDRs sont les
mêmes.
A cet égard, l’historique de la demande des PDRs s’est basé sur les 3 années précédentes.
ADNANE Yassine Année scolaire 2021/2022
64
Le tableau ci-dessous représente tous les articles consommés de Settavex pendant les 3
années dernières :
Quantité en QT
Mois/ années 2019 2020 2021
Janvier 26754,24 24512 30329,4
Février 25367,4 25987,9 25633,2
Mars 25986,95 32478,7 25405,25
Avril 23870,3 25635,25 21189,7
Mai 20161,36 19397,65 22426,35
Juin 24983,55 22661,05 23365,25
Juillet 28828,05 25141,25 14820,1
Août 22984,2 24248,3 20301
Septembre 21618,65 27308,25 21004
Octobre 24933,95 27481,65 19897,85
Novembre 23663,3 27594,8 23859,65
Décembre 24637 28349,9 26308,75
Figure 3: Consommation PDRs des 3 dernières années
ADNANE Yassine Année scolaire 2021/2022
65
Une représentation graphique a été faite, dans le but d’avoir une idée sur l’évolution de la
consommation des pièces de rechange, Ce graphique est présenté ci-dessous :
35000
30000
25000
20000
15000 qtité
10000
5000
0
19 19 19 19 20 20 20 20 21 21 21 21
an- pr- Jul- ct- an- pr- Jul- ct- an- pr- Jul- ct-
J A O J A O J A O
Figure 4: Graphique consommation PDRs
D’après ce graphique, je peux constater que la consommation des PDR et la typologie de la
demande de l’ONCF sont saisonnières en se basant sur l’historique.
ADNANE Yassine Année scolaire 2021/2022
66
Troisième étape : Analyser
1. Introduction
Afin d’avoir une vision nette du problème, dans cette étape je vais analyser et identifier
toutes les causes racines de ce dernier en me basant sur les mesures que j’avais prises. Ce
qui me permettra de trouver les solutions convenables pour régler le problème et atteindre
les objectifs souhaités.
2. Analyse du problème de rupture de stock
5 Pourquoi
Cet outil sert à connaître les causes du problème et en relever la cause racine
ADNANE Yassine Année scolaire 2021/2022
67
3. Analyse du problème de surstock
L’outil 5 Pourquoi
4. Résultat de l’analyse de l’existant
Après avoir effectué une analyse approfondie du problème, je passe au plan d’action dont
l’objectif est de résoudre les problèmes de rupture et de surstock.
Plan d’action pour régler le problème de rupture de stock
Le tableau en bas réunit les différentes causes du problème ainsi que les plans d’action
possibles.
Causes Plan d’action
Absence de stock de sécurité Proposer une politique
Approvisionnement aléatoire d’approvisionnement
Maintenance préventive
En plus des causes citées, au départ, qui sont cruciales et pour lesquelles des plans d’action
ont été proposés. On trouve d’autres causes secondaires indiquées et décrites dans le
tableau ci-dessous :
ADNANE Yassine Année scolaire 2021/2022
68
Causes Recommandations
Manque de communication entre les Organiser des réunions inter-équipes
achats et l’approvisionnement
Plan d’action pour régler le problème de surstock
Comme l’étape précédente, j’ai réuni les diverses causes et les plans d’actions relatifs au sur
stockage, sont exposés dans le tableau suivant :
Causes Plan d’action
Approvisionnement aléatoire Proposer une politique
d’approvisionnement
Les causes secondaires et les suggestions sont également présentées ci-dessous :
Causes Recommandation
Manque de communication entre les Organiser des réunions inter-équipes
achats et l’approvisionnement
Ecart entre le système d’information et Proposer un planning de l’inventaire
système physique
ADNANE Yassine Année scolaire 2021/2022
69
Chapitre II : Résolution des
Problème
Quatrième étape : Innover
1. Introduction
Nous sommes parvenus à la dernière phase de la résolution du problème qui consiste à
proposer des solutions pour supprimer les causes détectées au cours de l’analyse.
2. La reconfiguration de la politique d’approvisionnement des articles
Après avoir calculé la prévision de la demande des PDRs, il est nécessaire de proposer une
politique d’approvisionnement des articles.
ADNANE Yassine Année scolaire 2021/2022
70
Etant donné que l’entreprise ne donne pas la même importance à chacun de ces articles, il
est primordial de les classer selon leur intérêt et leur importance
La méthode ABC
Pour faire la distinction entre les articles qui nécessitent plus de gestion et les articles qui
nécessitent plus de gestion, nous avons choisi la méthode ABC, qui calcule la valeur de la
consommation annuelle. Cette valeur correspond au prix unitaire de l'article pour chaque
besoin annuel.
Le besoin de PDR est basé sur les besoins annuels de l'année précédente.
3. Propositions des politiques d’approvisionnement :
La politique d’approvisionnement sert à répondre à deux questions principales auxquelles la
gestion de stocks doit faire face, à savoir :
- Combien command ?
- Quand commander ?
Selon la classification ABC, la classe A spécifie tous les articles stratégiques qui ne tolèrent
pas la rupture de stock. Le processus de commande est minutieux et précis et doit être
vérifié régulièrement.
La classe B est une classe intermédiaire avec un processus de commande normal.
La classe C correspond aux articles à faible consommation. Cette dernière étape doit être
effectuée régulièrement une à deux fois par an.
Pour la classe A, nous avons sélectionné un "système de point de commande" à quantité fixe
et date variable qui convient le mieux aux articles de classe A et évite les ruptures de stock.
Cette méthode nécessite un suivi constant des stocks et est très coûteuse à gérer.
ADNANE Yassine Année scolaire 2021/2022
71
Pour appliquer cette méthode aux articles de la famille A, j’ai calculé le stock de sécurité et
les points de commande qui déclenchent la commande.
Cela permet de réduire le temps de stockage et les coûts associés.
« Stock de sécurité = Coefficient de sécurité x Ecart type de la demande x racines carré du
délai de Réapprovisionnement »
Avec : le coefficient de sécurité dépend du taux de service cible. Afin de le déterminer on
utilise la loi normale.
Point de commande = Demande moyenne par période x délai de réapprovisionnement +
Stock de sécurité
Concernant les articles de la classe B, j’ai choisi la politique de quantité variable et du délai
fixe : méthode de re complètement. Ce système a comme avantage le fait qu’il n’a pas
besoin d’un suivi contenu des états de stock. Cependant le niveau du stock de sécurité est
plus élevé que pour le système point de commande.
Niveau cible = Utilisation durant le délai + Utilisation durant la période de révision + Stock de
Sécurité
Quantité à commander = Niveau cible – quantité en stock – quantité en commande
Pour appliquer cette méthode, je vais calculer le niveau cible de chaque article concerné, et
définir le délai d’approvisionnement.
Finalement, j’ai sélectionné la méthode Kanban pour les articles de la classe C, étant donné
que cette méthode permet d’optimiser les coûts de passation de commande par lot
économique et par la suite faire une meilleure optimisation des approvisionnements.
Je vais calculer la taille du lot à partir de la couverture proposée afin de répondre à la
demande.
Applications numériques
ADNANE Yassine Année scolaire 2021/2022
72
Figure 5: Tableau de probabilité cumulative
Article Janvie Févrie Mars Mai Avril Juin Juille Aoû Septembr Octobr Novembr Décembre
r r t t e e e
Vérin du 1500 1200 1650 960 135 110 1000 840 1520 1480 1050 1000
train 0 0
Amortisseu 760 1230 1400 160 115 980 1310 650 1400 740 1600 1520
r 0 0
Tourillon 1200 1120 1300 950 850 136 1600 110 1050 950 990 1000
ADNANE Yassine Année scolaire 2021/2022
73
0 0
Cale en bois 500 430 950 840 750 120 1050 100 650 1450 720 1080
à manche 0 0
Vérin de 900 980 760 105 149 130 620 840 910 1160 1500 970
verrouillage 0 0 0
A propos des articles de la classe B, recomplétement périodique
Article Janvie Février Mars Mai Avril Juin Juillet Août Septembre Octobr Novembre Décembre Ec
r e
Compas du 1320 1500 1420 950 1650 1100 1050 1340 860 1430 1400 1000 24
train
Contrefiche 960 760 1320 1410 1630 1060 920 980 1000 1200 1300 1130 24
principale
Bobine de 1300 1200 980 1050 1280 1320 720 1080 1200 1400 1050 1000 18
fil de fer
Quant aux articles de la classe C, la quantité économique de commande a été déterminée
selon la couverture demandée.
Article Consommation annuelle Couverture Taille du lot
(unités) (sem)
Extincteur 6108 4 509
Pour régler le problème des PDRs avec des stocks morts élevés, j’ai proposé quelques
solutions :
- Utiliser une marketplace de stock mort
- Réaliser une liquidation du stock mort
- Jeter les stocks morts
ADNANE Yassine Année scolaire 2021/2022
74
Conclusion :
En conclusion, le stage de fin d'études de ma licence professionnelle en gestion de production
textile au sein de Settavex a été très important pour moi, tant sur le plan professionnel que sur
ADNANE Yassine Année scolaire 2021/2022
75
le plan professionnel.
Cela m'a permis de mettre en pratique les connaissances théoriques que j'ai acquises lors de
ma formation à l'ESITH et de faire face à certaines problématiques avec mon entreprise,
comme les surstocks et les ruptures de stock. Mon projet consiste donc à réduire les ruptures
de stock et éliminer les surstocks, j’ai procédé par la démarche DMAIC, suivant 5 étapes
principales :
1. Cernement des problèmes
2. Définition de la problématique
3. Fixation des objectifs à atteindre
4. Mesure et analyse des différents paramètres des problèmes
5. Mise en place de solutions permettant de les résoudre
Après avoir analysé minutieusement les problématiques, j’ai proposé une solution radicale,
comme exemple :
- Utilisation d’une politique d’approvisionnement adéquate pour chaque type de produits.
Ce stage a été riche pour moi car j'ai pu découvrir le monde de l'entreprise, ses acteurs et ses
contraintes. J'ai également eu l'opportunité de m'intégrer à mon équipe et d'améliorer mes
compétences.
J'ai acquis des compétences dans les domaines de la responsabilité, de la rationalité, de la
ponctualité et de l'autonomie.
J'ai aussi dû me confronter au monde réel, qui est complètement différent du monde étudiant.
Et bien que je comprenne qu'apprendre est une chose, appliquer ses compétences en est une
autre. Je pense que ce stage PFE est une expérience importante dans ma formation. Mes
recherches et mon travail étaient inspirants. J'ai appris à gérer mon temps, à trouver des
problèmes, à recueillir des informations et à pratiquer la pensée critique, la diplomatie et
l'esprit. Enfin, je tiens à remercier tous ceux qui ont contribué à la réussite de mon stage.
ADNANE Yassine Année scolaire 2021/2022
76
Vous aimerez peut-être aussi
- Sefita (Texture)Document30 pagesSefita (Texture)OverDoc100% (2)
- Entrepreniat Projet 222Document15 pagesEntrepreniat Projet 222AMINE0% (1)
- Khawla RappDocument24 pagesKhawla RappSaid 3wejl3angraPas encore d'évaluation
- Portrait Secteur Textile 12-2003Document80 pagesPortrait Secteur Textile 12-2003api-3723248100% (11)
- Rapport de StageDocument12 pagesRapport de Stagetaoufik hammadi0% (1)
- Projet SOIE TojoDocument27 pagesProjet SOIE TojoTojo AndrianjakaPas encore d'évaluation
- Premier Rapport de Stage MR - TaguenitDocument38 pagesPremier Rapport de Stage MR - TaguenitYassine Oukyoud40% (5)
- Rapport de Stage ConfectionDocument31 pagesRapport de Stage Confectionمحمد بوفالPas encore d'évaluation
- CI-COUPE-Texile1 20 21 PDFDocument47 pagesCI-COUPE-Texile1 20 21 PDFOmaima BouguerraPas encore d'évaluation
- Stage de Perfectionnement Version FinaleDocument31 pagesStage de Perfectionnement Version FinaleKarim BchirPas encore d'évaluation
- La Genie TextDocument99 pagesLa Genie Textoxydamine100% (2)
- Conditionnement Textile Fev15Document79 pagesConditionnement Textile Fev15Meryem Faddal50% (2)
- Cahier de Métrologie - omar+Yosr+ArwaDocument44 pagesCahier de Métrologie - omar+Yosr+ArwaKarim BchirPas encore d'évaluation
- Rapport Stage HamzaDocument14 pagesRapport Stage HamzaSaid 3wejl3angraPas encore d'évaluation
- Chapitre 2 Procédé de Non TissésDocument4 pagesChapitre 2 Procédé de Non TissésDifferent RayPas encore d'évaluation
- Textile FDocument24 pagesTextile FhhedfiPas encore d'évaluation
- Amélioration de L Atelier de CoupeDocument51 pagesAmélioration de L Atelier de Coupeakram bousetaPas encore d'évaluation
- Memoire TextileeDocument13 pagesMemoire TextileeAbdelhadi EssalihPas encore d'évaluation
- CoupeDocument18 pagesCoupeRima TrabelsiPas encore d'évaluation
- MR HichemDocument50 pagesMR HichemSa LouPas encore d'évaluation
- Rapport Industrie TextileDocument24 pagesRapport Industrie TextileAmine AbouelouafaPas encore d'évaluation
- Rapport de StageDocument5 pagesRapport de Stagemsi nrtworkPas encore d'évaluation
- Chapitre 2 Partie 1Document28 pagesChapitre 2 Partie 1Karim BchirPas encore d'évaluation
- Rapport de Thèse Yosr Ben MlikDocument172 pagesRapport de Thèse Yosr Ben MlikBilel LetaiefPas encore d'évaluation
- KjuhygtfrdDocument32 pagesKjuhygtfrdcenderillastoryPas encore d'évaluation
- TP Métrologie ENN3 Hamza&HamadyDocument14 pagesTP Métrologie ENN3 Hamza&HamadyKarim BchirPas encore d'évaluation
- Nouvelle RapportDocument53 pagesNouvelle RapportDifferent Ray100% (1)
- Introduction PlanningDocument21 pagesIntroduction Planningapi-372324860% (5)
- Note Analyse Prospective Coton - Textile - ConfectionDocument46 pagesNote Analyse Prospective Coton - Textile - ConfectionFranc McgregorPas encore d'évaluation
- Pour L'industrie Textile en Tunisie (PDFDrive)Document229 pagesPour L'industrie Textile en Tunisie (PDFDrive)Sarah SebâaPas encore d'évaluation
- Pr-15-Utilisation Des Techniques de La GPAODocument45 pagesPr-15-Utilisation Des Techniques de La GPAOAhmed TalebPas encore d'évaluation
- FinaliséDocument57 pagesFinaliséabouziane_dPas encore d'évaluation
- Ast GPHDocument55 pagesAst GPHapi-3723248Pas encore d'évaluation
- Qualité Du Tricot Sur Métier Rectiligne Manuelle À Double Fonture: Théorie de La Tension Du FilDocument75 pagesQualité Du Tricot Sur Métier Rectiligne Manuelle À Double Fonture: Théorie de La Tension Du FilRAZAFINDRABE Rovatiana Harivelo100% (1)
- Contrôle Qualité / Département Filature TIAF: Laboratoire de Développement Filature Et TissageDocument15 pagesContrôle Qualité / Département Filature TIAF: Laboratoire de Développement Filature Et TissageRAZAFINDRABE Rovatiana Harivelo0% (2)
- Génie Des TextilesDocument142 pagesGénie Des Textilesbanse JulesPas encore d'évaluation
- Rapport Stage D'Initiation Au Milieu Professionnel Ingénieur 1 Année Génie IndustrielDocument34 pagesRapport Stage D'Initiation Au Milieu Professionnel Ingénieur 1 Année Génie IndustrielAyman ZouaouiPas encore d'évaluation
- Ammoula SitexDocument32 pagesAmmoula SitexSalim TajouriPas encore d'évaluation
- Rapport de Stage ConfectionDocument24 pagesRapport de Stage ConfectionMarwen FoudhailiPas encore d'évaluation
- Chapitre 1-Amenagement Du Poste Et Etude Du PRDocument32 pagesChapitre 1-Amenagement Du Poste Et Etude Du PRislem khemirPas encore d'évaluation
- Contribution À L'implantation Du Système SEAM PMC Dans Le Finishing Department de Cottonline S.A. AntsirabeDocument69 pagesContribution À L'implantation Du Système SEAM PMC Dans Le Finishing Department de Cottonline S.A. AntsirabeRAZAFINDRABE Rovatiana HariveloPas encore d'évaluation
- Etude de CasDocument33 pagesEtude de Casapi-3723248100% (2)
- RapportDocument39 pagesRapportRoshedi BouamalPas encore d'évaluation
- Rapport de Stage PFEDocument47 pagesRapport de Stage PFEAbir GuizaniPas encore d'évaluation
- Fi Textiles Et Confection FR PDFDocument39 pagesFi Textiles Et Confection FR PDFKaren AkoaPas encore d'évaluation
- Filature Coton Et LaineDocument41 pagesFilature Coton Et LaineSara Khaldi88% (8)
- TP Bonneterie PDFDocument10 pagesTP Bonneterie PDFthomas0057Pas encore d'évaluation
- BonneterieDocument9 pagesBonneteriethomas0057Pas encore d'évaluation
- Présentations Du Secteur Textile HabillementDocument34 pagesPrésentations Du Secteur Textile HabillementElmehdi TalbiPas encore d'évaluation
- Q 08 Maitrise Des Techniques de Repassage Et de ConditionnementDocument51 pagesQ 08 Maitrise Des Techniques de Repassage Et de ConditionnementDebbabi Ameni100% (1)
- Chapitre 1 EnnobDocument38 pagesChapitre 1 EnnobKarim BchirPas encore d'évaluation
- ConfectionDocument16 pagesConfectionAbdelhamid Hamouda Issaoui100% (1)
- Chapitre 2 EnnobDocument25 pagesChapitre 2 EnnobKarim BchirPas encore d'évaluation
- Filature TextileDocument3 pagesFilature TextilechristophePas encore d'évaluation
- Présentations Du Secteur Textile HabillementDocument39 pagesPrésentations Du Secteur Textile Habillementapi-372324885% (26)
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Confection Et Vente Des Vetements Prã T-Ã - Porter. (Sans Sommaire)Document28 pagesConfection Et Vente Des Vetements Prã T-Ã - Porter. (Sans Sommaire)Ahmed BrahimiPas encore d'évaluation
- Rapport de Stage UNIVERSITÉ EURODocument40 pagesRapport de Stage UNIVERSITÉ EUROSalim SraidiPas encore d'évaluation
- Rapport de StageDocument11 pagesRapport de StageMouad MendilPas encore d'évaluation
- Thème 3 LES PRINCIPAUX COMPTES Comptabilité Générale Système Comptable OHADA PDFDocument80 pagesThème 3 LES PRINCIPAUX COMPTES Comptabilité Générale Système Comptable OHADA PDFLoïcPas encore d'évaluation
- Rapport de Stage Coca ColaDocument31 pagesRapport de Stage Coca ColaAhmed Toba50% (4)
- Cas de Synthèse Approvisionnement N1Document2 pagesCas de Synthèse Approvisionnement N1Bilel Ben AbidPas encore d'évaluation
- Cours de Caisse DecentraliseeDocument31 pagesCours de Caisse DecentraliseeKennedy Dkab100% (1)
- Gestion de StockDocument50 pagesGestion de StockkhalidePas encore d'évaluation
- 05 TC - Informations de Synthèse PDFDocument54 pages05 TC - Informations de Synthèse PDFBouzaida Maher100% (1)
- Modèle de Wagner Et WhithinDocument10 pagesModèle de Wagner Et WhithinNarjiss ElouantoutiPas encore d'évaluation
- Corrigé Examen-Comptabilité Approndie1 2002 TunisieDocument4 pagesCorrigé Examen-Comptabilité Approndie1 2002 Tunisiemarwa1Pas encore d'évaluation
- Anciens Sujets de DUT - IUGDocument16 pagesAnciens Sujets de DUT - IUGHarounaPas encore d'évaluation
- AuchanDocument28 pagesAuchanJihane N. Al YafeiPas encore d'évaluation
- M19 - Gestion BudgétaireDocument80 pagesM19 - Gestion BudgétaireABDOU FITPas encore d'évaluation
- Cours Logistique Mix-Logistique Et Cycle de Vie PDT FI 2015Document12 pagesCours Logistique Mix-Logistique Et Cycle de Vie PDT FI 2015Nada MLPas encore d'évaluation
- Sujet Esa 2021Document14 pagesSujet Esa 2021Zerouala OussamaPas encore d'évaluation
- Solutionnaire Chapitre 5 Fournier MénardDocument10 pagesSolutionnaire Chapitre 5 Fournier MénardNaniBenPas encore d'évaluation
- Séminaire Auto-Révision 2017 PDFDocument170 pagesSéminaire Auto-Révision 2017 PDFSaid GsouriPas encore d'évaluation
- Lettre Vernimmen Numero 112Document10 pagesLettre Vernimmen Numero 112Kossi EkpaoPas encore d'évaluation
- Chap1 - Cours - GProd - Introd GMecDocument14 pagesChap1 - Cours - GProd - Introd GMecFatma MabroukiPas encore d'évaluation
- Optimisez Votre Platforme LogistiqueDocument674 pagesOptimisez Votre Platforme Logistiquerommaysa100% (6)
- U9 Corrige 2019Document9 pagesU9 Corrige 2019kouman michaelPas encore d'évaluation
- La Plannification de DistributionDocument30 pagesLa Plannification de Distributionoum100% (1)
- Gestion de StockDocument49 pagesGestion de StockWalid Zomita81% (16)
- 04 MO Analyse Et Dépréciation Stock MortDocument5 pages04 MO Analyse Et Dépréciation Stock Morttsar1701Pas encore d'évaluation
- Guide Finance D'entrepriseDocument90 pagesGuide Finance D'entreprisearthur larry100% (1)
- Application 2 - PalettierDocument4 pagesApplication 2 - PalettierAyoube chliliPas encore d'évaluation
- Les Retraitements D'homogéniétéDocument6 pagesLes Retraitements D'homogéniétéÃk RåmPas encore d'évaluation
- Présentation DRPDocument2 pagesPrésentation DRPIbrahim SkakriPas encore d'évaluation
- TD Controle de Gestion 2023Document6 pagesTD Controle de Gestion 2023Hajar HajoraPas encore d'évaluation
- La Gestion Des ApprovisionnementsDocument35 pagesLa Gestion Des ApprovisionnementsTaha ElPas encore d'évaluation
- Les 12 Indicateurs Clés de Performance de La Gestion Des Stocks Que Vous Devez MaîtriserDocument13 pagesLes 12 Indicateurs Clés de Performance de La Gestion Des Stocks Que Vous Devez Maîtrisergreg ADJEYEPas encore d'évaluation
- Exercice Corrigé Sur La Gestion Des StocksDocument4 pagesExercice Corrigé Sur La Gestion Des Stockskistidi33100% (1)