Vous aimerez peut-être aussi
- Free ICT StrategyDocument22 pagesFree ICT StrategyTieba issouf Ouattara100% (4)
- Activités Futur Simple PDFDocument6 pagesActivités Futur Simple PDFBrahyan Vargas100% (1)
- Analyse Technique 3.0 - Ce Qui M - Julien FLOTDocument59 pagesAnalyse Technique 3.0 - Ce Qui M - Julien FLOTdqdqsdqsPas encore d'évaluation
- Le développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionD'EverandLe développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionPas encore d'évaluation
- Gestion de La Maintenance 2019 - 4OGI - Eléments Du CoursDocument117 pagesGestion de La Maintenance 2019 - 4OGI - Eléments Du Coursranya ochiPas encore d'évaluation
- Livret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62D'EverandLivret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62Pas encore d'évaluation
- GMAODocument8 pagesGMAOJohn HadoPas encore d'évaluation
- Gestion - de - Production - Et - Cartographie - Des - Processus 1 S5Document34 pagesGestion - de - Production - Et - Cartographie - Des - Processus 1 S5Arije Jaafari100% (1)
- Cour Analyse Des Sytèmes IndustrielsDocument136 pagesCour Analyse Des Sytèmes IndustrielsGhassen BoussaaPas encore d'évaluation
- Cours Gestion de La ProductionDocument19 pagesCours Gestion de La ProductionREDA TEAMPas encore d'évaluation
- Automate Programmable PDFDocument16 pagesAutomate Programmable PDFAit El Caid AbdellatifPas encore d'évaluation
- Guide Injection Plastique PlastisemDocument49 pagesGuide Injection Plastique PlastisemlyouzPas encore d'évaluation
- Cours MaintenanceDocument39 pagesCours MaintenanceAbde NnourPas encore d'évaluation
- Chapitre 1 Approche de La Maintenance IndustrielleDocument4 pagesChapitre 1 Approche de La Maintenance IndustrielleHanadel BelhadjPas encore d'évaluation
- 01 TN14-Généralités-NogDocument126 pages01 TN14-Généralités-NogThomas BastosPas encore d'évaluation
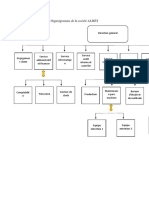
- Organigramme de La Société ALMESDocument1 pageOrganigramme de La Société ALMESawatefPas encore d'évaluation
- APEF & Contrat de PhaseDocument23 pagesAPEF & Contrat de PhaseMou Hamoudi100% (4)
- Mémoires Dun Spéculateur Edwin Lefèvre Lefèvre, EdwinDocument385 pagesMémoires Dun Spéculateur Edwin Lefèvre Lefèvre, EdwinTidiane DAMANGO0% (1)
- Management InterculturelDocument51 pagesManagement InterculturelRANDRIAMANJAKA BRIEL TANIEN100% (1)
- Polytech AutomatisationDocument119 pagesPolytech AutomatisationWassim SnPas encore d'évaluation
- Gestion Et Organisation Des Moyens de ProductionDocument54 pagesGestion Et Organisation Des Moyens de ProductionanwarPas encore d'évaluation
- 1 - Analyse de FabricationDocument13 pages1 - Analyse de FabricationAmine Reda100% (1)
- Organisation de La Fonction ProductionDocument16 pagesOrganisation de La Fonction ProductionLamiaa AmraniPas encore d'évaluation
- Leçon 1 Entreprise de ProductionDocument8 pagesLeçon 1 Entreprise de ProductionYasmine HammamiPas encore d'évaluation
- Rapport de TournÃeDocument26 pagesRapport de TournÃeMahfoudh TalebPas encore d'évaluation
- ch1ch2 Bureau Detude m1 MMTHDocument24 pagesch1ch2 Bureau Detude m1 MMTHchorfi khemissiPas encore d'évaluation
- Cours BM Chapitre1Document12 pagesCours BM Chapitre1Iheb KahouachPas encore d'évaluation
- P.R.3 Bureau D'etudesDocument1 pageP.R.3 Bureau D'etudesLaurie HntPas encore d'évaluation
- Why - SGDT 2Document19 pagesWhy - SGDT 2Khalil elkPas encore d'évaluation
- BACTUa PpsDocument34 pagesBACTUa Ppsanon_928248780Pas encore d'évaluation
- Module 02 - Leçon 02: Classification Des Charges Et Des ProduitsDocument12 pagesModule 02 - Leçon 02: Classification Des Charges Et Des ProduitsChaimae ChaddouPas encore d'évaluation
- Activite Phase PlanificationDocument4 pagesActivite Phase PlanificationMouna BedhiafPas encore d'évaluation
- Stratégie Et Organisation de La MaintenanceDocument36 pagesStratégie Et Organisation de La MaintenanceThéo ForthommePas encore d'évaluation
- Ossama EL Bakkari HTDocument20 pagesOssama EL Bakkari HTHAJARPas encore d'évaluation
- Module 28 Gestion Dentreprise FM TFM PDFDocument40 pagesModule 28 Gestion Dentreprise FM TFM PDFBadr HadriPas encore d'évaluation
- Rapport de StageDocument12 pagesRapport de StageNidal Best100% (1)
- 1ing S1 CAO 15 10 2020Document89 pages1ing S1 CAO 15 10 2020Ameny AamaraPas encore d'évaluation
- CH5 Analyse de FabricationDocument18 pagesCH5 Analyse de FabricationSawssen GuidaraPas encore d'évaluation
- Industry 4.0 Revolution PowerPoint TemplatesDocument16 pagesIndustry 4.0 Revolution PowerPoint TemplatesRį HëmPas encore d'évaluation
- Chapitre 1 Politique Et Organisation de La MaintenaceDocument8 pagesChapitre 1 Politique Et Organisation de La Maintenaceبلال بونقابPas encore d'évaluation
- Mouna BedhiafDocument5 pagesMouna BedhiafMouna BedhiafPas encore d'évaluation
- Eposer de Machine OutilsDocument9 pagesEposer de Machine OutilsTheddy TheddyPas encore d'évaluation
- SociétéDocument8 pagesSociétéAymen ZaloutiPas encore d'évaluation
- Referentiel IpmDocument98 pagesReferentiel IpmACHRAF DOUKARNEPas encore d'évaluation
- Cours Méthodes - Asma BELHADJ - 2GM ENIT - Introduction - EtudiantDocument6 pagesCours Méthodes - Asma BELHADJ - 2GM ENIT - Introduction - EtudiantluqmanPas encore d'évaluation
- Fiche D Identite Fabrication BPP 1.0Document2 pagesFiche D Identite Fabrication BPP 1.0WATTELIERPas encore d'évaluation
- Diapo Systém Product 18 Part 1Document11 pagesDiapo Systém Product 18 Part 1radouane.ourhdirPas encore d'évaluation
- Maintenance Et Fiabmaintenance Et FiabilitéilitéDocument34 pagesMaintenance Et Fiabmaintenance Et Fiabilitéilitésenpai2066Pas encore d'évaluation
- Le Management Industriel: La Gestion Du Système Productif FondementsDocument50 pagesLe Management Industriel: La Gestion Du Système Productif FondementsMidox MehdiPas encore d'évaluation
- Chapitre 1Document6 pagesChapitre 1Dadi AzizPas encore d'évaluation
- Omm - Ch1 Maintenance 1718 EspritDocument15 pagesOmm - Ch1 Maintenance 1718 EspritFedi M'hallaPas encore d'évaluation
- What - SGDT 1Document28 pagesWhat - SGDT 1Khalil elkPas encore d'évaluation
- GMAODocument8 pagesGMAOH'edhili KhlijPas encore d'évaluation
- Chapitre 1 - Etapes de Conception Dun Produit - Avril 2020 - LigneDocument19 pagesChapitre 1 - Etapes de Conception Dun Produit - Avril 2020 - LigneLoic ReyesPas encore d'évaluation
- RapportDocument18 pagesRapportSi HémPas encore d'évaluation
- Cours de MaintenanceDocument59 pagesCours de Maintenancekodjo Elolo ADJOGAHPas encore d'évaluation
- ArifDocument16 pagesArifenissay iduoizPas encore d'évaluation
- RS Cofat 2Document10 pagesRS Cofat 2M.2.APas encore d'évaluation
- Flux de Réalisation Produit FiniDocument5 pagesFlux de Réalisation Produit FiniAdnane MoussaifPas encore d'évaluation
- Approche de La MaintenanceDocument11 pagesApproche de La MaintenanceRajhi HoussemPas encore d'évaluation
- 7 Gestion D'entreDocument39 pages7 Gestion D'entreWissam TizaPas encore d'évaluation
- Approche de La MaintenanceDocument6 pagesApproche de La MaintenanceZalfeni Aymen100% (1)
- Bureau Des Méthodes 1 BTS ESA 2021Document30 pagesBureau Des Méthodes 1 BTS ESA 2021LOLIPOOP100% (1)
- Les Fonctions Techniques de L UsinageDocument5 pagesLes Fonctions Techniques de L Usinagechaib boudabPas encore d'évaluation
- CHP1 - CopieDocument8 pagesCHP1 - CopieMuding BkPas encore d'évaluation
- COURS MOUL Et INJ PLASTDocument78 pagesCOURS MOUL Et INJ PLASTBer MouPas encore d'évaluation
- Chapi IIDocument26 pagesChapi IIBer MouPas encore d'évaluation
- Chapitre V Etablissement D'un Processus Complet deDocument18 pagesChapitre V Etablissement D'un Processus Complet deBer MouPas encore d'évaluation
- Exercice 1 TYMOLDocument81 pagesExercice 1 TYMOLJopeth YoussefPas encore d'évaluation
- TD 5Document4 pagesTD 5Ber MouPas encore d'évaluation
- Version PDFDocument114 pagesVersion PDFBer MouPas encore d'évaluation
- Chapitre VI Chrounlogie Des Opération D'usinage 1Document6 pagesChapitre VI Chrounlogie Des Opération D'usinage 1Ber MouPas encore d'évaluation
- TD 02Document2 pagesTD 02Ber MouPas encore d'évaluation
- Chapitre III Les Côtes de FabricationDocument7 pagesChapitre III Les Côtes de FabricationBer MouPas encore d'évaluation
- Recherche Documentaire Et Conception de MémoireDocument18 pagesRecherche Documentaire Et Conception de MémoireBer MouPas encore d'évaluation
- TD 04Document2 pagesTD 04Ber MouPas encore d'évaluation
- Chapitre II IsostatismDocument13 pagesChapitre II IsostatismBer MouPas encore d'évaluation
- Mémo Finale CompressedDocument100 pagesMémo Finale Compressedatika kabouyaPas encore d'évaluation
- Chap 4Document31 pagesChap 4Ber MouPas encore d'évaluation
- Serie TD3Document2 pagesSerie TD3Chaoune MedPas encore d'évaluation
- 3.physiologie GastriqueDocument7 pages3.physiologie GastriqueBer MouPas encore d'évaluation
- 1-Généralités Sur La Physiologie DigestiveDocument7 pages1-Généralités Sur La Physiologie DigestiveBouch BousmPas encore d'évaluation
- 1.généralité Sur La Physiologie DegistiveDocument13 pages1.généralité Sur La Physiologie DegistiveBer MouPas encore d'évaluation
- Chapitre 1Document15 pagesChapitre 1Chaoune MedPas encore d'évaluation
- 1.généralité Sur La Physiologie DegistiveDocument13 pages1.généralité Sur La Physiologie DegistiveBer MouPas encore d'évaluation
- Serie TD3Document2 pagesSerie TD3Chaoune MedPas encore d'évaluation
- Chapitre 4Document5 pagesChapitre 4Ber MouPas encore d'évaluation
- Chapitre 2Document3 pagesChapitre 2Ber MouPas encore d'évaluation
- Zone AL MAJD - Word 2007Document5 pagesZone AL MAJD - Word 2007ZainebkhajiPas encore d'évaluation
- Fiche de Paramétrage - Gestion Des Crédits Dans SAP Avec Key Performance Consulting (KPC)Document11 pagesFiche de Paramétrage - Gestion Des Crédits Dans SAP Avec Key Performance Consulting (KPC)sousou27Pas encore d'évaluation
- Plan de Keynes - BancorDocument8 pagesPlan de Keynes - BancorOumar KonePas encore d'évaluation
- Mémoire 2Document28 pagesMémoire 2bor652799Pas encore d'évaluation
- ImmigrationDocument1 pageImmigrationJames XgunPas encore d'évaluation
- Guide Pour Rapport de Stage CRSADocument14 pagesGuide Pour Rapport de Stage CRSAFernand djeffPas encore d'évaluation
- Rosas Appartement SejourDocument5 pagesRosas Appartement Sejourfred AnagonouPas encore d'évaluation
- Modèle Financier TEF PNUD Mali 2020Document22 pagesModèle Financier TEF PNUD Mali 2020Mussoya Mali100% (1)
- Po 81 422342 0 TechnitelDocument1 pagePo 81 422342 0 TechnitelOlivier ObamePas encore d'évaluation
- PrintDocument8 pagesPrintGlobal GmsPas encore d'évaluation
- Catalogue ALM ÉquipementsDocument130 pagesCatalogue ALM ÉquipementsAbdou SàbïŕìPas encore d'évaluation
- Chap4-Effort TranchantDocument39 pagesChap4-Effort TranchantYassin GhabryPas encore d'évaluation
- A SAFSAFI SEG S2 Macroéconomie 2020 21Document31 pagesA SAFSAFI SEG S2 Macroéconomie 2020 21Chrif NadorPas encore d'évaluation
- Les Investissements Privés Dans La Stratégie de Développement en Haïti-VFDocument69 pagesLes Investissements Privés Dans La Stratégie de Développement en Haïti-VFLey LyricsPas encore d'évaluation
- Les Principes Fondamentaux de La Commande PubliqueDocument4 pagesLes Principes Fondamentaux de La Commande PubliqueCarolinePas encore d'évaluation
- Le Quotidien: Une Autre Journée Sanglante À GhazaDocument16 pagesLe Quotidien: Une Autre Journée Sanglante À GhazaMohamed BENMESSAOUDPas encore d'évaluation
- CM Eco Chap1Document1 pageCM Eco Chap1VANDEMBEUCHEPas encore d'évaluation
- Correction Examen GF1Document6 pagesCorrection Examen GF1Tarik El BarakyPas encore d'évaluation
- Perceuse À Percussion: Instructions D'OrigineDocument28 pagesPerceuse À Percussion: Instructions D'OriginesyvillageoisPas encore d'évaluation
- Catalogo de Rodamientos SKF-336-339 PDFDocument4 pagesCatalogo de Rodamientos SKF-336-339 PDFAlejandro Enriquez SalazarPas encore d'évaluation
- Dossier Rpi Etudes Aboisso CorrigeDocument38 pagesDossier Rpi Etudes Aboisso CorrigeBAHOUE CédricPas encore d'évaluation
- Marketing StrategiqueDocument1 pageMarketing StrategiqueMasha GrPas encore d'évaluation
- Chapitre 14 La Valeur PerçueDocument12 pagesChapitre 14 La Valeur PerçueSofiane BenmiraPas encore d'évaluation
- Devis I 23 03 18 Lasserre de ProuilleDocument2 pagesDevis I 23 03 18 Lasserre de ProuilleChristophe VillanuevaPas encore d'évaluation
- Etat Rapportperiodiquenovembre2021Document2 pagesEtat Rapportperiodiquenovembre2021Aboubacar KouyatePas encore d'évaluation