Vous aimerez peut-être aussi
- Département de Génie Mécanique Option - Génie Des Matériaux Mémoire de Fin D Étude en Vue de L Obtention Du Diplôme de Master en Génie Des MatériauxDocument120 pagesDépartement de Génie Mécanique Option - Génie Des Matériaux Mémoire de Fin D Étude en Vue de L Obtention Du Diplôme de Master en Génie Des MatériauxmoummouPas encore d'évaluation
- Rapport Recuit Des AciersDocument38 pagesRapport Recuit Des AciersFahmi chhiebiPas encore d'évaluation
- Pfe LiseceDocument22 pagesPfe Lisecemed0% (1)
- Examen Traitement Surface 2020Document4 pagesExamen Traitement Surface 2020HOUSSAME NAIMPas encore d'évaluation
- Diapos Mise en Forme Par Déformation PlastiqueDocument212 pagesDiapos Mise en Forme Par Déformation Plastiquewijdane wijdanePas encore d'évaluation
- TP1Document12 pagesTP1Firass ChafaiPas encore d'évaluation
- Rapport de PfeDocument49 pagesRapport de PfeHidaya SklPas encore d'évaluation
- TP Propriétés Des Matériaux Filière Ingénieur RapportDocument53 pagesTP Propriétés Des Matériaux Filière Ingénieur RapportMouad Harit100% (1)
- Corrige TD1 GM1Document2 pagesCorrige TD1 GM1Amin's LifestylePas encore d'évaluation
- TP Soudage 1Document7 pagesTP Soudage 1Maryem Ben SalemPas encore d'évaluation
- Soudage À L'arcDocument10 pagesSoudage À L'arcMekki FarahPas encore d'évaluation
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceD'EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficacePas encore d'évaluation
- These PDFDocument170 pagesThese PDFMariam ZouhairPas encore d'évaluation
- 5 - Les - Traitements - Thermiques - IndustrielsDocument45 pages5 - Les - Traitements - Thermiques - IndustrielsIBTIHAL DAILYPas encore d'évaluation
- Corrige Td2 Gm1Document10 pagesCorrige Td2 Gm1Amin's LifestylePas encore d'évaluation
- Bousnadji, Soumia Lagab, Nouara PDFDocument97 pagesBousnadji, Soumia Lagab, Nouara PDFoussamaPas encore d'évaluation
- Memoire CaciDocument22 pagesMemoire CaciboumazrouPas encore d'évaluation
- Rapport AcierDocument16 pagesRapport AcierMlle Hanane SghirPas encore d'évaluation
- TP Fab - Meca BELHADI PDFDocument34 pagesTP Fab - Meca BELHADI PDFHassen HoggasPas encore d'évaluation
- Mat MetalliquesDocument152 pagesMat MetalliquesDON DEVATTIPas encore d'évaluation
- Procedes de Mise en Forme Des Materiaux m1 FMP 2o21Document39 pagesProcedes de Mise en Forme Des Materiaux m1 FMP 2o21Ach RafPas encore d'évaluation
- Initiation À La Fonderie 1ère AnnéeDocument23 pagesInitiation À La Fonderie 1ère Annéeyouness100% (2)
- Projet Cfm31 Final1 2Document81 pagesProjet Cfm31 Final1 2Monia Bardaoui Ep HadhiriPas encore d'évaluation
- Cours Materiaux 2 AnnéeDocument27 pagesCours Materiaux 2 AnnéeSofiane RedjradjPas encore d'évaluation
- Chap 4 - Etude de L'alimentation 2017Document30 pagesChap 4 - Etude de L'alimentation 2017Yessine OmranePas encore d'évaluation
- Memoire Complete2Document73 pagesMemoire Complete2lagrange27 lagrangePas encore d'évaluation
- Procédés de Mise en Forme Sans Enlevement de Matiere CHAPITRE 2 Tech-Base 2016-17Document61 pagesProcédés de Mise en Forme Sans Enlevement de Matiere CHAPITRE 2 Tech-Base 2016-17Ikram Dahmani100% (3)
- Les Matériaux MétalliquesDocument25 pagesLes Matériaux MétalliquesLOUkmen BelPas encore d'évaluation
- Analyse Fonctionelle Du Besoin Refroidisseur Du ClinkerDocument4 pagesAnalyse Fonctionelle Du Besoin Refroidisseur Du ClinkermalikaPas encore d'évaluation
- Pfe 2020Document24 pagesPfe 2020Raed LakhouasPas encore d'évaluation
- Fatigue EnduranceDocument14 pagesFatigue EnduranceKhouloud GharbiPas encore d'évaluation
- Laminage À ChaudDocument24 pagesLaminage À ChaudjabranePas encore d'évaluation
- Proposition Sujet Master Génie MécaniqueDocument1 pageProposition Sujet Master Génie MécaniqueAbdesslem JarrayPas encore d'évaluation
- CH 4 Généralités Sur Traitements ThermiquesDocument3 pagesCH 4 Généralités Sur Traitements ThermiquesMahdi Daly100% (2)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- FM Chapitre II CorrigéDocument21 pagesFM Chapitre II CorrigéhasnaePas encore d'évaluation
- Techniques de Modélisation Du SoudageDocument107 pagesTechniques de Modélisation Du SoudageMohamed Noureddine AbidPas encore d'évaluation
- 8-Solidification Des AlliagesDocument3 pages8-Solidification Des AlliagesPierre MackenziePas encore d'évaluation
- Résumé mst2Document4 pagesRésumé mst2bessam100% (1)
- Essai de Flexion Par Choc Sur Éprouvette Entaillée Charpy PDFDocument4 pagesEssai de Flexion Par Choc Sur Éprouvette Entaillée Charpy PDFDODOHICHAMPas encore d'évaluation
- Chapitre 2Document18 pagesChapitre 2abderazakPas encore d'évaluation
- PFA1 Essai Mouton CharpyDocument35 pagesPFA1 Essai Mouton CharpyheniPas encore d'évaluation
- Cours - 10 - Aciers Et FontesDocument29 pagesCours - 10 - Aciers Et FontesKamel FedaouiPas encore d'évaluation
- Cours Diagramme Master 2Document48 pagesCours Diagramme Master 2ayoub dahmanPas encore d'évaluation
- Chapitre 5 - Partie 1Document26 pagesChapitre 5 - Partie 1oussama bensassiPas encore d'évaluation
- Le LaminageDocument1 pageLe LaminageBouhdida MohamedPas encore d'évaluation
- Calcul en Fonderie - Partie IIDocument51 pagesCalcul en Fonderie - Partie IIIbtissam MalekPas encore d'évaluation
- Analyse Fonctionelle Cours Et ExoDocument12 pagesAnalyse Fonctionelle Cours Et ExoguesmiPas encore d'évaluation
- Rapport TP MettallurgieDocument13 pagesRapport TP MettallurgieIsmail SamouhPas encore d'évaluation
- Soudage 3Document14 pagesSoudage 3ngouoPas encore d'évaluation
- Chapitre II Moulage Forgeage EstampageDocument12 pagesChapitre II Moulage Forgeage EstampageBreathe 4 footballPas encore d'évaluation
- Métaux Legers - Projet PDFDocument30 pagesMétaux Legers - Projet PDFzakaria aissaouiPas encore d'évaluation
- Etude de La Fiabilite de La Po - ZARRIK Amal - 587Document66 pagesEtude de La Fiabilite de La Po - ZARRIK Amal - 587Ma HdiPas encore d'évaluation
- 2 Elaboration Des Metaux FerreuxDocument55 pages2 Elaboration Des Metaux FerreuxZakari YaePas encore d'évaluation
- Cours n1 Généralités Sur La TribologieDocument3 pagesCours n1 Généralités Sur La TribologieNassar Dzrof100% (1)
- Efforts Sur Les EngrenagesDocument2 pagesEfforts Sur Les EngrenagesMahrez ZaafouriPas encore d'évaluation
- Corrigé TD Met Ex 4 5 6 7Document5 pagesCorrigé TD Met Ex 4 5 6 7Mohammed El azhariPas encore d'évaluation
- MémoireDocument16 pagesMémoireLotfi AbderezzakPas encore d'évaluation
- 2 Trempe PDFDocument2 pages2 Trempe PDFMouad Ouahbi100% (1)
- Études sur la géologie, la paléontologie et l'ancienneté de l'homme: Le département de Lot-et-GaronneD'EverandÉtudes sur la géologie, la paléontologie et l'ancienneté de l'homme: Le département de Lot-et-GaronnePas encore d'évaluation
- Rapport Belkacemi FodhilDocument41 pagesRapport Belkacemi FodhilaminePas encore d'évaluation
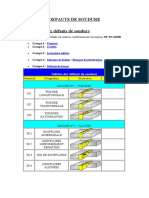
- Defauts de SoudureDocument3 pagesDefauts de SoudureaminePas encore d'évaluation
- DilatométrieDocument12 pagesDilatométrieaminePas encore d'évaluation
- Chapitre 2 - Constructions ParasismiquesDocument87 pagesChapitre 2 - Constructions ParasismiquesaminePas encore d'évaluation
- Ma Bible: Pierres Et CristauxDocument27 pagesMa Bible: Pierres Et CristauxMarine Vln20% (5)
- RP 63626 FR CobaltDocument156 pagesRP 63626 FR CobaltbenwarrenallianceoliPas encore d'évaluation
- Metaux 2017 Vdef 0 PDFDocument68 pagesMetaux 2017 Vdef 0 PDFChou ChouPas encore d'évaluation
- C. P. M. 2014-2015Document59 pagesC. P. M. 2014-2015Keffa Louty DiomandePas encore d'évaluation
- PrDALIMI 22-23 ENSAM-Rabat FI-GMQE S2 M10 E1 Cours-Magistral Présentation Présentiel Séance02-Chapitre01Document23 pagesPrDALIMI 22-23 ENSAM-Rabat FI-GMQE S2 M10 E1 Cours-Magistral Présentation Présentiel Séance02-Chapitre01Fzahraa LaqouissmiPas encore d'évaluation
- Gites Differenciation PedologiqueDocument7 pagesGites Differenciation Pedologiquemab76975Pas encore d'évaluation
- Mémoire Bakhtaoui Warda-ConvertiDocument88 pagesMémoire Bakhtaoui Warda-Convertipierre aboudemPas encore d'évaluation
- Guide Client: Questions Clés Pour La Résistance Au Feu de La StructureDocument15 pagesGuide Client: Questions Clés Pour La Résistance Au Feu de La StructureFunny ChildrenPas encore d'évaluation
- Livre Chimie 1ere AnnéeDocument173 pagesLivre Chimie 1ere AnnéeToons Land100% (1)
- Le ChromeDocument3 pagesLe ChromeАли ЯкубиPas encore d'évaluation
- Cours Materiaux MetalliquesDocument100 pagesCours Materiaux MetalliquesDjelloul Rezini100% (1)
- Catalogue Universel Final 2022Document104 pagesCatalogue Universel Final 2022gaetan mouyPas encore d'évaluation
- Guide Esab SoudureDocument130 pagesGuide Esab SoudureCharfi_houssem100% (1)
- Étude Et Analyse DAO D'un Système de Filtrage de SableDocument42 pagesÉtude Et Analyse DAO D'un Système de Filtrage de SableTahar ADJOUDJPas encore d'évaluation
- Mémoire de Fin D EtudeDocument117 pagesMémoire de Fin D EtudeEma EmiliaPas encore d'évaluation
- Memoire de Master Sur La CorrosionDocument65 pagesMemoire de Master Sur La CorrosionAbir siliniPas encore d'évaluation
- Pharmacopee SommaireDocument54 pagesPharmacopee SommaireElizabethPas encore d'évaluation
- V3 2 Ch2 Mineral IndustryDocument48 pagesV3 2 Ch2 Mineral IndustryAnthimePas encore d'évaluation
- RMC Menuisier Métallique Et AluminiumDocument49 pagesRMC Menuisier Métallique Et AluminiumAriane Tsopze100% (2)
- Metallurgie Du CuivreDocument9 pagesMetallurgie Du Cuivrekobbiyoussef49Pas encore d'évaluation
- 01 Catalogue Lemmens-Cables Et AccessoiresDocument42 pages01 Catalogue Lemmens-Cables Et AccessoiresRoddy LawRazakarisonPas encore d'évaluation
- Cee 2Document16 pagesCee 2Ag AbderazakPas encore d'évaluation
- Technique de L'ingénieureDocument12 pagesTechnique de L'ingénieurefourat.zarkounaPas encore d'évaluation
- Impact Environnemental Des Min - Khlifi Taghzouti Oumaima - 2776Document31 pagesImpact Environnemental Des Min - Khlifi Taghzouti Oumaima - 2776layesaxoPas encore d'évaluation
- Titane In2p3 3 DefinitifDocument85 pagesTitane In2p3 3 DefinitifSemlali ZakariaPas encore d'évaluation
- Chimie Descriptive BAC1-2023Document94 pagesChimie Descriptive BAC1-2023jeanlucmutombo02Pas encore d'évaluation
- 0906 EcnienvironmentalreportfrDocument66 pages0906 EcnienvironmentalreportfrdavidPas encore d'évaluation
- Easyweld-Easycut70 ManuelutilisationDocument23 pagesEasyweld-Easycut70 ManuelutilisationAlain RollePas encore d'évaluation
- cc1 r0 Terrassements 28 04 16Document47 pagescc1 r0 Terrassements 28 04 16MOUNTSOPas encore d'évaluation
- Benao Belynda Yasmine MEnv 2019Document108 pagesBenao Belynda Yasmine MEnv 2019Oumar KonePas encore d'évaluation