Vous aimerez peut-être aussi
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- Compte Rendu Usinage À Commande Numérique - CopieDocument15 pagesCompte Rendu Usinage À Commande Numérique - CopieDon Larab100% (1)
- 1 MIP Corrigé PDFDocument4 pages1 MIP Corrigé PDFSaidJaroumi80% (5)
- TP FaoDocument43 pagesTP FaoAnonymous 9qKdViDP4Pas encore d'évaluation
- Gamme D Usinage de La Piece 2Document3 pagesGamme D Usinage de La Piece 2Med Amine HattakiPas encore d'évaluation
- Lecon 5 Machine OutilDocument24 pagesLecon 5 Machine OutilYasmine HammamiPas encore d'évaluation
- Usinage Par Enlèvement de MatièreDocument11 pagesUsinage Par Enlèvement de MatièreMou Hamoudi100% (2)
- Fabrication TournageDocument7 pagesFabrication Tournagetaha oulkadi100% (1)
- Chapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreDocument76 pagesChapitre 3 Fin Procèdes D'obtention Des Pièces Par Enlèvement de MatièreIkram DahmaniPas encore d'évaluation
- Atelier Paroduction parCNDocument50 pagesAtelier Paroduction parCNAyoub Boutouta100% (2)
- 3 GU Corrigé PDFDocument1 page3 GU Corrigé PDFtagne simo rodrigue67% (3)
- Projet de Fin D Etude PDFDocument58 pagesProjet de Fin D Etude PDFAyoub Elcaidi100% (1)
- Compte Rendu TP FabricationDocument21 pagesCompte Rendu TP FabricationIsmail Oularbi100% (1)
- 4-Simulation D'usinageDocument26 pages4-Simulation D'usinageMarwenBeltaif100% (2)
- Fabrication Assistée Par OrdinateurDocument89 pagesFabrication Assistée Par OrdinateurAlaa Eddine Radh93% (14)
- Outils de TournageDocument4 pagesOutils de TournageKhlif Mohamed100% (2)
- Determination Des Temps de FabricationDocument41 pagesDetermination Des Temps de FabricationO'zSamaPas encore d'évaluation
- Exam Prat TSMFM FF 09Document16 pagesExam Prat TSMFM FF 09Hamza NassibPas encore d'évaluation
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- Remplissage Du TRB-RV CoursDocument4 pagesRemplissage Du TRB-RV CoursEmelisse MeledjePas encore d'évaluation
- Introduction À Featurecam PDFDocument61 pagesIntroduction À Featurecam PDFOmar Daali100% (2)
- Exercice CN FraisageDocument6 pagesExercice CN FraisageBouallegue MounirPas encore d'évaluation
- 4-Mode D'action Des FraisesDocument3 pages4-Mode D'action Des Fraisessb ali0% (1)
- Cours D Usinage de L IsostatismeDocument8 pagesCours D Usinage de L Isostatismeredataliani123100% (10)
- Cours CN 1-Prof V3Document24 pagesCours CN 1-Prof V3abdo tm0% (1)
- 694 11 Efforts de Coupe Et PuissancesDocument10 pages694 11 Efforts de Coupe Et PuissancesHakimHadjabhakim100% (6)
- DispersionsDocument5 pagesDispersionsMohamed SahilPas encore d'évaluation
- Cours de MOCNDocument71 pagesCours de MOCNHouari Pachika91% (11)
- TP 1 TournageDocument8 pagesTP 1 TournageSaber MalaouiPas encore d'évaluation
- Les Machines À Commande NumériqueDocument9 pagesLes Machines À Commande NumériqueSemi ZoghlamiPas encore d'évaluation
- 34 06 Outils de Coupe en Tournage PDFDocument3 pages34 06 Outils de Coupe en Tournage PDFAyoub Otasse100% (2)
- Annexe Code G - Fonctions ISODocument3 pagesAnnexe Code G - Fonctions ISOSabri Belaidi67% (3)
- Cours-Etude-Coupe-CFM-Mai-2020-Partie IDocument30 pagesCours-Etude-Coupe-CFM-Mai-2020-Partie Isaif Saadi100% (1)
- TP PliageDocument13 pagesTP Pliagechaudronnier100% (1)
- Elaboration D Un Avant Projet D Etude de Fabrication Apef CoursDocument8 pagesElaboration D Un Avant Projet D Etude de Fabrication Apef Courspinamark100% (1)
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 pagesCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- TP FiletageDocument5 pagesTP FiletageSaid Djaballah100% (2)
- Cours Prog - 2 PDFDocument120 pagesCours Prog - 2 PDFmahergarfa90% (10)
- Gamme UsinageDocument6 pagesGamme UsinageYasser Lamyasser100% (1)
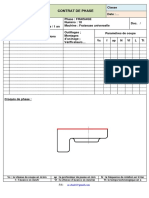
- Contrat de Phase Vierge Cours (01sciences - Com)Document1 pageContrat de Phase Vierge Cours (01sciences - Com)Nedrosat100% (4)
- 3 Prefs DecDocument4 pages3 Prefs DecTarhouni100% (1)
- TP Initiation Au Fraisage CNDocument9 pagesTP Initiation Au Fraisage CNneotuning100% (1)
- 4-Contrat de Phase #10-BC PDFDocument1 page4-Contrat de Phase #10-BC PDFtagne simo rodrigue100% (1)
- Examen de CFAO PDFDocument2 pagesExamen de CFAO PDFSalim Rezki100% (1)
- 5 Le CisaillageDocument5 pages5 Le CisaillageothmanePas encore d'évaluation
- Simulation D'usinage PDFDocument2 pagesSimulation D'usinage PDFPse Udo100% (1)
- Examen de Fin de Formation 2016 V1 TSMFM Mouahbi AyoubDocument14 pagesExamen de Fin de Formation 2016 V1 TSMFM Mouahbi AyoubLahnine IsmailPas encore d'évaluation
- Devoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéDocument17 pagesDevoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéO ZPas encore d'évaluation
- Devoir de Maison Janvier 2021Document17 pagesDevoir de Maison Janvier 2021soulaima khederPas encore d'évaluation
- Chapitre 7Document42 pagesChapitre 7Hamza NazihaPas encore d'évaluation
- Cours1 Fab4Document7 pagesCours1 Fab4GuiliassPas encore d'évaluation
- Usinage Par Enlevement de MatiereDocument8 pagesUsinage Par Enlevement de Matieremaraghni_hassine7592Pas encore d'évaluation
- Cours MOCN - IIT 2023 CH2 27-2-2023Document11 pagesCours MOCN - IIT 2023 CH2 27-2-2023benchikh lindaPas encore d'évaluation
- La Commande NumeriqueDocument18 pagesLa Commande NumeriqueqaadilPas encore d'évaluation
- Chapitre 3Document11 pagesChapitre 3Rayan BenachourPas encore d'évaluation
- Définition Normalisée Des Axes Numériques D'une MOCNDocument3 pagesDéfinition Normalisée Des Axes Numériques D'une MOCNhp3bpPas encore d'évaluation
- Chapitre 2 PMCN PDFDocument16 pagesChapitre 2 PMCN PDFJimmy DBPas encore d'évaluation
- 02-Entité D'usinageDocument39 pages02-Entité D'usinageMècanique Groupe 1Pas encore d'évaluation
- Compte RenduDocument10 pagesCompte RenduAbdo LamrissPas encore d'évaluation
- 02-Cours Mise en Forme - Chapitre 2Document10 pages02-Cours Mise en Forme - Chapitre 2Yessine OmranePas encore d'évaluation
- Compte RenduDocument8 pagesCompte RenduAmeni KhaledPas encore d'évaluation
- Chap6 - Outillages Pour Moulage Sous Pression 2017 PDFDocument64 pagesChap6 - Outillages Pour Moulage Sous Pression 2017 PDFjarray abdesslemPas encore d'évaluation
- TP SN en Fonderie-2015 v.0Document4 pagesTP SN en Fonderie-2015 v.0Ameni KhaledPas encore d'évaluation
- TP Abaques 1+2Document13 pagesTP Abaques 1+2Ameni Khaled100% (1)
- Cours Qualité Chapitre 2Document30 pagesCours Qualité Chapitre 2Ameni KhaledPas encore d'évaluation
- TP6 FonderieDocument7 pagesTP6 FonderieAmeni KhaledPas encore d'évaluation
- TP1 EmboutissageDocument9 pagesTP1 EmboutissageAmeni KhaledPas encore d'évaluation
- Chap7 - Outillages Pour La Mise en Forme Par Deformation Plastique PDFDocument32 pagesChap7 - Outillages Pour La Mise en Forme Par Deformation Plastique PDFjarray abdesslemPas encore d'évaluation
- Sujets TP MecaniqueDocument37 pagesSujets TP MecaniqueAmeni KhaledPas encore d'évaluation
- Etude Et Conception D'un Robot Robot Qui Creuse - VFDocument26 pagesEtude Et Conception D'un Robot Robot Qui Creuse - VFAmeni KhaledPas encore d'évaluation
- Refouloire PH30 TPE2Document4 pagesRefouloire PH30 TPE2Ameni KhaledPas encore d'évaluation
- 3 Plans Associés Sécants 2 À 2: XXX Courante XX Possible X ExceptionnelleDocument1 page3 Plans Associés Sécants 2 À 2: XXX Courante XX Possible X ExceptionnelleAmeni KhaledPas encore d'évaluation
- Formation LinuxDocument32 pagesFormation LinuxRouissi AblaPas encore d'évaluation
- Compte Rendu TP52-ADAMS-VentilateurDocument10 pagesCompte Rendu TP52-ADAMS-VentilateurAmeni KhaledPas encore d'évaluation
- Tpe UsinageDocument12 pagesTpe UsinageAmeni KhaledPas encore d'évaluation
- 05 Tpe TournageDocument3 pages05 Tpe TournageAmeni KhaledPas encore d'évaluation
- Tpe Hydraulique Copie FinalDocument46 pagesTpe Hydraulique Copie FinalAmeni KhaledPas encore d'évaluation
- 05 Tpe TournageDocument3 pages05 Tpe TournageAmeni KhaledPas encore d'évaluation
- 05 Tpe TournageDocument3 pages05 Tpe TournageAmeni KhaledPas encore d'évaluation
- OGP Méca 2 Partie 1Document47 pagesOGP Méca 2 Partie 1OumaimaPas encore d'évaluation
- rajaonarisoaTojoNF ESPA Lic 13Document84 pagesrajaonarisoaTojoNF ESPA Lic 13Ameni KhaledPas encore d'évaluation
- 05 Tpe TournageDocument3 pages05 Tpe TournageAmeni KhaledPas encore d'évaluation
- M GM - Co.me 2019 04Document67 pagesM GM - Co.me 2019 04Ameni Khaled100% (1)
- Tpe ConceptionDocument7 pagesTpe ConceptionAmeni KhaledPas encore d'évaluation
- G. Lamarre SimonDocument205 pagesG. Lamarre SimonNoussaPas encore d'évaluation
- These PDFDocument202 pagesThese PDFTrfany AlibabaPas encore d'évaluation
- CNC ProgramationDocument327 pagesCNC Programationghar_dash67% (3)
- Burlywood Lines Financial ReportDocument1 pageBurlywood Lines Financial ReportAmeni KhaledPas encore d'évaluation
- 2018 Pfe Ragentele LaibleDocument29 pages2018 Pfe Ragentele LaibleAmeni KhaledPas encore d'évaluation
- Vmware TroubleshootingDocument2 pagesVmware Troubleshootingomar ayissaPas encore d'évaluation
- Virus Et AntivirusDocument15 pagesVirus Et Antivirusim_hammed100% (1)
- Exercice Corrigé SQLDocument3 pagesExercice Corrigé SQLHarouna Coulibaly100% (2)
- KX FI Calibration Kit Manual-FRDocument129 pagesKX FI Calibration Kit Manual-FRMokim PerformancePas encore d'évaluation
- Quiz CorrectionDocument4 pagesQuiz CorrectionIlyesPas encore d'évaluation
- Chap5AnalyseSyntaxique MethodesAscendantesDocument16 pagesChap5AnalyseSyntaxique MethodesAscendantesMouad1993Pas encore d'évaluation
- Asservissement Echan Et Reg NumeriqueDocument16 pagesAsservissement Echan Et Reg NumeriqueGin NervaPas encore d'évaluation
- Projet SAS GMSI19 JM VF LLDocument20 pagesProjet SAS GMSI19 JM VF LLMouhamadou M. GayePas encore d'évaluation
- Convertisseur PDF - Convertissez Des PDF Gratuitement en LigneDocument5 pagesConvertisseur PDF - Convertissez Des PDF Gratuitement en Lignescrrrr1245Pas encore d'évaluation
- Chap 3 Dc3a9coupage Dun ProjetDocument5 pagesChap 3 Dc3a9coupage Dun Projetouangtching bayangPas encore d'évaluation
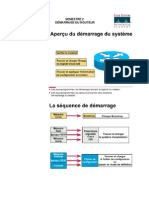
- Demarrage RouteurDocument5 pagesDemarrage Routeurghani100% (1)
- SRC1 Reseau td3Document4 pagesSRC1 Reseau td3Hicham HichPas encore d'évaluation
- Tp2 Scripts Bash CorrectionDocument5 pagesTp2 Scripts Bash Correctionradouane100% (1)
- Documentation Générateur D'état PDFDocument23 pagesDocumentation Générateur D'état PDFDivisionOne ManPas encore d'évaluation
- POO C++ UPF Séance 3 13 02 2023Document8 pagesPOO C++ UPF Séance 3 13 02 2023badrelouali7Pas encore d'évaluation
- Module Secrétariat BureautiqueDocument33 pagesModule Secrétariat BureautiqueAMOUSSOUGA Anges Paterne100% (2)
- Gestion Mot de Passe LNB ProvisoireDocument19 pagesGestion Mot de Passe LNB ProvisoireaihountonaurinPas encore d'évaluation
- Realiser Un Noyau Temps ReelDocument165 pagesRealiser Un Noyau Temps ReelSara BoneoisePas encore d'évaluation
- 4 - F - Inst - Windows - V6Document190 pages4 - F - Inst - Windows - V6sarraPas encore d'évaluation
- Memoire Mouamadje Thierry Aing - Maj-FinalDocument121 pagesMemoire Mouamadje Thierry Aing - Maj-FinalMbaibé prosperPas encore d'évaluation
- Solution TD SEDocument21 pagesSolution TD SEsabri rabiePas encore d'évaluation
- Conduite de Projet WebDocument83 pagesConduite de Projet WebMariana RusuPas encore d'évaluation
- Cours Informatique de YMairesseDocument76 pagesCours Informatique de YMairessevivibambuPas encore d'évaluation
- Helix 3.0 Owner's Manual - Rev E - FrenchDocument76 pagesHelix 3.0 Owner's Manual - Rev E - FrenchRomanPas encore d'évaluation
- Licence Systeme ReseauxDocument1 pageLicence Systeme Reseauxmohamed djenoun kiabouPas encore d'évaluation
- Mani-Traitement de Signal NumeriqueDocument69 pagesMani-Traitement de Signal NumeriqueMarouane OueslatiPas encore d'évaluation
- Chapitre 3Document28 pagesChapitre 3Rayen ArfaPas encore d'évaluation
- Arch DMZDocument69 pagesArch DMZsylvere moundoungaPas encore d'évaluation
- Cas Dexia BIL PDFDocument2 pagesCas Dexia BIL PDFMarwa RezigPas encore d'évaluation
- XML Schema PDFDocument34 pagesXML Schema PDFMourad LMPas encore d'évaluation