Vous aimerez peut-être aussi
- Chapitre 2 PMCN PDFDocument16 pagesChapitre 2 PMCN PDFJimmy DBPas encore d'évaluation
- Chapitre 3Document11 pagesChapitre 3Rayan BenachourPas encore d'évaluation
- 87 - Repérage Des Axes ProfDocument3 pages87 - Repérage Des Axes ProfntayoubPas encore d'évaluation
- Chapitre 7Document42 pagesChapitre 7Hamza NazihaPas encore d'évaluation
- Usinage Par Enlevement de MatiereDocument8 pagesUsinage Par Enlevement de Matieremaraghni_hassine7592Pas encore d'évaluation
- Cours MOCN - IIT 2023 CH2 27-2-2023Document11 pagesCours MOCN - IIT 2023 CH2 27-2-2023benchikh lindaPas encore d'évaluation
- CH 3Document42 pagesCH 3Anis SuissiPas encore d'évaluation
- Cours F.A.O Fabrication Assistée Par OrdinateurDocument46 pagesCours F.A.O Fabrication Assistée Par OrdinateurAmeni Khaled100% (2)
- Chapitre I Généralités Sur Les Machines OutilsDocument9 pagesChapitre I Généralités Sur Les Machines Outilshichem tazir100% (2)
- Devoir 3-CN-groupe 1Document2 pagesDevoir 3-CN-groupe 1Ny Aina RandrianavalonaPas encore d'évaluation
- Chapitre 2 Morphologie Machines Outil Commande NumeriqueDocument19 pagesChapitre 2 Morphologie Machines Outil Commande NumeriqueRoua KhalifaPas encore d'évaluation
- MachinesProf TourDocument7 pagesMachinesProf Tourlulu3232Pas encore d'évaluation
- CH1-Fabrication Assistée Par OrdinateurDocument37 pagesCH1-Fabrication Assistée Par OrdinateurAbbassi KarimPas encore d'évaluation
- Définition Normalisée Des Axes Numériques D'une MOCNDocument3 pagesDéfinition Normalisée Des Axes Numériques D'une MOCNhp3bpPas encore d'évaluation
- Tournage, Fraisage, Machines, Outils PDFDocument12 pagesTournage, Fraisage, Machines, Outils PDFdidined100% (1)
- La Commande NumeriqueDocument18 pagesLa Commande NumeriqueqaadilPas encore d'évaluation
- Sec E3a 2007 Si MPDocument21 pagesSec E3a 2007 Si MPZack Mahmoudi100% (1)
- Copie Totale - Djema - Etud - FMP - 2021okokDocument125 pagesCopie Totale - Djema - Etud - FMP - 2021okokAnis MehamsadjiPas encore d'évaluation
- Fraisage Et Tournage PDFDocument99 pagesFraisage Et Tournage PDFMohamed SahilPas encore d'évaluation
- 03.ProgrammationISO GMTMM2 PDFDocument14 pages03.ProgrammationISO GMTMM2 PDFBentchikou MohPas encore d'évaluation
- Usinage Sur MOCNDocument24 pagesUsinage Sur MOCNMohamed El HafidyPas encore d'évaluation
- Recherche BibliographiqueDocument10 pagesRecherche Bibliographiquepc usersPas encore d'évaluation
- 02 Les Machines D UsinageqqDocument8 pages02 Les Machines D Usinageqqsalah nissabouriPas encore d'évaluation
- FraisageDocument34 pagesFraisagetechno musicPas encore d'évaluation
- Inbound 1791097839Document10 pagesInbound 1791097839boubeghla nadirPas encore d'évaluation
- Le FraisageDocument8 pagesLe FraisageAmina RehhaliPas encore d'évaluation
- Cours Metro 99 PDFDocument41 pagesCours Metro 99 PDFMehdi Billah ouassimPas encore d'évaluation
- Tour CNDocument3 pagesTour CNaymanPas encore d'évaluation
- Tour CNCDocument17 pagesTour CNCOussemaPas encore d'évaluation
- Centre Usinage Réglage003Document3 pagesCentre Usinage Réglage003Stephane Durel Mbida100% (2)
- Les Origines PDFDocument7 pagesLes Origines PDFmamadouPas encore d'évaluation
- FraisageDocument19 pagesFraisageWiàm Zanobà100% (1)
- Compte RenduDocument10 pagesCompte RenduAbdo LamrissPas encore d'évaluation
- Usinage Par Enlèvement La MatièreDocument18 pagesUsinage Par Enlèvement La Matièrehassin boumazaPas encore d'évaluation
- Perçage Et AlésageDocument29 pagesPerçage Et AlésageAtallah HichemPas encore d'évaluation
- Procédé de Tournage 1Document7 pagesProcédé de Tournage 1Lamri LatrechePas encore d'évaluation
- CNC Chapitre 1 PDFDocument16 pagesCNC Chapitre 1 PDFmejri merinPas encore d'évaluation
- TP Appareil Tridimensionnel SOUKADocument14 pagesTP Appareil Tridimensionnel SOUKANo RayaPas encore d'évaluation
- MMTDocument16 pagesMMTBassema ZIPas encore d'évaluation
- Fraisage PDFDocument14 pagesFraisage PDFOmar NabilPas encore d'évaluation
- Cours Cfao MachineDocument11 pagesCours Cfao MachineMed AliPas encore d'évaluation
- Cours Chapitre TournageDocument36 pagesCours Chapitre Tournagemarya.marymarianaPas encore d'évaluation
- 13 I Machines A AléserDocument1 page13 I Machines A AléserAtallah HichemPas encore d'évaluation
- Cours Prog - 2 PDFDocument120 pagesCours Prog - 2 PDFmahergarfa90% (10)
- Procédés Obtention Des SurfacesDocument26 pagesProcédés Obtention Des SurfacesFarouk Keniou100% (1)
- Cours Cfao MachineDocument11 pagesCours Cfao MachineYouness SahraouiPas encore d'évaluation
- TPFM1Document7 pagesTPFM1deeeeeeeeeeeeeeeePas encore d'évaluation
- Chapitre II - 1Document15 pagesChapitre II - 1KhaLed BenKaPas encore d'évaluation
- Fabrication MecaniqueDocument16 pagesFabrication MecaniqueSamir BouhmidaPas encore d'évaluation
- Projection orthographique: Explorer la projection orthographique en vision par ordinateurD'EverandProjection orthographique: Explorer la projection orthographique en vision par ordinateurPas encore d'évaluation
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- Géométrie descriptive: Déverrouiller le domaine visuel : explorer la géométrie descriptive en vision par ordinateurD'EverandGéométrie descriptive: Déverrouiller le domaine visuel : explorer la géométrie descriptive en vision par ordinateurPas encore d'évaluation
- Projection tridimensionnelle: Libérer la profondeur de la vision par ordinateurD'EverandProjection tridimensionnelle: Libérer la profondeur de la vision par ordinateurPas encore d'évaluation
- Projection isométrique: Explorer la perception spatiale en vision par ordinateurD'EverandProjection isométrique: Explorer la perception spatiale en vision par ordinateurPas encore d'évaluation
- Modèle de caméra sténopé: Comprendre la perspective grâce à l'optique informatiqueD'EverandModèle de caméra sténopé: Comprendre la perspective grâce à l'optique informatiquePas encore d'évaluation
- Exercices d'intégrales de lignes, de surfaces et de volumesD'EverandExercices d'intégrales de lignes, de surfaces et de volumesPas encore d'évaluation
- Cours 2 LubrificationDocument11 pagesCours 2 LubrificationGuiliass100% (1)
- TP. Optimisation (TOURNAGE)Document7 pagesTP. Optimisation (TOURNAGE)GuiliassPas encore d'évaluation
- TD 1 Et 2 Optimisation Pour 3ème Année PMIDocument23 pagesTD 1 Et 2 Optimisation Pour 3ème Année PMIGuiliassPas encore d'évaluation
- Devoir+de+Controle+N1 1AS 2021 Casse+NoixDocument3 pagesDevoir+de+Controle+N1 1AS 2021 Casse+NoixGuiliassPas encore d'évaluation
- Les Outils HSSDocument197 pagesLes Outils HSSGuiliassPas encore d'évaluation
- Devoir+de+Synthèse+N1 2AS 2021 SertisseuseDocument5 pagesDevoir+de+Synthèse+N1 2AS 2021 SertisseuseGuiliassPas encore d'évaluation
- Correction Devoir+de+Controle+N1 2AS 2021 SertisseuseDocument4 pagesCorrection Devoir+de+Controle+N1 2AS 2021 SertisseuseGuiliassPas encore d'évaluation
- dsn2 Systeme de Remplissage Correction1Document4 pagesdsn2 Systeme de Remplissage Correction1GuiliassPas encore d'évaluation
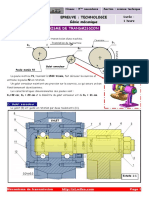
- Dcn3 3t1 Mecanisme de Transmission CorrectionDocument4 pagesDcn3 3t1 Mecanisme de Transmission CorrectionGuiliass100% (1)
- Dessin de DéfinitionDocument22 pagesDessin de DéfinitionGuiliassPas encore d'évaluation
- dcn3 3t2 Dispositif D Entrainement CorrectionDocument4 pagesdcn3 3t2 Dispositif D Entrainement CorrectionGuiliass100% (1)
- dcn1 2020 3t2 Pince CorrectionDocument4 pagesdcn1 2020 3t2 Pince CorrectionGuiliassPas encore d'évaluation
- Analyse Fonctionnelle Interne D%u2019un ProduitDocument5 pagesAnalyse Fonctionnelle Interne D%u2019un ProduitGuiliassPas encore d'évaluation
- Triangles Rectangles: Cosinus Adjacent HypoténuseDocument4 pagesTriangles Rectangles: Cosinus Adjacent HypoténuseGuiliassPas encore d'évaluation
- Dcn1 2020 3t1 Presse A Sertir CorrectionDocument4 pagesDcn1 2020 3t1 Presse A Sertir CorrectionGuiliassPas encore d'évaluation
- Examen Simili 1 Sciences de L Ingenieur 2 Bac SM BDocument12 pagesExamen Simili 1 Sciences de L Ingenieur 2 Bac SM BGuiliassPas encore d'évaluation
- Cours de Base DAODocument16 pagesCours de Base DAOGuiliassPas encore d'évaluation
- M 2 MateriauxDocument42 pagesM 2 MateriauxGuiliassPas encore d'évaluation
- 4 Le Theoreme de Pythagore Exercices CorrectionsDocument8 pages4 Le Theoreme de Pythagore Exercices CorrectionsGuiliassPas encore d'évaluation
- Parametres de CoupeDocument3 pagesParametres de CoupeGuiliass100% (1)
- Normale Corigé 2012 PDFDocument8 pagesNormale Corigé 2012 PDFGuiliassPas encore d'évaluation
- Bordereau PeintureDocument3 pagesBordereau Peinturenasri25Pas encore d'évaluation
- NewMat'21 Proceedings - ESSA TlemcenDocument193 pagesNewMat'21 Proceedings - ESSA Tlemcenr;rPas encore d'évaluation
- EE 111 Formation SoudureDocument22 pagesEE 111 Formation SoudureSebastien MENARDPas encore d'évaluation
- Cours 1 Aciers 1Document101 pagesCours 1 Aciers 1Salma BelfallahPas encore d'évaluation
- TPN 4: Essai de Dureté.: I-But Du TPDocument4 pagesTPN 4: Essai de Dureté.: I-But Du TPPure fatimaPas encore d'évaluation
- TD MatieresPlastiques 2020 LSLL Wahab DiopDocument2 pagesTD MatieresPlastiques 2020 LSLL Wahab Dioppapa nguiranePas encore d'évaluation
- Origo™-Tech 9-13 Cagoule de Soudage: Teinte Variable À Cristaux LiquidesDocument2 pagesOrigo™-Tech 9-13 Cagoule de Soudage: Teinte Variable À Cristaux Liquidesmayachi.tuniberPas encore d'évaluation
- Soudage À L'arcDocument10 pagesSoudage À L'arcMekki FarahPas encore d'évaluation
- 5 - CQPM - Pem - Frai + Tour - ConDocument80 pages5 - CQPM - Pem - Frai + Tour - ConMPONGUIPas encore d'évaluation
- Dureté de BrinellDocument10 pagesDureté de Brinellfathallah karimPas encore d'évaluation
- TD 2 PFAS Application Des Procédés de Fabrication Par Usinage Et AdditiveDocument13 pagesTD 2 PFAS Application Des Procédés de Fabrication Par Usinage Et Additiverobin barracouPas encore d'évaluation
- Devis Plancher ACPDocument3 pagesDevis Plancher ACPNseye DavydPas encore d'évaluation
- Bioplastique (Polymére)Document8 pagesBioplastique (Polymére)t8zlhqcvtaciizli8qwPas encore d'évaluation
- PropriétésDocument22 pagesPropriétésAymen BahachePas encore d'évaluation
- DC 21 2017Document9 pagesDC 21 2017Ssantrino OnirtnassPas encore d'évaluation
- Brochure InoxtubeDocument8 pagesBrochure InoxtubeAnnakimPas encore d'évaluation
- RAPPORT de STAGE (Récupération Automatique) (Récupération Automatique)Document61 pagesRAPPORT de STAGE (Récupération Automatique) (Récupération Automatique)noubi loicPas encore d'évaluation
- Construction Mécanique 2Document75 pagesConstruction Mécanique 2yassir aboulcaidPas encore d'évaluation
- EDM2Document12 pagesEDM2mezyan reggaiPas encore d'évaluation
- Catalogue Lastek FraDocument289 pagesCatalogue Lastek FramehdiPas encore d'évaluation
- Tache Des Inspecteur en SoudageDocument10 pagesTache Des Inspecteur en Soudageattalah.djaafar19887Pas encore d'évaluation
- Chapitre 3 Calcul Des Coûts Et Résultat AnalytiqueDocument14 pagesChapitre 3 Calcul Des Coûts Et Résultat AnalytiqueBounaime Fatima ezzahraPas encore d'évaluation
- IQUETERIE2Document62 pagesIQUETERIE2Rachid Hadjij100% (1)
- LavelingeDocument33 pagesLavelingeerwan carniauxPas encore d'évaluation
- ANTIROUILLEDocument44 pagesANTIROUILLETao Moustapha OumarouPas encore d'évaluation
- Rapport de Stage: Etude Et Conception D'une Autocuiseur Avec Ses Outils D'emboutissageDocument48 pagesRapport de Stage: Etude Et Conception D'une Autocuiseur Avec Ses Outils D'emboutissagenoussayba elkhadarPas encore d'évaluation
- Conception Et Réalisation D'un Moule D'injection PlastiqueDocument100 pagesConception Et Réalisation D'un Moule D'injection PlastiqueSafwen RekikPas encore d'évaluation
- Université DDocument18 pagesUniversité DrniaryjaminaPas encore d'évaluation
- Controle Produit FabriquéDocument10 pagesControle Produit FabriquéBQPas encore d'évaluation
- 5 BesoinsDocument20 pages5 Besoinscours d'électricitéPas encore d'évaluation