Vous aimerez peut-être aussi
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- Chapitre 3: Figure 3.1. Structure de Soudure Et Régions ZAT en Un Seul Passage D'acier À Faible CDocument13 pagesChapitre 3: Figure 3.1. Structure de Soudure Et Régions ZAT en Un Seul Passage D'acier À Faible CWalid Ben Amir100% (1)
- Les Traitements D'acierDocument28 pagesLes Traitements D'acierashairways100% (1)
- La Corrosion Et ProtectionDocument95 pagesLa Corrosion Et ProtectionMourad Ezz100% (2)
- Cours-Base - Metallurgie-Du-Soudage PDFDocument49 pagesCours-Base - Metallurgie-Du-Soudage PDFموسى زاوي100% (4)
- 1.metallurgie 1Document17 pages1.metallurgie 1Danem HalasPas encore d'évaluation
- Inspecteur Polyvalent CNDDocument17 pagesInspecteur Polyvalent CNDSid BouhaPas encore d'évaluation
- Cours D - Élaboration Des Pièces Brutes (Moulage)Document69 pagesCours D - Élaboration Des Pièces Brutes (Moulage)Younes Kader80% (5)
- Élaboration Des MetauxDocument23 pagesÉlaboration Des MetauxdayangPas encore d'évaluation
- Le Fer PDFDocument12 pagesLe Fer PDFLkl Hadjer100% (1)
- Traitement Thermique FinDocument11 pagesTraitement Thermique Finprof.stm.stePas encore d'évaluation
- Process AciérieDocument6 pagesProcess Aciériesanae jaouiPas encore d'évaluation
- Chapitre 4 - Traitement Thermique Des AciersDocument35 pagesChapitre 4 - Traitement Thermique Des AciersBecem Trigui100% (2)
- Procédés de fonderie-II-Moule - PermanentDocument47 pagesProcédés de fonderie-II-Moule - PermanentHicham BaghdadiPas encore d'évaluation
- Cours Matériaux Et Structures Partie 2 PDFDocument35 pagesCours Matériaux Et Structures Partie 2 PDFMoudi BouhlelPas encore d'évaluation
- Cours Métallurgie Soudage-2017 - WordDocument70 pagesCours Métallurgie Soudage-2017 - WordLarbi Halima SaadiaPas encore d'évaluation
- Be90778595791132 20230328 00009Document3 pagesBe90778595791132 20230328 00009DominoHevyPas encore d'évaluation
- Résumé mst2Document4 pagesRésumé mst2bessam100% (1)
- Ch2 - Matériau AcierDocument39 pagesCh2 - Matériau Acierabdou laliPas encore d'évaluation
- Traitement ThermiqueDocument12 pagesTraitement Thermiqueprof.stm.stePas encore d'évaluation
- FonteDocument7 pagesFonteAg AbderazakPas encore d'évaluation
- CGL Process - Furnace Formation Fives KeodsDocument288 pagesCGL Process - Furnace Formation Fives KeodsHaroune BoubaradPas encore d'évaluation
- Chapitre 1 CM1 L3 GC BOUDJEMIADocument11 pagesChapitre 1 CM1 L3 GC BOUDJEMIAMed CisséPas encore d'évaluation
- Les Fontes MouléesDocument6 pagesLes Fontes MouléesAbdessamad JannanePas encore d'évaluation
- Ha tp2Document8 pagesHa tp2Ag AbderazakPas encore d'évaluation
- TrempeDocument9 pagesTrempeJulien GilPas encore d'évaluation
- MaurinDocument23 pagesMaurinPatrick BaridonPas encore d'évaluation
- 2ICrs - Connaissance Des Materiaux FINDocument12 pages2ICrs - Connaissance Des Materiaux FINbeni ibaraPas encore d'évaluation
- AciersDocument19 pagesAciersFAKHEREDDINE LAMALMIPas encore d'évaluation
- Acier Maraging PDFDocument6 pagesAcier Maraging PDFnicowehrPas encore d'évaluation
- Les aciers de construction_Document41 pagesLes aciers de construction_Soundous TayssirPas encore d'évaluation
- Construction Métallique Ir KASAMBYADocument71 pagesConstruction Métallique Ir KASAMBYARENE LUMANGOPas encore d'évaluation
- Technoi 04 Etat SolideDocument109 pagesTechnoi 04 Etat SolideElie KahambaPas encore d'évaluation
- Cours de Siderurgie G3 Metal 2021 Final1-2Document121 pagesCours de Siderurgie G3 Metal 2021 Final1-2MwabiPas encore d'évaluation
- Les Traitements Thermiques Des Aciers: Fache - DiringerDocument17 pagesLes Traitements Thermiques Des Aciers: Fache - DiringerBassem Ben FrajPas encore d'évaluation
- Materiaux ElaborationDocument8 pagesMateriaux ElaborationKhaoula SettaraPas encore d'évaluation
- TECHNOLOGIE DES MATERIAUX 1 Ère Élec ProfDocument36 pagesTECHNOLOGIE DES MATERIAUX 1 Ère Élec Profjean jacques NGOYPas encore d'évaluation
- Traitement Thermique Des Aciers 4Document21 pagesTraitement Thermique Des Aciers 4Bertrand LaugaPas encore d'évaluation
- CHAP II LES ACIERS (Récupération Automatique) - 010511Document7 pagesCHAP II LES ACIERS (Récupération Automatique) - 010511Claude BebeyPas encore d'évaluation
- Traitement Thermique Des Aciers 2Document14 pagesTraitement Thermique Des Aciers 2Bertrand LaugaPas encore d'évaluation
- Chapitre 4 Les Transformations A Etat Solide Des Alliages Fe CDocument24 pagesChapitre 4 Les Transformations A Etat Solide Des Alliages Fe CChokri AtefPas encore d'évaluation
- SoudageDocument18 pagesSoudageIbrahim AbdouPas encore d'évaluation
- Suite Chapitre1Document42 pagesSuite Chapitre11MM1R HL'Pas encore d'évaluation
- L'Élaboration de L'acierDocument7 pagesL'Élaboration de L'aciersoundous mahmahPas encore d'évaluation
- PFA 51Cr V 4Document46 pagesPFA 51Cr V 4souayah0% (1)
- Cours Metallurgie Soudage Word Novembre 2014Document43 pagesCours Metallurgie Soudage Word Novembre 2014api34Pas encore d'évaluation
- Fabrication de L'acier EMG 2021 DDocument78 pagesFabrication de L'acier EMG 2021 DFisso Ben BenPas encore d'évaluation
- SM1 COURS 2 chp2 Partie2 - Réparé - ProtégéDocument16 pagesSM1 COURS 2 chp2 Partie2 - Réparé - Protégébadro badroPas encore d'évaluation
- 2 Elaboration Des Metaux FerreuxDocument55 pages2 Elaboration Des Metaux FerreuxZakari YaePas encore d'évaluation
- Projet de ChimieDocument7 pagesProjet de ChimieElie Marc SAMIEPas encore d'évaluation
- 4 Procedes de MoulagesDocument7 pages4 Procedes de MoulageskarimPas encore d'évaluation
- MOODLE Métallurgie Diaporama9Document20 pagesMOODLE Métallurgie Diaporama9assoumouPas encore d'évaluation
- Cours de Procédés OPBDocument62 pagesCours de Procédés OPBkjhPas encore d'évaluation
- Chap II - Les Différents Classes Des MatériauxDocument180 pagesChap II - Les Différents Classes Des Matériauxomarmarri2016Pas encore d'évaluation
- Mémoire Finale-23-41Document19 pagesMémoire Finale-23-41ali BourenanePas encore d'évaluation
- Expose Materiau 3Document13 pagesExpose Materiau 3EssohPas encore d'évaluation
- 01 Matériau ACIERDocument53 pages01 Matériau ACIEROussamaAmraniPas encore d'évaluation
- Cours de Sidérurgie 1er Master 2016-2017Document140 pagesCours de Sidérurgie 1er Master 2016-2017isaacfallag999Pas encore d'évaluation
- Cours 02 Procedes de Moulage Des Metaux FonderieDocument88 pagesCours 02 Procedes de Moulage Des Metaux Fonderiebeey2001Pas encore d'évaluation
- PhysiqueQuestions Réponses Janvier 2018Document19 pagesPhysiqueQuestions Réponses Janvier 2018DominoHevyPas encore d'évaluation
- PhysiqueQuestions Réponses Janvier 2018Document19 pagesPhysiqueQuestions Réponses Janvier 2018DominoHevyPas encore d'évaluation
- Physique LaboDocument2 pagesPhysique LaboDominoHevyPas encore d'évaluation
- Chapitre 4' DragDocument37 pagesChapitre 4' DragDominoHevyPas encore d'évaluation
- Laboratoire 2Document7 pagesLaboratoire 2DominoHevyPas encore d'évaluation
- Capteurs Résum Chap1 - 7Document16 pagesCapteurs Résum Chap1 - 7DominoHevyPas encore d'évaluation
- Chapitre 4 Couche LimiteDocument22 pagesChapitre 4 Couche LimiteDominoHevyPas encore d'évaluation
- Janvier 2016 PDFDocument1 pageJanvier 2016 PDFDominoHevyPas encore d'évaluation
- Chapitre 3'' VisqueuxDocument23 pagesChapitre 3'' VisqueuxDominoHevyPas encore d'évaluation
- Révision CPLT Elec Juillet 2015Document5 pagesRévision CPLT Elec Juillet 2015DominoHevyPas encore d'évaluation
- Ex Révision Elec B2 Janv 2020 PDFDocument2 pagesEx Révision Elec B2 Janv 2020 PDFDominoHevyPas encore d'évaluation
- Exercice Examen ElectricitéDocument1 pageExercice Examen ElectricitéDominoHevyPas encore d'évaluation
- Résumé Du Cours PDFDocument42 pagesRésumé Du Cours PDFDominoHevyPas encore d'évaluation
- Résolution Examen 2016 PDFDocument11 pagesRésolution Examen 2016 PDFDominoHevyPas encore d'évaluation
- Collage StructuralDocument13 pagesCollage StructuralDominoHevyPas encore d'évaluation
- Elec Exercices PDFDocument15 pagesElec Exercices PDFDominoHevyPas encore d'évaluation
- Electricité Intro Triphasé PDFDocument4 pagesElectricité Intro Triphasé PDFDominoHevyPas encore d'évaluation
- Cours OrdonnacementDocument17 pagesCours OrdonnacementMed ArefPas encore d'évaluation
- AUguste Blanqui L'Éternité Par Les AstresDocument79 pagesAUguste Blanqui L'Éternité Par Les AstresYvan KalievPas encore d'évaluation
- TD2 MCC Corrigé InfotroniqueDocument3 pagesTD2 MCC Corrigé InfotroniqueRima AlayaPas encore d'évaluation
- Les Bases de La Thermodynamique 2 Chapitre II PDFDocument11 pagesLes Bases de La Thermodynamique 2 Chapitre II PDFmahdi amraouiPas encore d'évaluation
- AFAM - Projet de RechercheDocument23 pagesAFAM - Projet de RechercheAlbert Francis Abega MekongoPas encore d'évaluation
- Karim, Ousmane Socé PDFDocument27 pagesKarim, Ousmane Socé PDFL’unique SuperboyPas encore d'évaluation
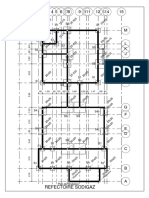
- Structure REFECTOIRE SODIGAZ PDFDocument44 pagesStructure REFECTOIRE SODIGAZ PDFheheheyPas encore d'évaluation
- Exos PDT Conjugaison G1Document16 pagesExos PDT Conjugaison G1Olivier Benard100% (1)
- Cours 3 ProthèseDocument4 pagesCours 3 ProthèseDDan2005Pas encore d'évaluation
- Item 362 - AesDocument4 pagesItem 362 - AesSofia RhellabPas encore d'évaluation
- PDFDocument24 pagesPDFCompétitionPas encore d'évaluation
- Chauffeur SPLDocument1 pageChauffeur SPLmeryem.vfsPas encore d'évaluation
- Distr ProbaDocument37 pagesDistr ProbaOumaima OughnimaPas encore d'évaluation
- ToyotismeDocument4 pagesToyotismeAbdelkarimPas encore d'évaluation
- Sup'air SellettesDocument1 pageSup'air SellettesStefanoPas encore d'évaluation
- Catalogue PHOTOFLEX en FrancaisDocument26 pagesCatalogue PHOTOFLEX en FrancaisAllanlitwinPas encore d'évaluation
- TIG Ta33 Panneau de Commande FRDocument22 pagesTIG Ta33 Panneau de Commande FRk.a55Pas encore d'évaluation
- CPS ClimatisationDocument2 pagesCPS Climatisationilyass tourkiPas encore d'évaluation
- Matièreexamen 4 Ème Aet DDocument6 pagesMatièreexamen 4 Ème Aet DToby 17Pas encore d'évaluation
- Soukhoï Su-57 - WikipédiaDocument10 pagesSoukhoï Su-57 - WikipédiaMohamed Lamine TourePas encore d'évaluation
- Hygiène HospitalièreDocument4 pagesHygiène HospitalièreJamal MalouPas encore d'évaluation
- Methode de TravailDocument2 pagesMethode de Travailamal akhoulouPas encore d'évaluation
- Is - Corrigé de L - Étude de Cas Ayda (Version 2016)Document5 pagesIs - Corrigé de L - Étude de Cas Ayda (Version 2016)Hicham DaouchPas encore d'évaluation
- NF EN 1993-1-7 NA Aout 2008Document4 pagesNF EN 1993-1-7 NA Aout 2008fauvyPas encore d'évaluation
- Mur Types PDFDocument76 pagesMur Types PDFWafaa ElyaâgoubiPas encore d'évaluation
- Page D'accueil - Espace Élèves - PRONOTE 2023.0.2.7 - Centre National d' Enseignement E-LearningDocument1 pagePage D'accueil - Espace Élèves - PRONOTE 2023.0.2.7 - Centre National d' Enseignement E-LearningzhcczgfbmwPas encore d'évaluation
- Enquête de Fréquentation Culturelle 2015 PDFDocument35 pagesEnquête de Fréquentation Culturelle 2015 PDFilikesummer1234Pas encore d'évaluation
- Jeremie Gouyon Ok-2Document289 pagesJeremie Gouyon Ok-2leucinedijaPas encore d'évaluation
- Act2 1Document4 pagesAct2 1nassima ghallabiPas encore d'évaluation
- Facteur de PuissanceDocument9 pagesFacteur de PuissancesonoumoudjibouPas encore d'évaluation