Vous aimerez peut-être aussi
- Frabrication FromageDocument24 pagesFrabrication FromageBbaggi Bk100% (6)
- Les Bienfaits Des ProbiotiquesDocument20 pagesLes Bienfaits Des ProbiotiquesBOUAZI BOUADIO100% (1)
- Fabrication Du YaourtDocument5 pagesFabrication Du YaourtAbdennour Barouda100% (7)
- La Fabrication Du YaourtDocument7 pagesLa Fabrication Du YaourtValéry Epee EbonguePas encore d'évaluation
- La Fabrication Du YaourtDocument7 pagesLa Fabrication Du YaourtValéry Epee EbonguePas encore d'évaluation
- Contrôle Microbiologique Du Lait Cru Et Lait Pasteurisé de L'unité de ZELFANADocument43 pagesContrôle Microbiologique Du Lait Cru Et Lait Pasteurisé de L'unité de ZELFANAAbdenour SenoussiPas encore d'évaluation
- Lait Et Produits LaitiersDocument80 pagesLait Et Produits LaitiersFlorent Desobri100% (3)
- Hygiène Et Technologie Du LaitDocument80 pagesHygiène Et Technologie Du LaitAzzedine Baka91% (11)
- 4) CariologieDocument15 pages4) CariologieHabes NoraPas encore d'évaluation
- Téchnologie de LaitDocument25 pagesTéchnologie de LaitMî RãPas encore d'évaluation
- Exposé 2022 DoniaDocument11 pagesExposé 2022 DoniaL'Arg U'SsPas encore d'évaluation
- Contribution À La Mise en Place D'un Systeme HACCP Au Niveau de L'industrie Danone Akbou PDFDocument68 pagesContribution À La Mise en Place D'un Systeme HACCP Au Niveau de L'industrie Danone Akbou PDFFousseyni TRAORE100% (2)
- Catalogue Produits Forever CorDocument139 pagesCatalogue Produits Forever Coranahadda100% (2)
- Tp3.Analyse Microbiologique Du Yaourt PDFDocument17 pagesTp3.Analyse Microbiologique Du Yaourt PDFHalima nour el houda BenzinaPas encore d'évaluation
- Comment Faire Son FromageDocument11 pagesComment Faire Son Fromageoceanmaster30100% (1)
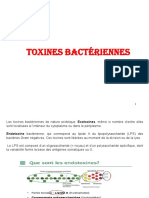
- Toxines BactériennesDocument31 pagesToxines BactériennesDINA MPOUPE GuillaumePas encore d'évaluation
- Exposé Sur Le LaitDocument17 pagesExposé Sur Le LaitDiaw IdrissaPas encore d'évaluation
- Traitements Thermiques Du Lait+les Produits LaitiersDocument6 pagesTraitements Thermiques Du Lait+les Produits Laitiersfifi fifiPas encore d'évaluation
- DOC1 La Fabrication Industrielle Du YaourtDocument1 pageDOC1 La Fabrication Industrielle Du YaourtAnas Tounsi100% (2)
- 2 - Le LaitDocument35 pages2 - Le LaitSanae MoufidPas encore d'évaluation
- Chap6 LaitDocument30 pagesChap6 LaitSanae MoufidPas encore d'évaluation
- Technologie LaitièreDocument36 pagesTechnologie LaitièreMERi BPas encore d'évaluation
- Lait 123Document65 pagesLait 123style musicPas encore d'évaluation
- Cours 2 - Produits Laitiers Fermentés MarocainsDocument40 pagesCours 2 - Produits Laitiers Fermentés MarocainschagraouiPas encore d'évaluation
- Nutri BovinDocument34 pagesNutri BovinMarie BoonPas encore d'évaluation
- Support Cours Laiterie Seq 1 2021Document77 pagesSupport Cours Laiterie Seq 1 2021Hana MallekPas encore d'évaluation
- Exposé Du TIAA1Document14 pagesExposé Du TIAA1Chouchita GhouilaPas encore d'évaluation
- LaitDocument15 pagesLaityoucefPas encore d'évaluation
- Présentation de La Laiterie HAMMADADocument19 pagesPrésentation de La Laiterie HAMMADAAmirou Baby MixicoPas encore d'évaluation
- Chapitre 3 Lait Et Produits LaitiersDocument8 pagesChapitre 3 Lait Et Produits LaitiersOumayma El YamaniPas encore d'évaluation
- Lait Et Produits Laitiers LPIA 2020Document245 pagesLait Et Produits Laitiers LPIA 2020Soufiane NaniPas encore d'évaluation
- YaourtDocument4 pagesYaourtHap Py Li FePas encore d'évaluation
- 9.chapitre 1 Le Lait UHT VraiDocument8 pages9.chapitre 1 Le Lait UHT VraiTaha Oukase73% (11)
- Le Lait Cru de MélangeDocument19 pagesLe Lait Cru de Mélangek4jrk9yccpPas encore d'évaluation
- Définition Du LaitDocument27 pagesDéfinition Du LaitAya Aya100% (1)
- Les Oeufs BY NACERINHO DHIYA EDDINEDocument2 pagesLes Oeufs BY NACERINHO DHIYA EDDINEMadjidAvengersPas encore d'évaluation
- Cours TL 2eme SeanceDocument68 pagesCours TL 2eme SeanceChakra AbdelouahedPas encore d'évaluation
- IMPACIDDocument2 pagesIMPACIDtakinardiPas encore d'évaluation
- Notes DAOADocument3 pagesNotes DAOAcnfteia2022boubacardialloPas encore d'évaluation
- Ce Cours Est LaitDocument3 pagesCe Cours Est Laitlollipop lollipopPas encore d'évaluation
- Home WorkDocument6 pagesHome WorkSamar MohamedPas encore d'évaluation
- Technologie Du Lait PDFDocument18 pagesTechnologie Du Lait PDFwalaa chPas encore d'évaluation
- 1.1 Lait.Document10 pages1.1 Lait.Khaldoun imene Larabi chaimaaPas encore d'évaluation
- Chapitre 2 - YaourtDocument14 pagesChapitre 2 - YaourtWalaa Ben BoubakerPas encore d'évaluation
- CPA (Lait)Document31 pagesCPA (Lait)techno alimentairePas encore d'évaluation
- Différents Types de LaitsDocument5 pagesDifférents Types de LaitsValéry Epee EbonguePas encore d'évaluation
- Chapitre 1 Yaourt 2020Document15 pagesChapitre 1 Yaourt 2020Vincent Gouesse100% (1)
- Les Groupes de Produits AlimentairesDocument4 pagesLes Groupes de Produits AlimentairesdorissePas encore d'évaluation
- Valorisation Du Lactoserum Par La Production de LeDocument8 pagesValorisation Du Lactoserum Par La Production de LeFahroudinePas encore d'évaluation
- Chapitre 2 Lait Composition Et Fact de Stabilité M2 Et L3 (Enregistrement Automatique)Document28 pagesChapitre 2 Lait Composition Et Fact de Stabilité M2 Et L3 (Enregistrement Automatique)hamlaouiibtissam12Pas encore d'évaluation
- Le LaitDocument11 pagesLe LaitMaria Bobeica100% (1)
- TP 1 Microbiologie AlimentaireDocument6 pagesTP 1 Microbiologie AlimentairelarabinouhaPas encore d'évaluation
- Produits LaitiersDocument100 pagesProduits LaitiersSOH Stanislas AlixPas encore d'évaluation
- Contrôle de Qualité en BioingénérieDocument11 pagesContrôle de Qualité en BioingénérieokyPas encore d'évaluation
- Industrie Laitière 2Document102 pagesIndustrie Laitière 2123456789Pas encore d'évaluation
- Allied SectorDocument4 pagesAllied SectorZacPas encore d'évaluation
- (C8) Diététique Et AlimentairationDocument6 pages(C8) Diététique Et AlimentairationademezenkoufiPas encore d'évaluation
- CoursDocument6 pagesCoursAbd El AdimPas encore d'évaluation
- Pasteuriser Pourquoi Comment Projet AKUINO Net 1673101455Document14 pagesPasteuriser Pourquoi Comment Projet AKUINO Net 1673101455Haja Karmen RamanitrinionyPas encore d'évaluation
- Synthes de La Vitamine: Encadrer Par PR: Mohmed MarzouqiDocument20 pagesSynthes de La Vitamine: Encadrer Par PR: Mohmed MarzouqiIssam LaaouachPas encore d'évaluation
- Lait Et dérivésDocument69 pagesLait Et dérivésbio-nette100% (1)
- Hygiène Du Lait Et Des Produits LaitiersDocument98 pagesHygiène Du Lait Et Des Produits LaitiersHicham AmaniPas encore d'évaluation
- Cours Laiterie Chap3Document33 pagesCours Laiterie Chap3style musicPas encore d'évaluation
- 1cours 1 - Produit LaitiersDocument9 pages1cours 1 - Produit LaitiersChouchita GhouilaPas encore d'évaluation
- Dictionnaire alimentaire des modes de cuisson et de conservation des aliments sans lactoseD'EverandDictionnaire alimentaire des modes de cuisson et de conservation des aliments sans lactosePas encore d'évaluation
- Dictionnaire des modes de cuisson et de conservation des aliments pour le traitement diététiques des coliques néphrétiques calciquesD'EverandDictionnaire des modes de cuisson et de conservation des aliments pour le traitement diététiques des coliques néphrétiques calciquesPas encore d'évaluation
- Chapitre IIIDocument4 pagesChapitre IIIDINA MPOUPE GuillaumePas encore d'évaluation
- Plaquette Analyses AllergenesDocument1 pagePlaquette Analyses AllergenesDINA MPOUPE GuillaumePas encore d'évaluation
- CWEA S II 9.3v2Document7 pagesCWEA S II 9.3v2DINA MPOUPE GuillaumePas encore d'évaluation
- CXS 253fDocument8 pagesCXS 253fDINA MPOUPE GuillaumePas encore d'évaluation
- CXS 282fDocument4 pagesCXS 282fDINA MPOUPE GuillaumePas encore d'évaluation
- Dechets PortuaireDocument24 pagesDechets PortuaireDINA MPOUPE GuillaumePas encore d'évaluation
- Le Guide Sur La Gestion Des Déchets PortuairesDocument51 pagesLe Guide Sur La Gestion Des Déchets PortuairesDINA MPOUPE GuillaumePas encore d'évaluation
- Staphylococcus StreptococcusDocument42 pagesStaphylococcus StreptococcusDINA MPOUPE GuillaumePas encore d'évaluation
- Hôte BactérieDocument7 pagesHôte BactérieDINA MPOUPE GuillaumePas encore d'évaluation
- AL210 Guide D'interprétation ISO 17025Document3 pagesAL210 Guide D'interprétation ISO 17025youcefi0% (1)
- Lobna MassoudDocument2 pagesLobna MassoudNabil SouissiPas encore d'évaluation
- Cours N°2 Acide LactiqueDocument16 pagesCours N°2 Acide LactiqueFella lilia TalebPas encore d'évaluation
- Algerian Traditional Dairy ProductsDocument14 pagesAlgerian Traditional Dairy Productssamir100% (3)
- FermentsDocument13 pagesFermentsfatouma rejaabPas encore d'évaluation
- Dawajine Infos N°25 VFDocument14 pagesDawajine Infos N°25 VFFouad LfnPas encore d'évaluation
- ARIIX CulturiixDocument4 pagesARIIX Culturiixsteve landryPas encore d'évaluation
- Cours de Microbilogie Agroalimentaire I-1Document9 pagesCours de Microbilogie Agroalimentaire I-1Meriem MedjbeurPas encore d'évaluation
- Les ProbiotiquesDocument40 pagesLes ProbiotiquesChaimaa BensaidPas encore d'évaluation
- Mémoire FromageDocument56 pagesMémoire Fromageamina imene100% (1)
- Eval3 6ebDocument3 pagesEval3 6ebIsraël Peh pehPas encore d'évaluation
- ChennaouiDocument5 pagesChennaouiImane MouamrPas encore d'évaluation
- Présentation Du MemoireDocument23 pagesPrésentation Du Memoiresa100% (1)
- Pfe KamalDocument57 pagesPfe Kamalahmed fahem100% (3)
- Jean Louis CUQ Microbiologie de Nos Aliments 2016Document150 pagesJean Louis CUQ Microbiologie de Nos Aliments 2016asamboa lionelPas encore d'évaluation
- Probiotiques - Les Ingrédients Alimentaires Fonctionnels PolyvalentsDocument22 pagesProbiotiques - Les Ingrédients Alimentaires Fonctionnels PolyvalentsMaï SsaPas encore d'évaluation
- TFC DVDDocument12 pagesTFC DVDEngwataPas encore d'évaluation
- Lait Et Produits Laitiers LPIA 2020Document245 pagesLait Et Produits Laitiers LPIA 2020Soufiane NaniPas encore d'évaluation
- Chapitre 3 MicroDocument12 pagesChapitre 3 Microsalhi ayoubPas encore d'évaluation
- 5-COURS Les Atteintes Pulpo-DentinairesDocument57 pages5-COURS Les Atteintes Pulpo-DentinairesIbrahim BourtalPas encore d'évaluation
- Composition Lait Et Produits LaitièrsDocument65 pagesComposition Lait Et Produits LaitièrsMolka MrabetPas encore d'évaluation
- Forever Living Products2Document7 pagesForever Living Products2haimouthPas encore d'évaluation
- Memoire MASTER MohamedDocument52 pagesMemoire MASTER MohamedOuld CheikhPas encore d'évaluation
- Diagnostic BacteriologiqueDocument146 pagesDiagnostic BacteriologiqueHicham_bennyaPas encore d'évaluation
- Identification Des Lactobacilles Isolées À Partir de Miels02 CLBDocument1 pageIdentification Des Lactobacilles Isolées À Partir de Miels02 CLBhomraniPas encore d'évaluation