Vous aimerez peut-être aussi
- 5axes CNCDocument120 pages5axes CNCBoutef El HachemiPas encore d'évaluation
- Fiscalite Et DeveDocument52 pagesFiscalite Et DeveEco Tv AbdelPas encore d'évaluation
- EEA602 - Automatismes Industriels Cours I+II PDFDocument43 pagesEEA602 - Automatismes Industriels Cours I+II PDFalkassoum100% (1)
- Support Cours Comptabilité GénéraleDocument74 pagesSupport Cours Comptabilité Généralesaad azzedin100% (1)
- Spring Boot par la pratique: Développer les services Rest avec Spring-Boot et Spring-RestTemplateD'EverandSpring Boot par la pratique: Développer les services Rest avec Spring-Boot et Spring-RestTemplatePas encore d'évaluation
- TPM CoursDocument134 pagesTPM CoursIbatour WaoussPas encore d'évaluation
- Feuille TageDocument15 pagesFeuille TageBaralahy MpiarakandroPas encore d'évaluation
- Module Maintenance IndustrielleDocument118 pagesModule Maintenance IndustrielleLeader TechPas encore d'évaluation
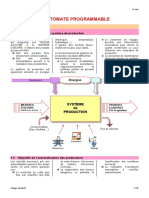
- Automate Programmable PDFDocument16 pagesAutomate Programmable PDFAit El Caid AbdellatifPas encore d'évaluation
- Rapport de Stage PFEDocument90 pagesRapport de Stage PFEemma100% (1)
- Catalogue MawaridDocument82 pagesCatalogue Mawaridعبد الله عزميPas encore d'évaluation
- IMPLEMANTATIONDocument64 pagesIMPLEMANTATIONAnonymous 9qKdViDP4Pas encore d'évaluation
- Les Ateliers FlexiblesDocument16 pagesLes Ateliers FlexiblesMohamed GhazouaniPas encore d'évaluation
- La Méthode SMED - IIDocument9 pagesLa Méthode SMED - IITarekBedidaPas encore d'évaluation
- Amdec Maintenance 1 171006Document15 pagesAmdec Maintenance 1 171006Med AliPas encore d'évaluation
- Groupe N°22 - L'automatisme IndustrielleDocument13 pagesGroupe N°22 - L'automatisme IndustrielleOverDoc100% (2)
- GMAO Gestion de Maintenance Assistée Par Ordinateur L4Document30 pagesGMAO Gestion de Maintenance Assistée Par Ordinateur L4Sekou Kaba0% (1)
- UE4 - GRH - TD #4 - Cas - MobiLogDocument12 pagesUE4 - GRH - TD #4 - Cas - MobiLogSeif Eddine AyariPas encore d'évaluation
- Syst Manuf Flexibles V1Document50 pagesSyst Manuf Flexibles V1Hanane TASMANTPas encore d'évaluation
- SM GIM Chap 8 Systèmes Manufacturiers FlexiblesDocument57 pagesSM GIM Chap 8 Systèmes Manufacturiers FlexiblesrlekcirPas encore d'évaluation
- Les Ateliers FlexiblesDocument8 pagesLes Ateliers FlexiblesTaib OussamaPas encore d'évaluation
- MaintenancesDocument18 pagesMaintenancesGenie MecaPas encore d'évaluation
- Chapitre 2 Partie 1 OOPDocument6 pagesChapitre 2 Partie 1 OOPInsaf InsafPas encore d'évaluation
- Etude Des Machines Et Systèmes de Production 2011Document39 pagesEtude Des Machines Et Systèmes de Production 2011Bannour Souilah100% (1)
- Chap 3: Conception Et Implantation Des Moyens de ProductionDocument12 pagesChap 3: Conception Et Implantation Des Moyens de Productionnajlae alfathiPas encore d'évaluation
- AtelierflexibleDocument5 pagesAtelierflexibleAyoub BenPas encore d'évaluation
- CH1Cours - Chaine de ProductionDocument27 pagesCH1Cours - Chaine de ProductionHamdi FekiPas encore d'évaluation
- Ateliers Flexibles D.doc1Document7 pagesAteliers Flexibles D.doc1Aliouat MohcenPas encore d'évaluation
- CH1 1 Cours Chaine de Production 1Document26 pagesCH1 1 Cours Chaine de Production 1yosr magmaguiPas encore d'évaluation
- Cours MOCN - IIT 2023 CH1 12-02-2023Document16 pagesCours MOCN - IIT 2023 CH1 12-02-2023benchikh lindaPas encore d'évaluation
- 4-Seminaire EO-Total Productive MaintenanceDocument27 pages4-Seminaire EO-Total Productive Maintenanceettabaa.rimePas encore d'évaluation
- Chapitre1: Modélisation Des Métiers: I. Les Concepts de BaseDocument16 pagesChapitre1: Modélisation Des Métiers: I. Les Concepts de BaseOumaima MasmoudiPas encore d'évaluation
- Chapitre 5 Gmao Gestion Maintenance Assistee Par OrdinateurDocument5 pagesChapitre 5 Gmao Gestion Maintenance Assistee Par OrdinateurAyoub100% (2)
- Outils de ProductionDocument7 pagesOutils de Productionilham ouassouPas encore d'évaluation
- DiponibiliteDocument2 pagesDiponibiliteyousra chakPas encore d'évaluation
- Maintenabilité Fichier OriginalDocument18 pagesMaintenabilité Fichier Originalrickdimina7Pas encore d'évaluation
- L'automate s7 400Document3 pagesL'automate s7 400fethiya0% (1)
- WinCC Flexible - Runtime PDFDocument174 pagesWinCC Flexible - Runtime PDFbrahim406100% (1)
- PRO1 - 03 - Simatic ManagerDocument19 pagesPRO1 - 03 - Simatic ManagerFaiza MIRIPas encore d'évaluation
- CIM1-chap1 Automatisation de La ProductionDocument40 pagesCIM1-chap1 Automatisation de La Productionamina HasnaouiPas encore d'évaluation
- d000055 Ligne ErmaflexDocument2 pagesd000055 Ligne Ermaflexapi34Pas encore d'évaluation
- Introduction DiaposDocument9 pagesIntroduction DiaposMarc Antoine MurtiPas encore d'évaluation
- CIM1-Chap1 Automatisation de La Production - 2023-2024Document40 pagesCIM1-Chap1 Automatisation de La Production - 2023-2024swimmingalg48Pas encore d'évaluation
- Rapport de Stage MMCDocument24 pagesRapport de Stage MMCkossay bahrouniPas encore d'évaluation
- CHAPITRE2Document4 pagesCHAPITRE2Youssef ElalaouiPas encore d'évaluation
- Resumé GestionDocument38 pagesResumé GestionAbdelhay LouakiPas encore d'évaluation
- 7 - Implantation Des Ressources de ProductionDocument27 pages7 - Implantation Des Ressources de ProductionIkram100% (1)
- 00-Extra-Organisation Des Processus de ProductionDocument8 pages00-Extra-Organisation Des Processus de ProductionTECH-LINE RENAULTPas encore d'évaluation
- GmaoDocument5 pagesGmaomessaoud-lacheheb-7323Pas encore d'évaluation
- RapportDocument8 pagesRapportislemmriri408Pas encore d'évaluation
- Amélioration de La MaintenabilitéDocument6 pagesAmélioration de La MaintenabilitéNajoua BlzaarPas encore d'évaluation
- ProjetttDocument66 pagesProjetttWafa Afsa100% (3)
- Exposé de GMAO 4Document19 pagesExposé de GMAO 4dafossd12Pas encore d'évaluation
- Typologie de Production - Cours 4Document18 pagesTypologie de Production - Cours 4Mehdi Bns100% (1)
- IMPLANTATION ATELIER - V1b.0Document28 pagesIMPLANTATION ATELIER - V1b.0Khaoula KrPas encore d'évaluation
- P0 Introduction PIDocument19 pagesP0 Introduction PIHajar RztPas encore d'évaluation
- Cours Automatisme Ch2Document25 pagesCours Automatisme Ch2RyemPas encore d'évaluation
- Prototypage Rapide Corentin LeboeufDocument10 pagesPrototypage Rapide Corentin LeboeufCoco GuitaristePas encore d'évaluation
- 04 - Optimisation de Flux Et GMAODocument19 pages04 - Optimisation de Flux Et GMAOAmadou KANDEPas encore d'évaluation
- 2 ProductionDocument3 pages2 Productiondraoui.mohcinePas encore d'évaluation
- DOCUMENT GMAO Prof OKOBEDocument7 pagesDOCUMENT GMAO Prof OKOBEZak StinesPas encore d'évaluation
- Chapitre 1 Systèmes Automatisés de Production - DiapoDocument30 pagesChapitre 1 Systèmes Automatisés de Production - DiapoIlham KinichPas encore d'évaluation
- Caméra intelligente: Révolutionner la perception visuelle avec la vision par ordinateurD'EverandCaméra intelligente: Révolutionner la perception visuelle avec la vision par ordinateurPas encore d'évaluation
- SED Et AWK Le Guide Pratique Pour Les Debutants Sous LinuxD'EverandSED Et AWK Le Guide Pratique Pour Les Debutants Sous LinuxPas encore d'évaluation
- Suite logicielle: Révolutionner la vision par ordinateur avec la suite logicielle ultimeD'EverandSuite logicielle: Révolutionner la vision par ordinateur avec la suite logicielle ultimePas encore d'évaluation
- Outils MRK IiDocument16 pagesOutils MRK IiPitti HaouaPas encore d'évaluation
- DS 04 04 03 BadDocument1 pageDS 04 04 03 BadGédéon AkradjiPas encore d'évaluation
- BokypdfdtsDocument55 pagesBokypdfdtsRas Lion100% (1)
- Poste de Ingénieur Mécanique Vibrations Et Acoustique SAINT GOBAINDocument1 pagePoste de Ingénieur Mécanique Vibrations Et Acoustique SAINT GOBAINFrancoPas encore d'évaluation
- Sujet 7.2 Tàf - Oussama Boustyal - Sco8240Document13 pagesSujet 7.2 Tàf - Oussama Boustyal - Sco8240oussama.boustyalPas encore d'évaluation
- Appel D'offre:achat D'oxyde de Magnésium Pour Le Projet de Kambove MiningDocument6 pagesAppel D'offre:achat D'oxyde de Magnésium Pour Le Projet de Kambove MiningInfos Actualite.cdPas encore d'évaluation
- Manuel Cooperative Badeli 14 7 16Document7 pagesManuel Cooperative Badeli 14 7 16Job OuakkasPas encore d'évaluation
- Le Financement Des PME en TunisieDocument4 pagesLe Financement Des PME en Tunisieines100% (1)
- Rapport 1A PDFDocument176 pagesRapport 1A PDFNajibPas encore d'évaluation
- Applications Concepts e BaseDocument11 pagesApplications Concepts e BaseMohamed El Bourghi100% (1)
- Introduction À La Maintenance Industrielle - Application GBMDocument31 pagesIntroduction À La Maintenance Industrielle - Application GBMMohammed ChaouqiPas encore d'évaluation
- QuittanceDocument1 pageQuittanceIlhona mrgPas encore d'évaluation
- QCM Corrigé Du Contrôle de Gestion 87 Questions - Fsjes Master - Concours Et Examens D'accès Au Master MarocDocument33 pagesQCM Corrigé Du Contrôle de Gestion 87 Questions - Fsjes Master - Concours Et Examens D'accès Au Master MarocSENYOH KOMLAN NARCISSEPas encore d'évaluation
- Prolonger La Vie D'un Produit 2021Document33 pagesProlonger La Vie D'un Produit 2021Med Omar TafnoutiPas encore d'évaluation
- Les Règles Que Vous Devez Connaître Avant de Passer Le Test UProfitDocument11 pagesLes Règles Que Vous Devez Connaître Avant de Passer Le Test UProfitRomus AgongloPas encore d'évaluation
- Thèse Motivation AlgerDocument104 pagesThèse Motivation Algerrajae.semlaliPas encore d'évaluation
- Dossier EcobativalDocument9 pagesDossier Ecobativalkhalid mayogazPas encore d'évaluation
- Le Coût SpécifiqueDocument3 pagesLe Coût SpécifiquedickoPas encore d'évaluation
- UniversitédeKara-Moncompte 1662819933041Document6 pagesUniversitédeKara-Moncompte 1662819933041Kodjo LEMBOPas encore d'évaluation
- Management Strategique PDFDocument284 pagesManagement Strategique PDFSttyPas encore d'évaluation
- Oussama Ben NasserDocument15 pagesOussama Ben NasserOussama Ben NasserPas encore d'évaluation
- IntroductionDocument31 pagesIntroductionAlexis SanchezPas encore d'évaluation
- Une Enquête Montre Que Brigitte Macron Serait Jean-Michel Trogneux - MichelduchaineDocument41 pagesUne Enquête Montre Que Brigitte Macron Serait Jean-Michel Trogneux - MichelduchaineigzhoghzogPas encore d'évaluation
- Lgislation Travail - Bacpro - Compta - 2aDocument28 pagesLgislation Travail - Bacpro - Compta - 2aMed Momo100% (2)