Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Procedure de SoudageDocument8 pagesProcedure de SoudageHocine ChekrounPas encore d'évaluation
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- 000 ZX e 09623 D0Document9 pages000 ZX e 09623 D0hamza brahmi100% (1)
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Procedure Sablage Etpeinture (IFC)Document29 pagesProcedure Sablage Etpeinture (IFC)hamza brahmi100% (4)
- PR Ehs Gr6 Pc03-Ta Rév eDocument34 pagesPR Ehs Gr6 Pc03-Ta Rév ekarech mounir100% (5)
- Procedure Montage Et Contole BACDocument15 pagesProcedure Montage Et Contole BACHocine Chekroun50% (2)
- S.T.G. CHAUDRONNERIE R Sous PressionDocument11 pagesS.T.G. CHAUDRONNERIE R Sous PressionmezouedPas encore d'évaluation
- Fiche de Poste SoudeurDocument4 pagesFiche de Poste SoudeurmohPas encore d'évaluation
- Procedure de Controle VisuelDocument7 pagesProcedure de Controle VisuelNouha AbardazzouPas encore d'évaluation
- 1409.02.DBQR.02000 Rev.00Document4 pages1409.02.DBQR.02000 Rev.00Zakari LOUNIS50% (2)
- PV de Controle Visuel Gr6Document48 pagesPV de Controle Visuel Gr6Kali Abdennour100% (1)
- Proces Verbal D'Epreuve Hydrostatique Hydrostatic Test ReportDocument2 pagesProces Verbal D'Epreuve Hydrostatique Hydrostatic Test ReportZarai MaherPas encore d'évaluation
- Control Qualité Soudage PDFDocument17 pagesControl Qualité Soudage PDFsayr0s100% (1)
- Proced StructDocument5 pagesProced Structhamza brahmi100% (1)
- Rediger Et Verifier Un Cahier de SoudageDocument2 pagesRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- JJL CQ 580 301 PDFDocument40 pagesJJL CQ 580 301 PDFGuendouz GuendouzPas encore d'évaluation
- Contrôle Visuel Des Soudures PDFDocument2 pagesContrôle Visuel Des Soudures PDFgueridi100% (2)
- Conseils Aux Utilisateurs de La Galvanisation À ChaudDocument12 pagesConseils Aux Utilisateurs de La Galvanisation À ChauddaemsalPas encore d'évaluation
- Catalogue Formation CND 2018Document56 pagesCatalogue Formation CND 2018darouichPas encore d'évaluation
- Mode Opératoire Contrôle APL - À Charges Suspendues V01Document8 pagesMode Opératoire Contrôle APL - À Charges Suspendues V01Jackob GhaiebPas encore d'évaluation
- Fiche de Contrôle FQMM-05Document2 pagesFiche de Contrôle FQMM-05Med CH67% (3)
- CE0045-Procedure de Contrôle Visuel Et Dimensionnel Des SouduresDocument8 pagesCE0045-Procedure de Contrôle Visuel Et Dimensionnel Des SouduresKhaled Bouhlel100% (7)
- 119-21 AH Rapport D'inspection Visuelle-EnDocument3 pages119-21 AH Rapport D'inspection Visuelle-Enbouchoucha jebaliPas encore d'évaluation
- 12 - Fiche Technique Montage Échafaudages .OKDocument3 pages12 - Fiche Technique Montage Échafaudages .OKjamila kaddouriPas encore d'évaluation
- 000 Za e 09631 F0 PDFDocument43 pages000 Za e 09631 F0 PDFhamza brahmi100% (1)
- Contrôle Soudage 4Document13 pagesContrôle Soudage 4fed0% (1)
- GR PalanDocument2 pagesGR PalankjfhdfjhdjhPas encore d'évaluation
- 4-Appareil À Pression de GazDocument17 pages4-Appareil À Pression de Gazismailines100% (1)
- 01-INSPECTION BULLDOZER FrenchDocument4 pages01-INSPECTION BULLDOZER FrenchAntoine ManongPas encore d'évaluation
- Qualification Des SoudeursDocument28 pagesQualification Des SoudeursDanem HalasPas encore d'évaluation
- Procedures Des Tests HydrostatiquesDocument10 pagesProcedures Des Tests HydrostatiquesBihi Bahammou100% (1)
- Taches de Controle Qualite de Travaux de SoudageDocument9 pagesTaches de Controle Qualite de Travaux de SoudageMohamedkheireddine100% (3)
- Norme Soudage 01-50-026Document22 pagesNorme Soudage 01-50-026mariuswolf10100% (2)
- Mode OpératoireDocument17 pagesMode OpératoireAbdellah AminePas encore d'évaluation
- Contrôleur CNDDocument50 pagesContrôleur CNDSid BouhaPas encore d'évaluation
- APL Pont Roulant SC3 OM 649Document29 pagesAPL Pont Roulant SC3 OM 649med chabane100% (1)
- Copie de LISTEDocument44 pagesCopie de LISTELatifa TrayaPas encore d'évaluation
- Check-List - Grues A TourV5!4!281108Document3 pagesCheck-List - Grues A TourV5!4!281108cotopaxi85Pas encore d'évaluation
- Guide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1Document45 pagesGuide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1asta57100% (1)
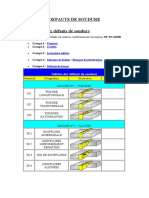
- Defauts de SoudureDocument3 pagesDefauts de SoudureaminePas encore d'évaluation
- Dossier Final PFFDocument67 pagesDossier Final PFFSaidPas encore d'évaluation
- Fiche de Contrôle RevêtementDocument1 pageFiche de Contrôle Revêtementgnhgfn100% (1)
- EssaisDocument24 pagesEssaisNaceri Mohamed RedhaPas encore d'évaluation
- Rapport-Peinture 8LDocument3 pagesRapport-Peinture 8LMajdi Jerbi100% (1)
- Plan Assurance Qualité PDFDocument34 pagesPlan Assurance Qualité PDFdvilloriaPas encore d'évaluation
- Plan de MaintenanceDocument78 pagesPlan de MaintenanceEmilienne Laure NgahanePas encore d'évaluation
- Cahier Appareil PressionDocument28 pagesCahier Appareil PressionAD DaoudPas encore d'évaluation
- Pont RoulantDocument2 pagesPont RoulantSalaheddine OUR100% (1)
- 16-Bouteille 6436Document2 pages16-Bouteille 6436med chabanePas encore d'évaluation
- Copie de PAQ-3-8-Fiche de LibèrationDocument2 pagesCopie de PAQ-3-8-Fiche de LibèrationKhaled Bouhlel100% (1)
- S 03 Fichier - Produit - 39 - FrenchDocument4 pagesS 03 Fichier - Produit - 39 - FrenchBabu RamachandranPas encore d'évaluation
- Procéd Offic Réception AppareilsDocument6 pagesProcéd Offic Réception AppareilsOlss BbzoPas encore d'évaluation
- Prestations en Contrôle Et Inspection: Fiche TechniqueDocument7 pagesPrestations en Contrôle Et Inspection: Fiche TechniqueseddikPas encore d'évaluation
- LS PRT NDT PT 03Document13 pagesLS PRT NDT PT 03Alphonse YACKAMAMBO DIBACKAPas encore d'évaluation
- QHS - QU - CBoP - GC - XXXX - GEN - XXX - XX - 36 - A#Agrément MEDINGERDocument57 pagesQHS - QU - CBoP - GC - XXXX - GEN - XXX - XX - 36 - A#Agrément MEDINGERmourad mouradPas encore d'évaluation
- Tram InstructionDocument8 pagesTram Instructionhind BELMAYZIPas encore d'évaluation
- Référentiel de Certification: DSP Reac RF CDC Technicien (Ne) en SoudageDocument35 pagesRéférentiel de Certification: DSP Reac RF CDC Technicien (Ne) en SoudageRobertBostanPas encore d'évaluation
- Document D'exploitation Des Automates Logigab 3.0Document211 pagesDocument D'exploitation Des Automates Logigab 3.0billy.laillePas encore d'évaluation
- Differentes Forme de MaintenanceDocument12 pagesDifferentes Forme de MaintenancemouaadPas encore d'évaluation
- Eclair Agis MeDocument33 pagesEclair Agis Memail_younes6592Pas encore d'évaluation
- Gestion de Production 2017.2018Document124 pagesGestion de Production 2017.2018mail_younes6592100% (3)
- TRMONODocument19 pagesTRMONOmail_younes6592Pas encore d'évaluation
- Syllabus MDF Master 1112Document37 pagesSyllabus MDF Master 1112mail_younes6592Pas encore d'évaluation
- Differentes Forme de MaintenanceDocument12 pagesDifferentes Forme de MaintenancemouaadPas encore d'évaluation
- Gestion de Production 2017.2018Document124 pagesGestion de Production 2017.2018mail_younes6592100% (3)
- Programmation ArduinoDocument10 pagesProgrammation Arduinomail_younes6592Pas encore d'évaluation
- Eclair Agis MeDocument33 pagesEclair Agis Memail_younes6592Pas encore d'évaluation
- Microsoft Project Atelier N°1Document2 pagesMicrosoft Project Atelier N°1mail_younes6592Pas encore d'évaluation
- Cours MDF MasterDocument51 pagesCours MDF Mastermail_younes6592Pas encore d'évaluation
- Capteurs PDFDocument86 pagesCapteurs PDFYoussef JakePas encore d'évaluation
- OUVRAGE ZIANE - FPDR VERSION 29-12-2003Document144 pagesOUVRAGE ZIANE - FPDR VERSION 29-12-2003mail_younes6592Pas encore d'évaluation
- Exemple D - Un Registre VLR HSE MarocDocument294 pagesExemple D - Un Registre VLR HSE Marocmail_younes6592100% (1)
- FumerDocument1 pageFumermail_younes6592Pas encore d'évaluation
- Méthode Analyse risques-HSEDocument3 pagesMéthode Analyse risques-HSEmail_younes6592Pas encore d'évaluation
- Exercice 6 Famille RisqueDocument1 pageExercice 6 Famille Risquemail_younes6592Pas encore d'évaluation
- PV de PeintureDocument1 pagePV de Peinturemail_younes6592Pas encore d'évaluation
- 13Document1 page13mail_younes6592Pas encore d'évaluation
- Documents ObligatoiresDocument4 pagesDocuments Obligatoiresmail_younes6592100% (2)
- Telephone Au Volant PDFDocument1 pageTelephone Au Volant PDFmail_younes6592Pas encore d'évaluation
- ConfortableDocument1 pageConfortablemail_younes6592Pas encore d'évaluation
- Je Me Lave Les Mains Avant La Pause PDFDocument1 pageJe Me Lave Les Mains Avant La Pause PDFmail_younes6592Pas encore d'évaluation
- Vérif Quotid Elévateur FR 02 2020Document1 pageVérif Quotid Elévateur FR 02 2020mail_younes6592Pas encore d'évaluation
- 11 Liste Des Normes D Applications Obligatoires 3-2016Document21 pages11 Liste Des Normes D Applications Obligatoires 3-2016medPas encore d'évaluation
- CarbonBlackOil SABICDocument51 pagesCarbonBlackOil SABICmail_younes6592Pas encore d'évaluation
- 11 Liste Des Normes D Applications Obligatoires 3-2016Document21 pages11 Liste Des Normes D Applications Obligatoires 3-2016medPas encore d'évaluation
- PWHT ReportDocument1 pagePWHT Reportmail_younes6592Pas encore d'évaluation
- Manuel 74.78.79 Regles de Concep - Meca Chaud Guide Auxiliaires Chaud Fonctiont ChaudDocument70 pagesManuel 74.78.79 Regles de Concep - Meca Chaud Guide Auxiliaires Chaud Fonctiont Chaudmail_younes6592100% (1)
- Exclusions D'exigences PDFDocument2 pagesExclusions D'exigences PDFmail_younes6592Pas encore d'évaluation
- Fiscalité Marocaine Variation de StockDocument8 pagesFiscalité Marocaine Variation de StockndtPas encore d'évaluation
- Audit Et Controle de GestionDocument31 pagesAudit Et Controle de GestionyassinePas encore d'évaluation
- La W.C.M.1Document7 pagesLa W.C.M.1Mohamed ZaianiPas encore d'évaluation
- Formation VSMDocument66 pagesFormation VSMMuLilm AmaZigh MoroccanPas encore d'évaluation
- Mémento D'audit Interne - (WWW - Worldmediafiles.CoM)Document115 pagesMémento D'audit Interne - (WWW - Worldmediafiles.CoM)enriquemomo0% (1)
- Kaizen (改善) Hamriti, Souri, AjanaDocument15 pagesKaizen (改善) Hamriti, Souri, Ajanabassir2010Pas encore d'évaluation
- Les Stocks - CorrigeDocument3 pagesLes Stocks - CorrigePapis Gomes Benante GomesPas encore d'évaluation
- Normes Algeriennes D'audit 300-500-510-700Document21 pagesNormes Algeriennes D'audit 300-500-510-700Maroua Abderrahim100% (1)
- Faucets CatalogDocument38 pagesFaucets Catalogjohn ramboPas encore d'évaluation
- Corrigé Cas BlockDocument7 pagesCorrigé Cas BlockYoussef RadiPas encore d'évaluation
- Corrige Casa-SiegeDocument6 pagesCorrige Casa-SiegeNoor Janna67% (3)
- Bien Voir Pour Mieux Gérer, Le LivreDocument7 pagesBien Voir Pour Mieux Gérer, Le LivreYassine Meziane33% (3)
- LSSCH Formation Lean Six Sigma Champion PDFDocument2 pagesLSSCH Formation Lean Six Sigma Champion PDFCertyouFormationPas encore d'évaluation
- M0051mba Acg16Document108 pagesM0051mba Acg16CCAPas encore d'évaluation
- TD TmoemDocument12 pagesTD TmoemAhmed GhribiPas encore d'évaluation
- 2010 Application Hotel Regence Gestion Stocks CorrigeDocument4 pages2010 Application Hotel Regence Gestion Stocks CorrigeLahcen SoussiPas encore d'évaluation
- 1-Techniques de Fabrication PDFDocument2 pages1-Techniques de Fabrication PDFnahimPas encore d'évaluation
- QRQC Conference1Document37 pagesQRQC Conference1Filomeno João Colaço Faustino100% (1)
- SONASIDDocument1 pageSONASIDIbrahim HarrakPas encore d'évaluation
- 11 VSM PDFDocument39 pages11 VSM PDFTunENSTAB100% (2)
- Tenar IsDocument12 pagesTenar IsDidier MarneffePas encore d'évaluation
- 03 Module VSMDocument65 pages03 Module VSMTunENSTAB100% (3)
- Affectation 3LIC RO PFEDocument3 pagesAffectation 3LIC RO PFEMvp WgwPas encore d'évaluation
- Cv-Ziyad Elamrani - 30122017Document2 pagesCv-Ziyad Elamrani - 30122017Ziyad ElamraniPas encore d'évaluation
- PDFDocument17 pagesPDFSalim TOUAZIPas encore d'évaluation
- TDDocument9 pagesTDismail100% (3)
- Conduite Mission Audit InterneDocument34 pagesConduite Mission Audit InterneMadrid MadridPas encore d'évaluation
- Cycles de FraisageDocument4 pagesCycles de FraisageNassro ZiadPas encore d'évaluation
- Memento JCLDocument2 pagesMemento JCLKamel SadkiPas encore d'évaluation
- Aciers SpeciauxDocument8 pagesAciers SpeciauxYassine SayehPas encore d'évaluation