Vous aimerez peut-être aussi
- TP N°01 Essai de TractionDocument16 pagesTP N°01 Essai de TractionWalid Matallah86% (22)
- TPE Mouton Pendule CharpyDocument62 pagesTPE Mouton Pendule Charpywatsop67% (3)
- CH2-2 - Les Essais Mécaniques ExercicesDocument5 pagesCH2-2 - Les Essais Mécaniques ExercicesMayouMohAmed100% (19)
- Conception Et Dimensionnement Machine A LabourerDocument146 pagesConception Et Dimensionnement Machine A Labourerwatsop100% (3)
- Ecabosseuse de Cacao - Part - OneDocument58 pagesEcabosseuse de Cacao - Part - Onewatsop100% (1)
- TD Essais Mã©caniquesDocument5 pagesTD Essais Mã©caniquesmohamed chafei sidi mohamed100% (3)
- Perceuse Sensitive Oyaka Nyemb Nyobe EbolembabgDocument14 pagesPerceuse Sensitive Oyaka Nyemb Nyobe Ebolembabgngouo75% (4)
- Malaxeur de BetonDocument24 pagesMalaxeur de BetonFaicel Mejri100% (2)
- Traveaux Pratiques RDMDocument48 pagesTraveaux Pratiques RDMMehdi BlinkPas encore d'évaluation
- Capteurs/actuateurs Auto PDFDocument23 pagesCapteurs/actuateurs Auto PDFyassine89% (9)
- Mini Projet Sur Une Machine de ResilienceDocument22 pagesMini Projet Sur Une Machine de ResilienceEmna TräadPas encore d'évaluation
- TPE Final Rupture Et FatigueDocument34 pagesTPE Final Rupture Et Fatiguewatsop100% (1)
- Structure Polymeres Chap1Document28 pagesStructure Polymeres Chap1Hatem DebzPas encore d'évaluation
- Travaux Pratiques RDM 2021Document6 pagesTravaux Pratiques RDM 2021Ahmed MedPas encore d'évaluation
- Chap 3 Essais MécaniqueDocument9 pagesChap 3 Essais MécaniqueOmar EzzinePas encore d'évaluation
- Mini Projet Sur Une Machine de ResilienceDocument31 pagesMini Projet Sur Une Machine de ResilienceEmna TräadPas encore d'évaluation
- PFA1 Essai Mouton CharpyDocument35 pagesPFA1 Essai Mouton CharpyheniPas encore d'évaluation
- TPE Final Rupture Et FatigueDocument34 pagesTPE Final Rupture Et FatiguewatsopPas encore d'évaluation
- Analyse BordeuseDocument20 pagesAnalyse BordeuseZied kallelPas encore d'évaluation
- Essai de RésilienceDocument5 pagesEssai de Résilienceging freecssPas encore d'évaluation
- Sam 11-Verification Des Poteaux 2022-V2apDocument54 pagesSam 11-Verification Des Poteaux 2022-V2apdawah1313Pas encore d'évaluation
- Tendeur de Scie ProjetDocument7 pagesTendeur de Scie ProjetBENTATA RacimPas encore d'évaluation
- Decument de TractionDocument14 pagesDecument de TractionAhmed AhmedPas encore d'évaluation
- 5-4 - Caracteristiques MateriauxDocument11 pages5-4 - Caracteristiques Materiauxfathallah karimPas encore d'évaluation
- Essai RésilienceDocument8 pagesEssai RésilienceM.r Zérø.Pas encore d'évaluation
- WafikDocument11 pagesWafikWafik FarsiPas encore d'évaluation
- TP Tenu en Service FiniDocument18 pagesTP Tenu en Service Finiabderrahmen100% (2)
- Présentation 1Document26 pagesPrésentation 1Emna TräadPas encore d'évaluation
- Capteur Fin de Course PneumatiqueDocument25 pagesCapteur Fin de Course PneumatiqueSERRAI Salah eddinePas encore d'évaluation
- 02 Commat CepDocument18 pages02 Commat Ceplandoz.liam.marillacPas encore d'évaluation
- M03 Application Des Bases D'ajustageDocument17 pagesM03 Application Des Bases D'ajustagemohamed elazraqPas encore d'évaluation
- ResilienceDocument13 pagesResilienceatmane100% (1)
- TP2 GroupebDocument6 pagesTP2 GroupebCours facPas encore d'évaluation
- Essais de Traction Sur L'acierDocument21 pagesEssais de Traction Sur L'acierAbir BenyahiaPas encore d'évaluation
- TP 5Document7 pagesTP 5Anis LamisPas encore d'évaluation
- Essai de Traction02Document5 pagesEssai de Traction02fer23000Pas encore d'évaluation
- Introduction À La RDM: 1. DéfinitionDocument8 pagesIntroduction À La RDM: 1. DéfinitionBelarbi KhaledPas encore d'évaluation
- RDM 3Document8 pagesRDM 3Emmanuel MaxPas encore d'évaluation
- Choix Contacteur REFDocument2 pagesChoix Contacteur REFKuate RenePas encore d'évaluation
- 5-4 - Caracteristiques MateriauxDocument16 pages5-4 - Caracteristiques Materiauxfathallah karimPas encore d'évaluation
- ResilienceDocument3 pagesResilienceNana Vladimid Ronald TATMENPas encore d'évaluation
- Raport Mini ProjetDocument17 pagesRaport Mini ProjetSkander BkPas encore d'évaluation
- TDs Chap N°2 CI Capteurs Position Mouvement 2022Document6 pagesTDs Chap N°2 CI Capteurs Position Mouvement 2022ahabchPas encore d'évaluation
- Les Essais Mecaniques (1) - 13-15Document3 pagesLes Essais Mecaniques (1) - 13-15fathallah karimPas encore d'évaluation
- Chap 3 Caractc3a9risation Mc3a9caniques Des Matc3a9riaux 2016Document32 pagesChap 3 Caractc3a9risation Mc3a9caniques Des Matc3a9riaux 2016fathallah karimPas encore d'évaluation
- RDM TP Ndeg01 Essai de Traction 1Document18 pagesRDM TP Ndeg01 Essai de Traction 1Mãrÿ ŌûmåPas encore d'évaluation
- Caractéristiques Des Matériaux GE GEM301Document20 pagesCaractéristiques Des Matériaux GE GEM301Aristide DOSSOUPas encore d'évaluation
- TP Traction Ire MateriauxDocument8 pagesTP Traction Ire Materiauxdjdjo1983Pas encore d'évaluation
- Chapitre 1Document22 pagesChapitre 1DAKING GAMINGPas encore d'évaluation
- Analyse Fonctionnelle TechnologieDocument7 pagesAnalyse Fonctionnelle TechnologieYounes Derbel - يونس دربالPas encore d'évaluation
- RDM TP Ndeg01 Essai de Traction 1Document18 pagesRDM TP Ndeg01 Essai de Traction 1Amine EL FERHANIPas encore d'évaluation
- Les Essais MecaniquesDocument19 pagesLes Essais MecaniquesBaha Sallami100% (1)
- Etude Approfondie Dun Banc de Torsion Traction Presentation EnspsDocument12 pagesEtude Approfondie Dun Banc de Torsion Traction Presentation EnspsHairisPas encore d'évaluation
- Chapitre 3 - Prop Et Caract Des MatDocument43 pagesChapitre 3 - Prop Et Caract Des MatGhizlane El Amrani100% (1)
- TP Métaux1 RésilienceDocument7 pagesTP Métaux1 RésilienceHòóu Śś ɘɱ0% (2)
- TP 1Document10 pagesTP 1Younes BoxPas encore d'évaluation
- Mini Projet Automne2021Document6 pagesMini Projet Automne2021mathieuPas encore d'évaluation
- Essai de TractionDocument18 pagesEssai de TractiondayangPas encore d'évaluation
- Polycopie09 Intranetv2Document157 pagesPolycopie09 Intranetv2karem754Pas encore d'évaluation
- 2RDM TD1 21.06Document8 pages2RDM TD1 21.06Constantin DamianPas encore d'évaluation
- Decument de Traction Ahmed1Document15 pagesDecument de Traction Ahmed1Ahmed AhmedPas encore d'évaluation
- Analyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1D'EverandAnalyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1Pas encore d'évaluation
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- 3 Diagrammes UML v2022-23 (Classes Et Objets)Document74 pages3 Diagrammes UML v2022-23 (Classes Et Objets)watsopPas encore d'évaluation
- Équations de Navier StokesDocument11 pagesÉquations de Navier StokeswatsopPas encore d'évaluation
- Parametres de Choix Du Moteur ThermiqueDocument10 pagesParametres de Choix Du Moteur ThermiquewatsopPas encore d'évaluation
- Dimensionnement de La CourroieDocument6 pagesDimensionnement de La CourroiewatsopPas encore d'évaluation
- Projet en Mécanique SéminiareDocument111 pagesProjet en Mécanique SéminiarengouoPas encore d'évaluation
- Machine A Courant Continu Et AlternatifDocument22 pagesMachine A Courant Continu Et Alternatifwatsop100% (2)
- Soudage Tech InstallDocument24 pagesSoudage Tech InstallwatsopPas encore d'évaluation
- Dimensionnement de La ChaineDocument5 pagesDimensionnement de La ChainewatsopPas encore d'évaluation
- Flow Process Huile SojaDocument47 pagesFlow Process Huile Sojawatsop100% (1)
- 5 - Formulaire de Calcul Des Soudures - Elements de Chaudronnerie Et Fabrication Metallique-1Document16 pages5 - Formulaire de Calcul Des Soudures - Elements de Chaudronnerie Et Fabrication Metallique-1watsopPas encore d'évaluation
- Analyse Vibratoire2Document89 pagesAnalyse Vibratoire2watsop100% (1)
- Bilan de Puissances TECH INSTDocument6 pagesBilan de Puissances TECH INSTwatsop83% (6)
- Tpe Mécanique Des FluidesDocument13 pagesTpe Mécanique Des FluideswatsopPas encore d'évaluation
- II - Principe De-Wps OfficeDocument2 pagesII - Principe De-Wps OfficewatsopPas encore d'évaluation
- FLUIDEDocument14 pagesFLUIDEwatsopPas encore d'évaluation
- Analyse Vibratoire1Document8 pagesAnalyse Vibratoire1watsopPas encore d'évaluation
- Abaques Methode de Depl-2Document2 pagesAbaques Methode de Depl-2watsopPas encore d'évaluation
- Analyse Fonctionnelle de La Moissonneuse BatteuseDocument50 pagesAnalyse Fonctionnelle de La Moissonneuse Batteusewatsop100% (2)
- 2 Ue Fgi Mas 528Document52 pages2 Ue Fgi Mas 528watsopPas encore d'évaluation
- Verification Machine Flexion ChocDocument5 pagesVerification Machine Flexion ChocwatsopPas encore d'évaluation
- TPE Final Rupture Et FatigueDocument34 pagesTPE Final Rupture Et FatiguewatsopPas encore d'évaluation
- 1.1 Ue Fgi Mas 528Document28 pages1.1 Ue Fgi Mas 528watsopPas encore d'évaluation
- Machine A Labourer1Document44 pagesMachine A Labourer1watsopPas encore d'évaluation
- Doctorat BelhouchetDocument184 pagesDoctorat Belhouchetfootball goalPas encore d'évaluation
- Détection D'anomalies D'un Réseau Mobile MEGHERBI KHALEFDocument27 pagesDétection D'anomalies D'un Réseau Mobile MEGHERBI KHALEFminiya1703Pas encore d'évaluation
- Scomazzon Pasal SMZ926Document225 pagesScomazzon Pasal SMZ926hiriPas encore d'évaluation
- Poinçonnement: LIM SovanvichetDocument13 pagesPoinçonnement: LIM SovanvichetPhal KhemraPas encore d'évaluation
- KD455.50 Préconisations Montage Démontage - FRDocument7 pagesKD455.50 Préconisations Montage Démontage - FReric pineauPas encore d'évaluation
- RadjaZahia ZoutatAziza SilakhelYaminaDocument78 pagesRadjaZahia ZoutatAziza SilakhelYaminaLamia BekehchiPas encore d'évaluation
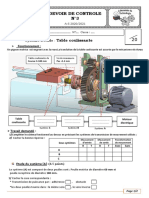
- Devoir de Controle N°3: Table CoulissanteDocument2 pagesDevoir de Controle N°3: Table CoulissanteTarekMostapha100% (1)
- Exercice 1Document2 pagesExercice 1Nour elhoudaPas encore d'évaluation
- Maths 4-TD2Document3 pagesMaths 4-TD2bmessaad1970Pas encore d'évaluation
- Fiche JavascriptDocument5 pagesFiche JavascriptA'ch RéfPas encore d'évaluation
- Cours - Pic 16f628a PDFDocument11 pagesCours - Pic 16f628a PDFridofoxPas encore d'évaluation
- MedafDocument42 pagesMedafYesmine JasminePas encore d'évaluation
- Ex Ef PotenceDocument10 pagesEx Ef PotenceChafik BouguezourPas encore d'évaluation
- Concours General Mathematiques 2002 SujetDocument5 pagesConcours General Mathematiques 2002 SujetkkstanPas encore d'évaluation
- UntitledDocument3 pagesUntitledyeheph yehephPas encore d'évaluation
- Serie MichelsonDocument8 pagesSerie MichelsonMD HM BCPas encore d'évaluation
- Le But de Cette Épreuve Est de Déterminer Si Un Seul Feutre Effaceur Suffit Pour Effacer Le Contenu D'une Petite Cartouche D'encre BleueDocument4 pagesLe But de Cette Épreuve Est de Déterminer Si Un Seul Feutre Effaceur Suffit Pour Effacer Le Contenu D'une Petite Cartouche D'encre BleuePrescillia DieziaPas encore d'évaluation
- TP6 Complx 2018-2019Document2 pagesTP6 Complx 2018-2019Hadjer KaddourPas encore d'évaluation
- l3 tm1 Chapitre1 Lecon 01Document10 pagesl3 tm1 Chapitre1 Lecon 01Fatima LagnaouiPas encore d'évaluation
- Centrale, 2011, MP, Math Ematiques 1Document9 pagesCentrale, 2011, MP, Math Ematiques 1Max tekouPas encore d'évaluation
- Fopc 0720916e 4241Document4 pagesFopc 0720916e 4241Cyrielle DomguePas encore d'évaluation
- PP2 Cor MathDocument69 pagesPP2 Cor MathtotoPas encore d'évaluation
- C4 CdmaDocument20 pagesC4 CdmaF Nass BenPas encore d'évaluation
- TP SemaphoresDocument2 pagesTP Semaphoresعضوش محمدPas encore d'évaluation
- Bimetre Sage Attic PDFDocument8 pagesBimetre Sage Attic PDFsarraPas encore d'évaluation
- 06.0165 - Chambre D'essai Sous Vide (Avec Vaccuometre) - 2Document1 page06.0165 - Chambre D'essai Sous Vide (Avec Vaccuometre) - 2Ghilles PoloPas encore d'évaluation
- Ece 19 SVT 01 V1Document2 pagesEce 19 SVT 01 V1AlexPas encore d'évaluation
- Cours Infographie 1Document129 pagesCours Infographie 1Saf BesPas encore d'évaluation
- TP Api IiDocument11 pagesTP Api IiAdem AounPas encore d'évaluation