Vous aimerez peut-être aussi
- Introduction à la physique de la matièreD'EverandIntroduction à la physique de la matièreÉvaluation : 3 sur 5 étoiles3/5 (1)
- Mineralurgie 2021-2022 3 LMD Exploitation Des MineraisDocument25 pagesMineralurgie 2021-2022 3 LMD Exploitation Des MineraisAli100% (1)
- Études sur la géologie, la paléontologie et l'ancienneté de l'homme: Le département de Lot-et-GaronneD'EverandÉtudes sur la géologie, la paléontologie et l'ancienneté de l'homme: Le département de Lot-et-GaronnePas encore d'évaluation
- Cours de Préparation Des MineraisDocument74 pagesCours de Préparation Des Mineraiselngoy12Pas encore d'évaluation
- Des risques, des mines et des hommes: La perception du risque chez les mineurs de fond de l'Abitibi-TémiscamingueD'EverandDes risques, des mines et des hommes: La perception du risque chez les mineurs de fond de l'Abitibi-TémiscaminguePas encore d'évaluation
- Cours de ComminutionDocument8 pagesCours de ComminutionAbdelali Guounain67% (3)
- Cours Traitement Des Minerais Rusta EdDocument62 pagesCours Traitement Des Minerais Rusta EdBeranger Ehui86% (7)
- HydrométallurgieDocument20 pagesHydrométallurgiebelkacem100% (2)
- Cours &exercices Mem LokoDocument70 pagesCours &exercices Mem LokoDanielle Mondesir Boussou100% (1)
- Cours PPMDocument35 pagesCours PPMJerome100% (3)
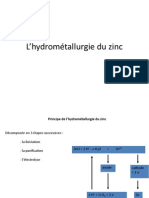
- TP - L'hydrométallurgie Du Zinc - GUERFI SABRINEDocument18 pagesTP - L'hydrométallurgie Du Zinc - GUERFI SABRINEرحمـة ربيعـي100% (1)
- PyrometallurgieDocument6 pagesPyrometallurgieMag ManPas encore d'évaluation
- 4 MinièresDocument8 pages4 MinièresAli Hamdane100% (1)
- Cours de PPMDocument148 pagesCours de PPMKevin Tshimanga100% (2)
- Notes Opérations Unitaires en Métallurgie - BAC3 - METpdfDocument105 pagesNotes Opérations Unitaires en Métallurgie - BAC3 - METpdfCed IlungaPas encore d'évaluation
- Cognis Manuel de Formation Sur L'extraction Par SolvantDocument101 pagesCognis Manuel de Formation Sur L'extraction Par SolvantThassi MutondoPas encore d'évaluation
- Chapitre II Preparation Mecanique Mineralurgie-Partie IIDocument6 pagesChapitre II Preparation Mecanique Mineralurgie-Partie IILeda DalePas encore d'évaluation
- Hydrometallurgie Du ZincDocument12 pagesHydrometallurgie Du ZincaghilifPas encore d'évaluation
- Cours Mineralurgie S2 Exploitation 1Document51 pagesCours Mineralurgie S2 Exploitation 1Ahmed AbdallahPas encore d'évaluation
- Memoir 2015-Unili, MetallurgieDocument103 pagesMemoir 2015-Unili, MetallurgieAli NTAMBWAPas encore d'évaluation
- Exercices de Genie Metallurgie 2Document40 pagesExercices de Genie Metallurgie 2landrymwana63gmail.comPas encore d'évaluation
- Metallurgie Extractive Du ZincDocument26 pagesMetallurgie Extractive Du ZincHenockPas encore d'évaluation
- CoursDocument8 pagesCoursdjaberPas encore d'évaluation
- Métallurgie Du CuivreDocument23 pagesMétallurgie Du Cuivresalif mbengue dioufPas encore d'évaluation
- Le Grillage Des Concentres de ZincDocument12 pagesLe Grillage Des Concentres de Zincnajim68Pas encore d'évaluation
- Métallurgie de CuivreDocument2 pagesMétallurgie de Cuivrerime100% (1)
- HydrometallurgieDocument35 pagesHydrometallurgieleachloe100% (9)
- Pyrometallurgie Du ZincDocument16 pagesPyrometallurgie Du ZincBerenger Mabélé100% (1)
- Chap I Minéralo SVTDocument68 pagesChap I Minéralo SVTEZ-ZYANI IMANEPas encore d'évaluation
- LixiviationDocument32 pagesLixiviationbelkacem100% (4)
- Séparation Magnetique - Théorie Et ModélisationDocument12 pagesSéparation Magnetique - Théorie Et ModélisationAmeur HorriPas encore d'évaluation
- Traitement Des MineraisDocument26 pagesTraitement Des MineraisTanguy Doumbia100% (5)
- Hydrometallurgie Du ZincDocument5 pagesHydrometallurgie Du ZincHenock100% (1)
- Métallurgie Du Titane PDFDocument5 pagesMétallurgie Du Titane PDFRode NkontaPas encore d'évaluation
- Mémoire Dimitric TUMBADocument68 pagesMémoire Dimitric TUMBADimitric TumbaPas encore d'évaluation
- Metallurgie Du Nickel PDFDocument34 pagesMetallurgie Du Nickel PDFryad ouhab100% (1)
- Cours Matière Valorisation Des Ressources Minières L2Document31 pagesCours Matière Valorisation Des Ressources Minières L2Emmanuel AssovounangPas encore d'évaluation
- Memoire V Simon Chimie Corrige - Docx..bakDocument75 pagesMemoire V Simon Chimie Corrige - Docx..bakSimon LongwaPas encore d'évaluation
- Projet MétallurgieDocument9 pagesProjet MétallurgieMayenge victoirePas encore d'évaluation
- Burteaux - Le Haut FourneauDocument29 pagesBurteaux - Le Haut FourneauBottosso100% (1)
- 1-Introduction:: 3-1-Procédé Par Hydrométallurgie: Procédé Actuellement Utilisé Par (Alzinc)Document4 pages1-Introduction:: 3-1-Procédé Par Hydrométallurgie: Procédé Actuellement Utilisé Par (Alzinc)Mahamat Nour Yaya AbakarPas encore d'évaluation
- La FlottationDocument3 pagesLa FlottationTaha Oukase75% (4)
- Lechantillonnage Des Minerais Theorie Et PratiqueDocument37 pagesLechantillonnage Des Minerais Theorie Et Pratiquejoseph leon100% (4)
- Optimisation Par La Méthode Des Surfaces Des Réponses Des Usines D'extraction Par Solvant Utilisant L'extractant Lix984NC de La Firme BASF.Document74 pagesOptimisation Par La Méthode Des Surfaces Des Réponses Des Usines D'extraction Par Solvant Utilisant L'extractant Lix984NC de La Firme BASF.daniels kabeya100% (1)
- Les Ceram RefractDocument21 pagesLes Ceram RefractAyoub L'voyPas encore d'évaluation
- Cours 10 PyrométallurgieDocument5 pagesCours 10 PyrométallurgieChihab ZerfaouiPas encore d'évaluation
- Projet Final Alain Kalunga SabuniDocument103 pagesProjet Final Alain Kalunga Sabunidaniels kabeya100% (1)
- Chimie Systématique Des PDFDocument35 pagesChimie Systématique Des PDFTaouil MohamedPas encore d'évaluation
- Landry TFC PDFDocument84 pagesLandry TFC PDFJoachim NdjibuPas encore d'évaluation
- Métallurgie Du Nickel: Par LaDocument29 pagesMétallurgie Du Nickel: Par Laimen mehriPas encore d'évaluation
- Série 2 (Correction)Document14 pagesSérie 2 (Correction)Fadwa Asri100% (1)
- Métallurgie Du Cobalt KziDocument48 pagesMétallurgie Du Cobalt KziLandry50% (2)
- TFE - SIMON LONGWA: Lixiviation D'un Minerai Mixte Cuprocobaltifer de La Mine de L'étoileDocument61 pagesTFE - SIMON LONGWA: Lixiviation D'un Minerai Mixte Cuprocobaltifer de La Mine de L'étoileSimon LongwaPas encore d'évaluation
- PPM (2017-2018) Présentation 7Document45 pagesPPM (2017-2018) Présentation 7xavier nkungwaPas encore d'évaluation
- Métallographie Et MicroscopeDocument20 pagesMétallographie Et MicroscopeRoth DanielPas encore d'évaluation
- 3série de TD N01 Corrigée MI EM 2020Document4 pages3série de TD N01 Corrigée MI EM 2020Tafath IKENE100% (2)
- Cours Métallurgie ExtractiveDocument61 pagesCours Métallurgie ExtractiveReda Sndl100% (1)
- Introduction IIDocument55 pagesIntroduction IIbob2341Pas encore d'évaluation
- Pyrometallurgie Du Cuivre (2) - 220408 - 061113Document32 pagesPyrometallurgie Du Cuivre (2) - 220408 - 061113Viboys MupoyaPas encore d'évaluation
- Exercices Corrigés Sur Le Grillage de La BlendeDocument3 pagesExercices Corrigés Sur Le Grillage de La BlendeCharles Walter100% (1)
- Statistique Descriptive UnivariéeDocument34 pagesStatistique Descriptive UnivariéeArmel HamidouPas encore d'évaluation
- Introduction A La MDSDocument29 pagesIntroduction A La MDSArmel HamidouPas encore d'évaluation
- News 22089 Geothermie AdemeDocument8 pagesNews 22089 Geothermie AdemeArmel HamidouPas encore d'évaluation
- Réclamation de NoteDocument1 pageRéclamation de NoteArmel Hamidou100% (2)
- MethodologiememoireDocument22 pagesMethodologiememoireArmel HamidouPas encore d'évaluation
- Uranium Et Ses Mésures D'atténuation-DéverrouilléDocument96 pagesUranium Et Ses Mésures D'atténuation-DéverrouilléArmel HamidouPas encore d'évaluation
- Hydrocarbures Non ConventionelsDocument203 pagesHydrocarbures Non ConventionelsArmel HamidouPas encore d'évaluation
- Processus Developpement Mineral-VFDocument1 pageProcessus Developpement Mineral-VFArmel HamidouPas encore d'évaluation
- Les Environnements SedimentairesDocument19 pagesLes Environnements SedimentairesArmel HamidouPas encore d'évaluation
- Cycle Combustible NucléaireDocument174 pagesCycle Combustible NucléaireArmel HamidouPas encore d'évaluation
- Manuel Du BoutefeuDocument57 pagesManuel Du BoutefeuArmel Hamidou100% (7)
- Reussir R.D.VDocument17 pagesReussir R.D.VArmel Hamidou100% (1)
- Entretien EmbaucheDocument6 pagesEntretien EmbaucheTijani MellalPas encore d'évaluation
- Comportement Dans Le Milieu ProfessionnelDocument1 pageComportement Dans Le Milieu ProfessionnelArmel HamidouPas encore d'évaluation
- Plan ComptableDocument3 pagesPlan ComptableArmel Hamidou100% (1)
- Flottation Et Separation MagnetiqueDocument22 pagesFlottation Et Separation MagnetiqueSAMUELPATHRAPas encore d'évaluation
- La Séparation Magnétique: Préparé ParDocument26 pagesLa Séparation Magnétique: Préparé Parفارس تريعة0% (1)
- Rapport - 1ere PartieDocument25 pagesRapport - 1ere PartieBen Saïd MohammedPas encore d'évaluation
- Presentation Usine IDocument14 pagesPresentation Usine IMohamed LemrabottPas encore d'évaluation
- Traitement Des MineraisDocument6 pagesTraitement Des MineraisArmel Hamidou0% (1)
- Cours Séparation Magnétique Et Électrostatique M1 VRMDocument28 pagesCours Séparation Magnétique Et Électrostatique M1 VRMTresor Brou0% (1)
- Cours Matière Valorisation Des Ressources Minières L2Document31 pagesCours Matière Valorisation Des Ressources Minières L2Emmanuel AssovounangPas encore d'évaluation
- TP ValorisationDocument4 pagesTP ValorisationSalem MonçefPas encore d'évaluation
- Separation Magnetique-J3221Document17 pagesSeparation Magnetique-J3221YemboaniThiombianoPas encore d'évaluation
- Techozyme 41 Purification Acides Nucleiques PDFDocument8 pagesTechozyme 41 Purification Acides Nucleiques PDFKarim OuzerourouPas encore d'évaluation
- PROCEDES DE SEPARATION (Enregistré Automatiquement)Document10 pagesPROCEDES DE SEPARATION (Enregistré Automatiquement)AliPas encore d'évaluation
- Methode MagnetiqueDocument15 pagesMethode MagnetiqueHalim SarriPas encore d'évaluation
- Session 7 s1 Mohamed El Moctar Ould Taleb SnimDocument35 pagesSession 7 s1 Mohamed El Moctar Ould Taleb SnimargiPas encore d'évaluation
- Les 3 TPDocument24 pagesLes 3 TPWilliam ويليام TMPas encore d'évaluation
- Projet Recyglass - Traitements en Vue D'une Valorisation en Four de Verrerie Du Groisil de Verre PlatDocument14 pagesProjet Recyglass - Traitements en Vue D'une Valorisation en Four de Verrerie Du Groisil de Verre PlatIslem SoukeurPas encore d'évaluation
- Séparation Magnetique BI Et HIDocument14 pagesSéparation Magnetique BI Et HIAmeur Horri100% (1)
- Traitement Des MineraisDocument26 pagesTraitement Des MineraisTanguy Doumbia100% (5)
- Force Mentale et Maîtrise de la Discipline: Renforcez votre Confiance en vous pour Débloquer votre Courage et votre Résilience ! (Comprend un Manuel Pratique en 10 Étapes et 15 Puissants Exercices)D'EverandForce Mentale et Maîtrise de la Discipline: Renforcez votre Confiance en vous pour Débloquer votre Courage et votre Résilience ! (Comprend un Manuel Pratique en 10 Étapes et 15 Puissants Exercices)Évaluation : 4.5 sur 5 étoiles4.5/5 (28)
- Améliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesD'EverandAméliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesÉvaluation : 5 sur 5 étoiles5/5 (2)
- Entretien clinique: Outils et techniques de diagnostic en santé mentaleD'EverandEntretien clinique: Outils et techniques de diagnostic en santé mentalePas encore d'évaluation
- Le livre de la mémoire libérée : Apprenez plus vite, retenez tout avec des techniques de mémorisation simples et puissantesD'EverandLe livre de la mémoire libérée : Apprenez plus vite, retenez tout avec des techniques de mémorisation simples et puissantesÉvaluation : 4 sur 5 étoiles4/5 (6)
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Géobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainD'EverandGéobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Coaching de vie: Manuel de bord pour coachs et coachésD'EverandCoaching de vie: Manuel de bord pour coachs et coachésPas encore d'évaluation
- Revue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteD'EverandRevue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteÉvaluation : 3 sur 5 étoiles3/5 (3)
- Hypnotisme et Magnétisme, Somnambulisme, Suggestion et Télépathie, Influence personnelle: Cours Pratique completD'EverandHypnotisme et Magnétisme, Somnambulisme, Suggestion et Télépathie, Influence personnelle: Cours Pratique completÉvaluation : 4.5 sur 5 étoiles4.5/5 (8)
- Harmonisation Energétique des Personnes: Manuel de Curothérapie 2020D'EverandHarmonisation Energétique des Personnes: Manuel de Curothérapie 2020Évaluation : 4 sur 5 étoiles4/5 (8)
- Le TDA/H chez l'adulte: Apprendre à vivre sereinement avec son trouble de l'attentionD'EverandLe TDA/H chez l'adulte: Apprendre à vivre sereinement avec son trouble de l'attentionPas encore d'évaluation
- Aimez-Vous en 12 Étapes Pratiques: Un Manuel pour Améliorer l'Estime de Soi, Prendre Conscience de sa Valeur, se Débarrasser du Doute et Trouver un Bonheur VéritableD'EverandAimez-Vous en 12 Étapes Pratiques: Un Manuel pour Améliorer l'Estime de Soi, Prendre Conscience de sa Valeur, se Débarrasser du Doute et Trouver un Bonheur VéritableÉvaluation : 5 sur 5 étoiles5/5 (4)
- 20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsD'Everand20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Affirmations positives : Perte de poids pour les femmesD'EverandAffirmations positives : Perte de poids pour les femmesPas encore d'évaluation
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- Les enfants difficiles (3-8 ans): Évaluation, développement et facteurs de risqueD'EverandLes enfants difficiles (3-8 ans): Évaluation, développement et facteurs de risquePas encore d'évaluation
- Production et propagation des sons: Les Grands Articles d'UniversalisD'EverandProduction et propagation des sons: Les Grands Articles d'UniversalisPas encore d'évaluation
- Anatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsD'EverandAnatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsPas encore d'évaluation
- Guide De Démarrage De L'Apiculture: Le Guide Complet Pour Élever Des AbeillesD'EverandGuide De Démarrage De L'Apiculture: Le Guide Complet Pour Élever Des AbeillesPas encore d'évaluation