Vous aimerez peut-être aussi
- Exercices Et Problemes Corriges de Thermodynamique ChimiqueDocument88 pagesExercices Et Problemes Corriges de Thermodynamique Chimiquehamidoun1285% (110)
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- Fabrication AcierDocument12 pagesFabrication AcierAnonymous IUfF7E67ir100% (2)
- Acier Inoxydable PDFDocument16 pagesAcier Inoxydable PDFr_racPas encore d'évaluation
- Les Metaux Et Leurs Alliages COURSDocument56 pagesLes Metaux Et Leurs Alliages COURSsamiahannachi100% (3)
- Examen+Correction Transfert de ChaleurDocument29 pagesExamen+Correction Transfert de ChaleurPianitch Mouou60% (25)
- Examen+Correction Transfert de ChaleurDocument29 pagesExamen+Correction Transfert de ChaleurPianitch Mouou60% (25)
- Formation Sur Les Aciers Leurs Soudabilité Et Aciers DuplexDocument5 pagesFormation Sur Les Aciers Leurs Soudabilité Et Aciers DuplexTarekNacerPas encore d'évaluation
- Les Traitements D'acierDocument28 pagesLes Traitements D'acierashairways100% (1)
- Classe Et Nuances Des AciersDocument24 pagesClasse Et Nuances Des AciersCedric NiamkéPas encore d'évaluation
- Fabrication Acier PDFDocument12 pagesFabrication Acier PDFGuillaume DentrellePas encore d'évaluation
- Pathologie Des Betons Armes - Corrosion DDocument6 pagesPathologie Des Betons Armes - Corrosion DothmanPas encore d'évaluation
- Types de Metaux Ferreux Et Leur CaracteristiquesDocument3 pagesTypes de Metaux Ferreux Et Leur CaracteristiquesRodrigue Aveling100% (1)
- Aciers Et Alliages SpéciauxDocument39 pagesAciers Et Alliages SpéciauxAmin Laroui100% (1)
- Cours Designation Des Materiaux Fiche 1 eDocument1 pageCours Designation Des Materiaux Fiche 1 ehanane hamidi100% (1)
- Connaissances MatériauxDocument83 pagesConnaissances MatériauxTest TestPas encore d'évaluation
- Cours Transfert de ChaleurDocument32 pagesCours Transfert de Chaleurslipknotmido1Pas encore d'évaluation
- Acier Annexes1 PDFDocument27 pagesAcier Annexes1 PDFRachid IpPas encore d'évaluation
- Master CHP 4 Corrosion 2021Document31 pagesMaster CHP 4 Corrosion 2021Abdelhakim BailalPas encore d'évaluation
- Quizz Déformations Et ContraintesDocument45 pagesQuizz Déformations Et Contraintesdanemsal50% (2)
- Diamants (Paris - 2001): Les Fiches Exposition d'UniversalisD'EverandDiamants (Paris - 2001): Les Fiches Exposition d'UniversalisPas encore d'évaluation
- 4 1 Corrosion Metaux Ferreux PDFDocument6 pages4 1 Corrosion Metaux Ferreux PDFToufikJalalEddinePas encore d'évaluation
- Le Cuivre Et Ses AlliagesDocument6 pagesLe Cuivre Et Ses AlliagesElfadil ElharrakPas encore d'évaluation
- Travaux Diriges de Well Test 2018 PDFDocument5 pagesTravaux Diriges de Well Test 2018 PDFABAS100% (1)
- Acier InoxydablesDocument15 pagesAcier InoxydablesKACI khaoulaPas encore d'évaluation
- Wa0011 PDFDocument6 pagesWa0011 PDFGoran Person DongmoPas encore d'évaluation
- CHAP II LES ACIERS (Récupération Automatique) - 010511Document7 pagesCHAP II LES ACIERS (Récupération Automatique) - 010511Claude BebeyPas encore d'évaluation
- Généralités Sur La CorrosionDocument19 pagesGénéralités Sur La CorrosionRidha Ben AbdelwahedPas encore d'évaluation
- SodapdfDocument11 pagesSodapdfAmine ElyousfiPas encore d'évaluation
- Materiaux 2Document4 pagesMateriaux 2Řãnîa SmidaPas encore d'évaluation
- Expose Sunny AciersDocument10 pagesExpose Sunny AciersNarcisse Jimmy BasseyPas encore d'évaluation
- Aciers en CimenterieDocument196 pagesAciers en Cimenterieleila sahsahPas encore d'évaluation
- Metaux Ferreux Et Non FerreuxDocument29 pagesMetaux Ferreux Et Non Ferreuxyoussouf ahmedbabaPas encore d'évaluation
- AcierDocument16 pagesAcierrobsonPas encore d'évaluation
- Acier - Wikipédia PDFDocument12 pagesAcier - Wikipédia PDFBaraa BaizidiPas encore d'évaluation
- Belhachemi Wahiba ExpoacierDocument21 pagesBelhachemi Wahiba Expoacierwahibablh40Pas encore d'évaluation
- Chapitre 3 - Aciers Et Fontes VFDocument26 pagesChapitre 3 - Aciers Et Fontes VFKoffi Pierre D. KoumassiPas encore d'évaluation
- Introduction À La Science Des Matériaux - Les Métaux Et Alliages Non Ferreux - WikiversitéDocument8 pagesIntroduction À La Science Des Matériaux - Les Métaux Et Alliages Non Ferreux - WikiversitéLaurent MorgePas encore d'évaluation
- CorrosionDocument6 pagesCorrosionValéry Epee EbonguePas encore d'évaluation
- InfluenceDocument2 pagesInfluenceعزالدين بوقعودPas encore d'évaluation
- 5 - AcierDocument21 pages5 - AcierIlyasse LgbtPas encore d'évaluation
- La CorrosionDocument12 pagesLa CorrosionDocteur SevenPas encore d'évaluation
- Métaux Ferreux Et Non Ferreux Blog de Coulée de MétalDocument1 pageMétaux Ferreux Et Non Ferreux Blog de Coulée de MétalAubert Pency BirindaPas encore d'évaluation
- Présentation Les MétauxDocument16 pagesPrésentation Les MétauxSamsouma BkPas encore d'évaluation
- CORROSION Protection PDFDocument17 pagesCORROSION Protection PDFMaxime Delbury100% (1)
- CorrosionDocument11 pagesCorrosionAsmae BENDAHMANEPas encore d'évaluation
- 4 MDC AcierDocument100 pages4 MDC AcierD ZabotaPas encore d'évaluation
- Chapitre 3.les Métaux FerreuxDocument15 pagesChapitre 3.les Métaux FerreuxOumeyma Hamlaui100% (1)
- AcierDocument12 pagesAcieroirtuePas encore d'évaluation
- Corrosion Des MétauxDocument7 pagesCorrosion Des MétauxMinàà Lyèèèn 1Pas encore d'évaluation
- Brochure Protection Contre OxydationDocument8 pagesBrochure Protection Contre OxydationMarc Ben YahudaPas encore d'évaluation
- Aciers InoxDocument13 pagesAciers InoxMohammed Amine KenedPas encore d'évaluation
- Protection Des Metaux Ferreux ProtectionDocument6 pagesProtection Des Metaux Ferreux ProtectiondbdntPas encore d'évaluation
- 4 1 Corrosion Metaux Ferreux PDFDocument6 pages4 1 Corrosion Metaux Ferreux PDFDiesePas encore d'évaluation
- CDM10 - Les Aciers Alliés - 1BADocument3 pagesCDM10 - Les Aciers Alliés - 1BAniconeusyPas encore d'évaluation
- Construction Métallique Ir KASAMBYADocument71 pagesConstruction Métallique Ir KASAMBYARENE LUMANGOPas encore d'évaluation
- Résultat DapprentissageDocument14 pagesRésultat DapprentissageScribdTranslationsPas encore d'évaluation
- Chap 3 MDC 2Document10 pagesChap 3 MDC 2BouchraMahmoudiPas encore d'évaluation
- PropriétésDocument22 pagesPropriétésAymen BahachePas encore d'évaluation
- Histoire de LDocument3 pagesHistoire de LWalid Ben AmirPas encore d'évaluation
- Les Familles de Materiaux: Hhj$dhfuedhfueDocument40 pagesLes Familles de Materiaux: Hhj$dhfuedhfueAb DouPas encore d'évaluation
- Les Métaux FerreuxDocument6 pagesLes Métaux Ferreuxilyass adamPas encore d'évaluation
- TSEI 1 Matériaux Et ComposantsDocument97 pagesTSEI 1 Matériaux Et Composantscheikhou oumar BaldePas encore d'évaluation
- CorrosionDocument4 pagesCorrosionst.24.irekti.212131078993Pas encore d'évaluation
- DR Aluminium Cuivre PDFDocument6 pagesDR Aluminium Cuivre PDFmaraghni_hassine7592Pas encore d'évaluation
- Presentation1 AutosavedDocument22 pagesPresentation1 AutosavednadiabelabidPas encore d'évaluation
- Les arts de l'ameublement. Les bronzes d'art et d'ameublementD'EverandLes arts de l'ameublement. Les bronzes d'art et d'ameublementPas encore d'évaluation
- JML PuitDocument13 pagesJML PuitTheophile IZEREPas encore d'évaluation
- FT Innogeo Diagraphie RanDocument2 pagesFT Innogeo Diagraphie RanTheophile IZEREPas encore d'évaluation
- Fiche UE Ecoulements MultiphasiquesDocument2 pagesFiche UE Ecoulements MultiphasiquesTheophile IZEREPas encore d'évaluation
- Equipe Caracterisation Des Reservoirs Geologiques ArticleDocument12 pagesEquipe Caracterisation Des Reservoirs Geologiques ArticleTheophile IZEREPas encore d'évaluation
- Corrosion AtmosphériqueDocument3 pagesCorrosion AtmosphériqueTheophile IZEREPas encore d'évaluation
- Kerger Archambeau 2010Document8 pagesKerger Archambeau 2010Theophile IZEREPas encore d'évaluation
- Feuilletage 505Document28 pagesFeuilletage 505Letoile SaraPas encore d'évaluation
- Ex Pratique 03 01Document11 pagesEx Pratique 03 01Sid AhmedPas encore d'évaluation
- Protection CathodiqueDocument3 pagesProtection CathodiqueTheophile IZEREPas encore d'évaluation
- GalvanisationDocument7 pagesGalvanisationTheophile IZEREPas encore d'évaluation
- Poutre ArmaturesDocument12 pagesPoutre Armaturesabdoul ndiayePas encore d'évaluation
- Docs Du Chapitre 1Document7 pagesDocs Du Chapitre 1Theophile IZEREPas encore d'évaluation
- FR LT Leaflet Oil & Gas Rev00Document6 pagesFR LT Leaflet Oil & Gas Rev00Theophile IZEREPas encore d'évaluation
- Économie PétrolièreDocument11 pagesÉconomie PétrolièreTheophile IZEREPas encore d'évaluation
- Cours EconomieDocument31 pagesCours EconomieTheophile IZEREPas encore d'évaluation
- Bilan 2019 Et Perspectives 2020 - M14Document15 pagesBilan 2019 Et Perspectives 2020 - M14Theophile IZEREPas encore d'évaluation
- Applications Des Membranes D'osmose Au Traitement de L'eau InverseDocument14 pagesApplications Des Membranes D'osmose Au Traitement de L'eau InverseTheophile IZEREPas encore d'évaluation
- Applications Des Membranes D'osmose Au Traitement de L'eau InverseDocument14 pagesApplications Des Membranes D'osmose Au Traitement de L'eau InverseTheophile IZEREPas encore d'évaluation
- Docs Du Chapitre 2Document8 pagesDocs Du Chapitre 2Theophile IZEREPas encore d'évaluation
- Production Fond (La) - Denis Perrin, Georges Gaillot - Google LivresDocument1 pageProduction Fond (La) - Denis Perrin, Georges Gaillot - Google LivresTheophile IZEREPas encore d'évaluation
- Water Treatment Injection in Oil Gas Production3Document5 pagesWater Treatment Injection in Oil Gas Production3Theophile IZEREPas encore d'évaluation
- FR LT Leaflet Oil & Gas Rev00Document6 pagesFR LT Leaflet Oil & Gas Rev00Theophile IZEREPas encore d'évaluation
- Corrosion AqueuseDocument13 pagesCorrosion AqueuseTheophile IZEREPas encore d'évaluation
- Fndae 14Document71 pagesFndae 14guiguimol100% (1)
- Formation - FPSPF FR ADocument3 pagesFormation - FPSPF FR ATheophile IZEREPas encore d'évaluation
- Fabrication MécaniqueDocument57 pagesFabrication Mécaniquekhalil labidiPas encore d'évaluation
- Fascicule 56 - Protection Des Ouvrages Métalliques Contre La Corrosion PDFDocument139 pagesFascicule 56 - Protection Des Ouvrages Métalliques Contre La Corrosion PDFAmine Mohamed Diaf100% (1)
- Les Métaux (Mode de Compatibilité)Document7 pagesLes Métaux (Mode de Compatibilité)MahmoudPas encore d'évaluation
- Soudage PlasmaDocument9 pagesSoudage PlasmaCheriet MohamedPas encore d'évaluation
- Rav2 50X50Document18 pagesRav2 50X50Badra Ali SanogoPas encore d'évaluation
- Texte Le CreusotDocument1 pageTexte Le CreusotElsa CoreePas encore d'évaluation
- Chap 23 Types D IndustriesDocument4 pagesChap 23 Types D IndustriesFabrice MELI100% (2)
- cp11 PDFDocument4 pagescp11 PDFLylle TepsPas encore d'évaluation
- Comment Couler Du Béton Sur Un Béton ExistantDocument1 pageComment Couler Du Béton Sur Un Béton Existantali bin sefuPas encore d'évaluation
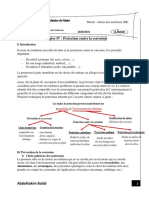
- CHAP 11 Oxydoréduction Par Voie SècheDocument3 pagesCHAP 11 Oxydoréduction Par Voie Sèchetoto TOTOROTO100% (1)
- 59 PDFsam UntitledDocument12 pages59 PDFsam UntitledhakimkorichiPas encore d'évaluation
- NF en 10020Document14 pagesNF en 10020HALINPas encore d'évaluation
- Classification Acier Et ÉquivalenceDocument15 pagesClassification Acier Et ÉquivalenceabderrahimnPas encore d'évaluation
- GalvanisationDocument7 pagesGalvanisationTheophile IZEREPas encore d'évaluation
- 01 Parametre Operatoire de SoudageDocument3 pages01 Parametre Operatoire de SoudageDamien MoukanzaPas encore d'évaluation
- Oussadane, Nassim 2Document98 pagesOussadane, Nassim 2Walid Ben AmirPas encore d'évaluation
- 3AC - Série 4Document5 pages3AC - Série 4nouna bentachPas encore d'évaluation
- ELFOULADHDocument25 pagesELFOULADHAouini IbtihelPas encore d'évaluation
- Annexe A5 - Evolution Des Caracteristiques Des Metaux Pour Construction Metallique Cle7c8366Document23 pagesAnnexe A5 - Evolution Des Caracteristiques Des Metaux Pour Construction Metallique Cle7c8366Wendwaoga OUERMIPas encore d'évaluation
- Metaux Non Fereux Final 12Document43 pagesMetaux Non Fereux Final 12jarenngouanyoPas encore d'évaluation
- TitaneDocument2 pagesTitaneOumi ElhPas encore d'évaluation
- Metallurgie Du CuivreDocument9 pagesMetallurgie Du Cuivrekobbiyoussef49Pas encore d'évaluation
- Ch2-Masselottage Tres ImportantDocument22 pagesCh2-Masselottage Tres ImportantEddehbiPas encore d'évaluation
- Formation FP Nouvelle Mouture003Document52 pagesFormation FP Nouvelle Mouture003Patrick FauvetPas encore d'évaluation
- Designation Des MetauxDocument1 pageDesignation Des MetauxAdje EKLOUPas encore d'évaluation
- 1 AluminiumDocument29 pages1 AluminiumsaidPas encore d'évaluation
- Tableau Des Métaux EN - JIS 5 Tableau Des Métaux JIS - EN 1: 2863-2864 - FR - V1.indd 2863-2864 08.06.2009 21:30:41 UhrDocument1 pageTableau Des Métaux EN - JIS 5 Tableau Des Métaux JIS - EN 1: 2863-2864 - FR - V1.indd 2863-2864 08.06.2009 21:30:41 UhrHicham FodilPas encore d'évaluation
- Procédés de Mise en Forme IndustrielDocument22 pagesProcédés de Mise en Forme Industrielsrhabouqi2016Pas encore d'évaluation