Vous aimerez peut-être aussi
- Pfe 4Document94 pagesPfe 4AHBIR100% (1)
- Les inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entrepriseD'EverandLes inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entreprisePas encore d'évaluation
- ISO 9001 Version 2015Document29 pagesISO 9001 Version 2015TunENSTAB100% (6)
- Mise en Place de La Norme Iso 9001 v2015Document73 pagesMise en Place de La Norme Iso 9001 v2015Porquet Tafin100% (14)
- Au Lean: QCD-ConsultingDocument111 pagesAu Lean: QCD-ConsultingFousseyni TRAOREPas encore d'évaluation
- IATF Version 2016Document31 pagesIATF Version 2016Nejm Iddin0% (1)
- Le Livre Du Salut GoétiqueDocument61 pagesLe Livre Du Salut Goétiquemonczka patrick100% (1)
- La Méthode SCORE: Mesurer et améliorer les performances opérationnellesD'EverandLa Méthode SCORE: Mesurer et améliorer les performances opérationnellesPas encore d'évaluation
- Amélioration Du Processus de Production de La Ligne PMS1Document104 pagesAmélioration Du Processus de Production de La Ligne PMS1MaryOuma JaouhariPas encore d'évaluation
- Suppliers QRQC Pdca Fta FR Vsds VTDocument78 pagesSuppliers QRQC Pdca Fta FR Vsds VTLamjed Whibi100% (9)
- Montres À QuartzDocument60 pagesMontres À QuartzMikeNovember100% (1)
- Wittfogel Le Despotisme OrientalDocument712 pagesWittfogel Le Despotisme Orientalzaadig100% (1)
- Mieux Gérer La Maintenance Par La Mise en Place de La TPMDocument160 pagesMieux Gérer La Maintenance Par La Mise en Place de La TPMyoucef88Pas encore d'évaluation
- 2017.05.04 - IATF Event - Présentation IATF Par Olivier SOULIEDocument29 pages2017.05.04 - IATF Event - Présentation IATF Par Olivier SOULIEAchraf adenasPas encore d'évaluation
- Manuel Qualite MPLDocument10 pagesManuel Qualite MPLmostafaestcPas encore d'évaluation
- ISO9001 Version 2015 PDFDocument70 pagesISO9001 Version 2015 PDFAbderrahmenPas encore d'évaluation
- Présentation TPM PDFDocument134 pagesPrésentation TPM PDFabir100% (1)
- Adel Hattab RQDocument1 pageAdel Hattab RQflyinzeskyPas encore d'évaluation
- La Correction Des Exercices Pour La Révision Sur Le Target CostingDocument6 pagesLa Correction Des Exercices Pour La Révision Sur Le Target CostingFàþîmà Ôuàrhiim100% (1)
- Grille Competences Qualite c327 c328Document8 pagesGrille Competences Qualite c327 c328Nazira KalimatPas encore d'évaluation
- Comment Suivre Un Nouveau ConvertiDocument15 pagesComment Suivre Un Nouveau Convertiben tshikendaPas encore d'évaluation
- MMQDocument19 pagesMMQChancys MbembaPas encore d'évaluation
- CV W..ZGHONDI Responsable Des Opérations & Amélioration-ContinueDocument1 pageCV W..ZGHONDI Responsable Des Opérations & Amélioration-ContinueZGHONDIPas encore d'évaluation
- CV W.zghoNDI Responsable Qualité QHSE & Amélioration ContinueDocument1 pageCV W.zghoNDI Responsable Qualité QHSE & Amélioration ContinueZGHONDIPas encore d'évaluation
- Présentation Yassine Et DorsafDocument22 pagesPrésentation Yassine Et DorsafWajdi DjoPas encore d'évaluation
- Ref 2 PDFDocument91 pagesRef 2 PDFNégociateur MvouPas encore d'évaluation
- Webinar 1 CMMI V2.0 Presentation GeneraleDocument23 pagesWebinar 1 CMMI V2.0 Presentation Generalelaurent dislairePas encore d'évaluation
- Mémoire Du MasterDocument1 pageMémoire Du MasterRiyad BENZIANPas encore d'évaluation
- 0525 - Cours de Formation ProductiviteDocument36 pages0525 - Cours de Formation ProductiviteGabrielle CasanovaPas encore d'évaluation
- Article TPM Revue Technologie CNDPDocument8 pagesArticle TPM Revue Technologie CNDPjailtonpierrePas encore d'évaluation
- Programme Outils Qualité IndustrieDocument3 pagesProgramme Outils Qualité Industrietraining Qhsee100% (1)
- 16 0020brochure EFQMDocument2 pages16 0020brochure EFQMAdele ZehPas encore d'évaluation
- Fiche Maintenance Productive TotaleDocument2 pagesFiche Maintenance Productive TotalehaythemPas encore d'évaluation
- CV-Issam ZairiDocument7 pagesCV-Issam ZairiSafa MtirPas encore d'évaluation
- Manuel Qualite MPLDocument10 pagesManuel Qualite MPLboubkaPas encore d'évaluation
- Cv younes janatiDocument2 pagesCv younes janatiUnes Janati IdrissiPas encore d'évaluation
- TPM - Mastere 2020 Partie-3 Developpement-Et-Perennisation EtudiantsDocument18 pagesTPM - Mastere 2020 Partie-3 Developpement-Et-Perennisation EtudiantsAmor ELHAJAHMEDPas encore d'évaluation
- Sysntese Iso 9001 2015Document6 pagesSysntese Iso 9001 2015Berdjane nassimaPas encore d'évaluation
- QualiteDocument17 pagesQualitesourajiPas encore d'évaluation
- power_point final 25Document27 pagespower_point final 25Stephane KiagePas encore d'évaluation
- Amelioration Des Indicateurs D - Chaymae FIKRI - 4158Document95 pagesAmelioration Des Indicateurs D - Chaymae FIKRI - 4158AFAFPas encore d'évaluation
- Webinaire 20180316 COMMENT ALIGNER STRATE - GIE ET MANAGEMENT QUALITE - ET HSEDocument29 pagesWebinaire 20180316 COMMENT ALIGNER STRATE - GIE ET MANAGEMENT QUALITE - ET HSEBouzayen HaythamPas encore d'évaluation
- LE PQCDSM & Le PDCADocument22 pagesLE PQCDSM & Le PDCAEmmanuel ZanguePas encore d'évaluation
- PQBE16 S31 PPDocument31 pagesPQBE16 S31 PPmilevPas encore d'évaluation
- Rapport Du StageDocument33 pagesRapport Du StageIbtì Ssëm LimemPas encore d'évaluation
- Le Management IndustrielDocument10 pagesLe Management IndustrielDanke Mein GottPas encore d'évaluation
- Syntec GuideRSE 030119 04-1Document39 pagesSyntec GuideRSE 030119 04-1Frederic DurutPas encore d'évaluation
- Guide de Gestion de Projet Automobile Janvier 2011Document33 pagesGuide de Gestion de Projet Automobile Janvier 2011gurpreets76Pas encore d'évaluation
- TPM Version FianalDocument26 pagesTPM Version FianalAsraoui ZakariaPas encore d'évaluation
- Cahier de Charge PFEDocument13 pagesCahier de Charge PFEChaimaa El AouaniPas encore d'évaluation
- 2018 09 Qpoap Cahiers Qualite Utc Vol 3 Extrait Article p089 097 CompressedDocument10 pages2018 09 Qpoap Cahiers Qualite Utc Vol 3 Extrait Article p089 097 CompressedSahar SrairiPas encore d'évaluation
- Formation Sur Les Tableaux de Bord ProspectifsDocument23 pagesFormation Sur Les Tableaux de Bord ProspectifsKacimi SoufyanePas encore d'évaluation
- 6 Formations Management Du Sysyteme D'information.Document7 pages6 Formations Management Du Sysyteme D'information.SAAD MoncefPas encore d'évaluation
- 3D Patrick IribarneDocument46 pages3D Patrick IribarneNabil Souissi100% (1)
- PQBE16V16S31pp PDFDocument31 pagesPQBE16V16S31pp PDFvista10Pas encore d'évaluation
- (MFE ENCG) Audit de Suivi Comme Pilier de La Performance IndustrielleDocument92 pages(MFE ENCG) Audit de Suivi Comme Pilier de La Performance IndustrielleMarouane ZPas encore d'évaluation
- Gestion AdministrativeDocument1 pageGestion AdministrativeSafaa ElgheaibPas encore d'évaluation
- Rapport Nestlé Audit de SuiviDocument92 pagesRapport Nestlé Audit de SuiviIliàss BouQanziàPas encore d'évaluation
- S.M.I Méthodologie 01Document34 pagesS.M.I Méthodologie 01Salvador Fayssal100% (1)
- Memoire Rawia 1Document29 pagesMemoire Rawia 1Manel GharbiPas encore d'évaluation
- Projet MRPG 2021Document14 pagesProjet MRPG 2021Najm HbibiPas encore d'évaluation
- Présentation QUALITY - FSESJ - M1 LOG - 190522Document7 pagesPrésentation QUALITY - FSESJ - M1 LOG - 190522Chaimaa LāPas encore d'évaluation
- Le CV-Essami SihamDocument1 pageLe CV-Essami SihamAmine DiabyPas encore d'évaluation
- Rapport de StageDocument14 pagesRapport de StageBaha Eddine DerouichPas encore d'évaluation
- Fiche - Sécurité PliageDocument2 pagesFiche - Sécurité PliageGhada MouedhenPas encore d'évaluation
- I - Presentation: Les Controles Non Destructifs (CND) : 11 - DéfinitionDocument6 pagesI - Presentation: Les Controles Non Destructifs (CND) : 11 - DéfinitiontonelliPas encore d'évaluation
- 119 - TPMDocument10 pages119 - TPMtonelliPas encore d'évaluation
- 121 - Ratios Et Efficacité de La Maintenance PDFDocument5 pages121 - Ratios Et Efficacité de La Maintenance PDFOumay Ma100% (1)
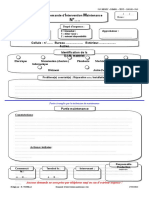
- Emande D' Ntervention Aintenance: 0: 1: 2: Degré D'urgence: . Demandeur: ApprobateurDocument1 pageEmande D' Ntervention Aintenance: 0: 1: 2: Degré D'urgence: . Demandeur: ApprobateurtonelliPas encore d'évaluation
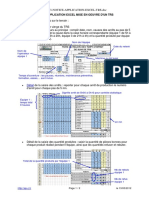
- Notice Application Excel Dun TrsDocument2 pagesNotice Application Excel Dun TrstonelliPas encore d'évaluation
- Suivi en Temps Reel de La Gestion Avec Des Tableaux de Bord Mensuels Dans Les PmeDocument24 pagesSuivi en Temps Reel de La Gestion Avec Des Tableaux de Bord Mensuels Dans Les PmetonelliPas encore d'évaluation
- 2 Asepsie Et AntisepsieDocument10 pages2 Asepsie Et AntisepsieChristian NgalaPas encore d'évaluation
- Droit Des Sociétés 1Document152 pagesDroit Des Sociétés 1David GNAGOPas encore d'évaluation
- Thèse À ImprimerDocument154 pagesThèse À ImprimerEL Hassania EL HERRADIPas encore d'évaluation
- Norman Robert Foster PDFDocument14 pagesNorman Robert Foster PDFEya MethlouthiPas encore d'évaluation
- Chapitre 9 Les Édifices Chimiques CondensésDocument4 pagesChapitre 9 Les Édifices Chimiques Condensésjean06Pas encore d'évaluation
- CV HoudaDocument1 pageCV HoudamessaoudiPas encore d'évaluation
- Merise 1 Csi Ida1Document65 pagesMerise 1 Csi Ida1maurian seuPas encore d'évaluation
- Lanista RPGDocument32 pagesLanista RPGWanda Von DunajevvPas encore d'évaluation
- Centrale Tsi2019pc2e 1Document6 pagesCentrale Tsi2019pc2e 1سامي لمرابط Sami MrabetPas encore d'évaluation
- Cours de Biophysique Eqiulibre de Donnan Phénomènes de SurfaceDocument5 pagesCours de Biophysique Eqiulibre de Donnan Phénomènes de SurfaceSmail AazzaPas encore d'évaluation
- Taxes D'effet Équivalant À Des Droits de Douane 2006Document15 pagesTaxes D'effet Équivalant À Des Droits de Douane 2006berniverPas encore d'évaluation
- CV Sahbani Taher FraDocument3 pagesCV Sahbani Taher FrataherPas encore d'évaluation
- Catalogue Picasso CafeDocument26 pagesCatalogue Picasso CafeAbderrahmane EssaouriPas encore d'évaluation
- Partie2 - Java - Bases de ProgrammationDocument49 pagesPartie2 - Java - Bases de ProgrammationimaneshfaraPas encore d'évaluation
- Négociation CommercialeDocument7 pagesNégociation Commercialeoussama ouhababPas encore d'évaluation
- Questionnaire D'enqueteDocument2 pagesQuestionnaire D'enqueteCarion Gaïus Mahuto DOSSAPas encore d'évaluation
- Lettre de MotivationDocument2 pagesLettre de MotivationGabriel ValtchevPas encore d'évaluation
- موضوع اختبار الفصل الثالث -اللغة الفرنسية -الأولى ثانوي آداب وفلسفة-2Document2 pagesموضوع اختبار الفصل الثالث -اللغة الفرنسية -الأولى ثانوي آداب وفلسفة-2azoug.karim01Pas encore d'évaluation
- CV Julia Szanka FRDocument1 pageCV Julia Szanka FRJulija SankaPas encore d'évaluation
- Droit de La Responsabilité Civile S3 - PR AQABLI - 1Document24 pagesDroit de La Responsabilité Civile S3 - PR AQABLI - 1mellouki.ayoubPas encore d'évaluation
- NF EN 450-1 - Octobre 2005 PDFDocument33 pagesNF EN 450-1 - Octobre 2005 PDFKevin CodjoviPas encore d'évaluation
- Notice de Montage Et D EntretienDocument44 pagesNotice de Montage Et D EntretienFarid ChekaliPas encore d'évaluation
- 5.3 Correction Des Systèmes AsservisDocument21 pages5.3 Correction Des Systèmes AsservisKeubeng CriyosPas encore d'évaluation
- CV Anouari - FluidesDocument2 pagesCV Anouari - FluidesAbdou AbdouuPas encore d'évaluation
- Gabion ÉlectrosoudésDocument1 pageGabion ÉlectrosoudésLouis JacquesPas encore d'évaluation
- Chapitre II PRINCIPAUX CONSTITUANTS DE MA TIEREDocument15 pagesChapitre II PRINCIPAUX CONSTITUANTS DE MA TIEREAllal RedPas encore d'évaluation