Vous aimerez peut-être aussi
- Les CompresseursDocument87 pagesLes CompresseursMohamed Rjeb100% (2)
- Réparation Et Renovation Des Structures MetalliquesDocument198 pagesRéparation Et Renovation Des Structures Metalliquesmehdi100% (1)
- EXP MN SE040 FR R0 Plans Et SchemasDocument187 pagesEXP MN SE040 FR R0 Plans Et Schemasالجموعي أبو خولة50% (2)
- Etude D'un Reservoir Sureleve (Chateau D'eau)Document188 pagesEtude D'un Reservoir Sureleve (Chateau D'eau)Mayard MosesPas encore d'évaluation
- Les ChaudièresDocument52 pagesLes ChaudièresCha Rly100% (1)
- Cours Fabricaion Mécanique 1Document94 pagesCours Fabricaion Mécanique 1Wail JpPas encore d'évaluation
- Defauts Des SouduresDocument11 pagesDefauts Des SouduresSidahmed DahiPas encore d'évaluation
- Cours BA Adams 253 PDFDocument58 pagesCours BA Adams 253 PDFvieu2100% (1)
- Matériaux Pour Outils de CoupeDocument49 pagesMatériaux Pour Outils de CoupeMOHAMEDPas encore d'évaluation
- Laminage Des Demi-Produits Et ÉbauchesDocument19 pagesLaminage Des Demi-Produits Et ÉbauchesMOHAMEDPas encore d'évaluation
- Cours de Technologie de Construction Mécanique (Réparé)Document112 pagesCours de Technologie de Construction Mécanique (Réparé)jeddab93% (15)
- Rapport Stage D'alternance: Conception Moule - Iset SousseDocument55 pagesRapport Stage D'alternance: Conception Moule - Iset SousseHafsia Kh (Hafsia's Art)100% (1)
- Rapport Auchan PDFDocument27 pagesRapport Auchan PDFDiraf IhebarPas encore d'évaluation
- Annexe 4 - Règles Th-Bat 2020 - Données D'entrée Calcul de La Performance ÉnergétiqueDocument322 pagesAnnexe 4 - Règles Th-Bat 2020 - Données D'entrée Calcul de La Performance ÉnergétiqueMAPas encore d'évaluation
- Guide Faux PlafondsDocument40 pagesGuide Faux PlafondsIlyas AmraouiPas encore d'évaluation
- Techniques de FabricationsDocument84 pagesTechniques de FabricationsAbdelkaderDjebliPas encore d'évaluation
- Differents Procedes de SoudageDocument62 pagesDifferents Procedes de Soudageapi34100% (1)
- Traitements Thermiques Superficiels Des AciersDocument28 pagesTraitements Thermiques Superficiels Des AciersImane Khammouri100% (2)
- Fusion de La Fonte Au Cubilot: TechnologieDocument31 pagesFusion de La Fonte Au Cubilot: Technologieimen mehri100% (1)
- Rapport Fini Helmi 0Document137 pagesRapport Fini Helmi 0oussema ouledhmedPas encore d'évaluation
- Memoire Construction MetaliqueDocument54 pagesMemoire Construction MetaliqueHamou Melloul0% (1)
- Ecabosseuse de Cacao - Part - OneDocument58 pagesEcabosseuse de Cacao - Part - Onewatsop100% (1)
- Cours de Fabrication Mecanique (Réparé)Document54 pagesCours de Fabrication Mecanique (Réparé)Sofiane MezematePas encore d'évaluation
- Original PDFDocument83 pagesOriginal PDFAchref BenyoussefPas encore d'évaluation
- Soudage TIGDocument79 pagesSoudage TIGyo67% (3)
- PImossiDocument41 pagesPImossiSouley Soumana MossiPas encore d'évaluation
- PDF Le Flambement Et Le Deversement Des Pieces Metalliquespdf CompressDocument46 pagesPDF Le Flambement Et Le Deversement Des Pieces Metalliquespdf Compresssomaya ehPas encore d'évaluation
- 2usinage Grande VitesseDocument9 pages2usinage Grande VitesseLarbi Elbakkali50% (2)
- Cours PMDF 2aDocument59 pagesCours PMDF 2aChiheb MrabetPas encore d'évaluation
- UGV ModelisationDocument96 pagesUGV ModelisationBouallegue MounirPas encore d'évaluation
- Soudage Tech InstallDocument24 pagesSoudage Tech InstallwatsopPas encore d'évaluation
- Sam 240Document98 pagesSam 240harounyosfi1234Pas encore d'évaluation
- La Suralimentation Des MoteursDocument57 pagesLa Suralimentation Des Moteursguerdouh chirazPas encore d'évaluation
- DYNAJET 1529034 800sh Wireless 1907 F1Document182 pagesDYNAJET 1529034 800sh Wireless 1907 F1Madgid GhilaniPas encore d'évaluation
- Projet ElectrothermieDocument40 pagesProjet ElectrothermiemohamedPas encore d'évaluation
- Cours Representation Du Produit IndustrielDocument55 pagesCours Representation Du Produit Industrielayoubizwika.75Pas encore d'évaluation
- SommaireDocument74 pagesSommaireTaha Talbi0% (1)
- Rapport CMDocument48 pagesRapport CMHassen BENSALEMPas encore d'évaluation
- Ibssmfra 14 Asm 340Document100 pagesIbssmfra 14 Asm 340bassem.khamassi22Pas encore d'évaluation
- (00A) Manual - 0321494 - Total - FR - Trémie TröDocument155 pages(00A) Manual - 0321494 - Total - FR - Trémie Tröj.benoist.minestechPas encore d'évaluation
- Rapport de Stage OuvrierDocument34 pagesRapport de Stage OuvriermedazizsamoudPas encore d'évaluation
- Chérifi, Amar Houari, DjamelDocument41 pagesChérifi, Amar Houari, DjamelKouam kamguaingPas encore d'évaluation
- Rapport de Zahir PDFDocument36 pagesRapport de Zahir PDFabderrazak zahirPas encore d'évaluation
- Belmaati - EssadikDocument124 pagesBelmaati - EssadikGabryel FotsoPas encore d'évaluation
- RapportDocument162 pagesRapportsomaya elPas encore d'évaluation
- PDF CintreuseDocument67 pagesPDF CintreuseHichem Arfaoui100% (1)
- RAPPORT DE STAGE ADAYE FinaliséDocument51 pagesRAPPORT DE STAGE ADAYE Finalisédiephor phorel hamanaPas encore d'évaluation
- Memoire Mouldi & SamiDocument62 pagesMemoire Mouldi & SamiGhassen BachaPas encore d'évaluation
- Projet D'integration 10 RenewDocument35 pagesProjet D'integration 10 Renewarthurngassa029Pas encore d'évaluation
- ThermoDocument51 pagesThermoHamidou GamboPas encore d'évaluation
- Cours Technologie de Fabrication 1MEQDocument51 pagesCours Technologie de Fabrication 1MEQIheb KahouachPas encore d'évaluation
- Travail Mécanique Du Bois 2e Partie - FFCDocument66 pagesTravail Mécanique Du Bois 2e Partie - FFCCamelia SmahanPas encore d'évaluation
- Tfe Tshinyam Tetek Merveil Derniere VersionDocument90 pagesTfe Tshinyam Tetek Merveil Derniere VersionMerveil Tshinyam getPas encore d'évaluation
- Brault1 PDFDocument29 pagesBrault1 PDFCÖPA SODAZINDJIPas encore d'évaluation
- Memoire Construction Metalique-ConvertiDocument63 pagesMemoire Construction Metalique-ConvertiHama SlimPas encore d'évaluation
- Tfe Tshinyam Tetek Merveil FinalDocument87 pagesTfe Tshinyam Tetek Merveil FinalMerveil Tshinyam getPas encore d'évaluation
- 83265504Document128 pages83265504Azzeddine LabrichiPas encore d'évaluation
- LENOIR Marie - Annexes - PFE PDFDocument97 pagesLENOIR Marie - Annexes - PFE PDFParc ElyesPas encore d'évaluation
- Doctorat en Sciences: Effet Du Soudage Par TIG Sur L'aluminium Industriel 1050ADocument154 pagesDoctorat en Sciences: Effet Du Soudage Par TIG Sur L'aluminium Industriel 1050AMenad SalahPas encore d'évaluation
- Po Le de Masse OXA-LIBRE SUPPORT DE CONSTRUCTION 03-2023Document67 pagesPo Le de Masse OXA-LIBRE SUPPORT DE CONSTRUCTION 03-2023Votre Agence numériquePas encore d'évaluation
- Conventions collectives et changements environnementauxD'EverandConventions collectives et changements environnementauxPas encore d'évaluation
- Cours2 Turbomachine 2006Document22 pagesCours2 Turbomachine 2006gaterPas encore d'évaluation
- Concentrateur Cylindro-Parabolique Avec Un SuiveurDocument8 pagesConcentrateur Cylindro-Parabolique Avec Un Suiveurgazali belhajPas encore d'évaluation
- Compte Rendu 01 ReseauDocument5 pagesCompte Rendu 01 ReseauAhmed AdjebPas encore d'évaluation
- FCSD-MEC-PRN-001-19 - Interval Overview - UK - ALL Vehicles - 21062019 - French PDFDocument5 pagesFCSD-MEC-PRN-001-19 - Interval Overview - UK - ALL Vehicles - 21062019 - French PDFApollos_80Pas encore d'évaluation
- Polymag N 1Document77 pagesPolymag N 1DNaddouchPas encore d'évaluation
- Aperçu Sur Les Diagraphies Différées PDFDocument21 pagesAperçu Sur Les Diagraphies Différées PDFMehdi SelmanePas encore d'évaluation
- Guide AFIAP TuyauterieDocument1 pageGuide AFIAP TuyauterieYanick Donat MagninPas encore d'évaluation
- Local Media8502810670528155722Document2 pagesLocal Media8502810670528155722Tsiory RandriaPas encore d'évaluation
- Cours 14Document6 pagesCours 14mohamed nasrilarbiPas encore d'évaluation
- Symboles FRDocument8 pagesSymboles FRMiguel TchoffoPas encore d'évaluation
- Exutoire MarocDocument4 pagesExutoire MarocOuardi SaraPas encore d'évaluation
- Manège Bully Oso - DOSSIER TECHNIQUEDocument9 pagesManège Bully Oso - DOSSIER TECHNIQUENathan TouchaisPas encore d'évaluation
- Mode D Emploi Ecocompact VSC 246Document21 pagesMode D Emploi Ecocompact VSC 246chrispau64Pas encore d'évaluation
- Electronique de Puissance I UK19 3Document73 pagesElectronique de Puissance I UK19 3Elmondo KkffPas encore d'évaluation
- Adaptation de L Agriculture Au Changement Climatique Quelles Echelles Territoriales D Action Et de PlanificationDocument72 pagesAdaptation de L Agriculture Au Changement Climatique Quelles Echelles Territoriales D Action Et de PlanificationOusmana SowPas encore d'évaluation
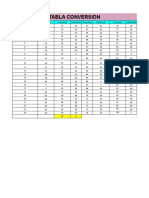
- Tabla Conversion 2022Document1 pageTabla Conversion 2022Dafne RiquelmePas encore d'évaluation
- Facteur de PuissanceDocument4 pagesFacteur de PuissanceAkrem KASSISPas encore d'évaluation
- Chap1 Rappel ElectrocinetiqueDocument10 pagesChap1 Rappel Electrocinetiquemohssin_aoutoulPas encore d'évaluation
- Exercice TensiofluxDocument1 pageExercice TensiofluxelitePas encore d'évaluation
- ChromatoDocument23 pagesChromatoYahia KhababaPas encore d'évaluation
- Tarifs SV Ventilo ConvecteursDocument10 pagesTarifs SV Ventilo ConvecteursLefermier100% (1)
- Cours - Physique Radioactivité Radioactivité - Bac Sciences Exp (2013-2014) MR Fathi Affi Ben Med PDFDocument4 pagesCours - Physique Radioactivité Radioactivité - Bac Sciences Exp (2013-2014) MR Fathi Affi Ben Med PDFDon SalhiPas encore d'évaluation
- Alternateur TriphaseDocument6 pagesAlternateur TriphaseBabacar TounkaraPas encore d'évaluation
- 2006 Vafaei Alamdari MDocument219 pages2006 Vafaei Alamdari MRihab khPas encore d'évaluation
- Energie MecaniqueDocument3 pagesEnergie MecaniqueSYLVAIN KOUADIOPas encore d'évaluation