Vous aimerez peut-être aussi
- Chapitre 1 OOPDocument7 pagesChapitre 1 OOPJallouli Mohamed oussemaPas encore d'évaluation
- Cours 01. GénéralitésDocument8 pagesCours 01. GénéralitésOumar TraoréPas encore d'évaluation
- Cours Production Et Productique NewDocument43 pagesCours Production Et Productique NewDany Armand100% (1)
- Chapitre1GP PDFDocument6 pagesChapitre1GP PDFBadr EdouhabiPas encore d'évaluation
- Brevet de Technicien Supérieur (BTS) Gestion Logistique Et Transport (GLT)Document43 pagesBrevet de Technicien Supérieur (BTS) Gestion Logistique Et Transport (GLT)Dany ArmandPas encore d'évaluation
- M16-1 Gestion Production Approvisionnements TSGE-AGC-TSGE PDFDocument68 pagesM16-1 Gestion Production Approvisionnements TSGE-AGC-TSGE PDFMohamed Ghyat90% (21)
- Gestion Production License PDFDocument36 pagesGestion Production License PDFousmanePas encore d'évaluation
- Jour 1 Metodes Et Outils de Gestion de La Production MI2 Mai 2023Document7 pagesJour 1 Metodes Et Outils de Gestion de La Production MI2 Mai 2023Gani MaigaPas encore d'évaluation
- Chap1 IntroductionDocument3 pagesChap1 IntroductionAhmed YacoubPas encore d'évaluation
- Cours EE4Document30 pagesCours EE4saamPas encore d'évaluation
- Chapitre 3Document20 pagesChapitre 3Moussa Amadou AlmoustaphaPas encore d'évaluation
- Questions - Reponses - GIDocument43 pagesQuestions - Reponses - GIFarah DridiPas encore d'évaluation
- Cours EE4Document31 pagesCours EE4Adil BentalebPas encore d'évaluation
- Prosit Aller Gestion de Production-1Document15 pagesProsit Aller Gestion de Production-1bfabderahmanPas encore d'évaluation
- Généralité Sur La Gestion de ProductionDocument21 pagesGénéralité Sur La Gestion de ProductionKhalid AhyeoudPas encore d'évaluation
- Contrôle InterneDocument12 pagesContrôle InterneOumaïma El AbidiPas encore d'évaluation
- Valo Stockage Collectif Fiche Methode FinalDocument2 pagesValo Stockage Collectif Fiche Methode FinalYatie Mamadou DAYOPas encore d'évaluation
- Introduction GOPDocument43 pagesIntroduction GOPYassine Ammari100% (1)
- Mad Master GefinDocument67 pagesMad Master GefinMUHINDO NZALAMINGIPas encore d'évaluation
- Typologie Des Systèmes de ProductionDocument14 pagesTypologie Des Systèmes de ProductionfatmamnafegPas encore d'évaluation
- Chapitre 6 - Management StratégiqueDocument21 pagesChapitre 6 - Management StratégiquegabboudehPas encore d'évaluation
- Gestion de La Production Et Des ApprovisionnementDocument119 pagesGestion de La Production Et Des ApprovisionnementSoufiane CherifPas encore d'évaluation
- Chap 1Document30 pagesChap 1radhoinezerellyPas encore d'évaluation
- Gestion de La ProductionDocument177 pagesGestion de La ProductionOuissale Wiss100% (2)
- Partie 1Document35 pagesPartie 1mariemattia84Pas encore d'évaluation
- Gestion - de - Production - Et - Cartographie - Des - Processus 1 S5Document34 pagesGestion - de - Production - Et - Cartographie - Des - Processus 1 S5Arije Jaafari100% (1)
- Doctorat Logistique Pages 21Document1 pageDoctorat Logistique Pages 21Fouad guennouniPas encore d'évaluation
- QCM 17022022Document7 pagesQCM 17022022nazaPas encore d'évaluation
- Cours Economie D'entreprise L'entreprise Centre de DécisionsDocument28 pagesCours Economie D'entreprise L'entreprise Centre de Décisionse_hasna1987Pas encore d'évaluation
- Cours ISO 9001 Version 2015 Partie 1Document45 pagesCours ISO 9001 Version 2015 Partie 1smailPas encore d'évaluation
- Management Et Pilotage Par Les ProcessusDocument4 pagesManagement Et Pilotage Par Les ProcessusjulesmailletlecoinPas encore d'évaluation
- T11 - Guide - Plan de ManagementDocument17 pagesT11 - Guide - Plan de ManagementAITPas encore d'évaluation
- MSI SecondePartie EnjeuxProjetDeSI VFDocument28 pagesMSI SecondePartie EnjeuxProjetDeSI VFassimil03Pas encore d'évaluation
- Type Des Flux.Document50 pagesType Des Flux.Brahim GrnPas encore d'évaluation
- Fascicule-Gestion de Production-Dr. ASSEY MBANGDocument54 pagesFascicule-Gestion de Production-Dr. ASSEY MBANGNdingaRodriguePas encore d'évaluation
- TP02 GMAO (Enregistrement Automatique)Document15 pagesTP02 GMAO (Enregistrement Automatique)Walid FoudadPas encore d'évaluation
- LEAN FiDocument38 pagesLEAN Fibriki samahPas encore d'évaluation
- Gestion de Production3Document40 pagesGestion de Production3soumaya bsdPas encore d'évaluation
- Organisation de Systeme Du ProductionDocument17 pagesOrganisation de Systeme Du Productionesloch ettounsiPas encore d'évaluation
- Cours de Management Strategique Des Organisations Du Numerique PDFDocument23 pagesCours de Management Strategique Des Organisations Du Numerique PDFFrancine Kpwang KpwangPas encore d'évaluation
- De La Logique Entrepreneuriale À La Logique ManagérialeDocument17 pagesDe La Logique Entrepreneuriale À La Logique ManagérialedelzennePas encore d'évaluation
- Module Master LucasDocument40 pagesModule Master LucasMoussa DiombanaPas encore d'évaluation
- Les Fonctions de L'entrepriseDocument16 pagesLes Fonctions de L'entrepriseHind AmhaouchPas encore d'évaluation
- Cours Magistral de La Gestion Scientifique de La Production Et La Logistique Et L'ordonnancementDocument46 pagesCours Magistral de La Gestion Scientifique de La Production Et La Logistique Et L'ordonnancementpys7jwp4djPas encore d'évaluation
- GESTION DE PRODUCTION - CopieDocument25 pagesGESTION DE PRODUCTION - CopieFranckPas encore d'évaluation
- Cours CH3Document3 pagesCours CH3Elsa MagninPas encore d'évaluation
- Gest Bud Chap 3Document16 pagesGest Bud Chap 3soubirountepPas encore d'évaluation
- Manuel Qualité RectimoDocument24 pagesManuel Qualité Rectimoelhousni.kh09Pas encore d'évaluation
- Gestion de Production Cours Chapitre 1 Compressed 1 Compressed 1Document95 pagesGestion de Production Cours Chapitre 1 Compressed 1 Compressed 1KHAOULA SALHI100% (1)
- Analyse de Fonction de ProductionDocument28 pagesAnalyse de Fonction de ProductionEl AnasPas encore d'évaluation
- Gestion de Production Cours Chapitre 1 Compressed 1 Compressed 1Document94 pagesGestion de Production Cours Chapitre 1 Compressed 1 Compressed 1Soufiane NaniPas encore d'évaluation
- Gestion production-CAE-TCA 2018-2019Document25 pagesGestion production-CAE-TCA 2018-2019Katcha nanklan enock hiliPas encore d'évaluation
- 1 Management de La Production Et de La Logistique 2016-10-11 EtudiantDocument87 pages1 Management de La Production Et de La Logistique 2016-10-11 EtudiantKhaoula HamdaouiPas encore d'évaluation
- 4.2 Organisation Des Activites de La PmeDocument12 pages4.2 Organisation Des Activites de La Pmemithas.ltgPas encore d'évaluation
- Les Fondements de la Gestion d'Entreprise : Un Guide Complet pour les Managers ModernesD'EverandLes Fondements de la Gestion d'Entreprise : Un Guide Complet pour les Managers ModernesPas encore d'évaluation
- La théorie des contraintes: Identifier et éliminer les obstacles pour une efficacité maximaleD'EverandLa théorie des contraintes: Identifier et éliminer les obstacles pour une efficacité maximalePas encore d'évaluation
- Améliorer la performance des équipes: Outils efficaces pour les cadres : comment améliorer durablement la performance de votre équipeD'EverandAméliorer la performance des équipes: Outils efficaces pour les cadres : comment améliorer durablement la performance de votre équipePas encore d'évaluation
- La Matrice SWOT: Élaborer un plan stratégique pour votre entrepriseD'EverandLa Matrice SWOT: Élaborer un plan stratégique pour votre entrepriseÉvaluation : 5 sur 5 étoiles5/5 (1)
- Les inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entrepriseD'EverandLes inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entreprisePas encore d'évaluation
- CV GuyDocument2 pagesCV GuyGuy Alain MangwaPas encore d'évaluation
- Bulletin 200658 2022-11-24.zeendocDocument1 pageBulletin 200658 2022-11-24.zeendocComboulPas encore d'évaluation
- Equi NovDocument27 pagesEqui NovLilia LiliaPas encore d'évaluation
- Diagramme D'ishikawa - Apprendre en LigneDocument5 pagesDiagramme D'ishikawa - Apprendre en LigneNanaPas encore d'évaluation
- Module MétréDocument38 pagesModule Métréouattaraa20Pas encore d'évaluation
- Montants en Milliers D'eurosDocument158 pagesMontants en Milliers D'eurosPoupeau AnthonyPas encore d'évaluation
- Corrigé Examen Corporate Finance 2020Document5 pagesCorrigé Examen Corporate Finance 2020Mohamed Houcem NjehPas encore d'évaluation
- SMQ Norme Iso 9001Document100 pagesSMQ Norme Iso 9001Mehdi BehriPas encore d'évaluation
- TVA 2023teamsDocument48 pagesTVA 2023teamsYasmine NyouriPas encore d'évaluation
- UsoManutenzionePortabobineABraccio - (FR) - 3 MESSERSI (Con Ricambi)Document42 pagesUsoManutenzionePortabobineABraccio - (FR) - 3 MESSERSI (Con Ricambi)bib bibPas encore d'évaluation
- Rapport de Stage 2021Document19 pagesRapport de Stage 2021Yogbake HansPas encore d'évaluation
- Ecole Paris de Management - Sélection 246Document10 pagesEcole Paris de Management - Sélection 246Fayçal BenachouPas encore d'évaluation
- Ias 11Document15 pagesIas 11Rania HmPas encore d'évaluation
- Cameroun OMSDocument77 pagesCameroun OMSrainer siegfried simoPas encore d'évaluation
- Final Ossier DGINewsDocument7 pagesFinal Ossier DGINewslastoneemperorPas encore d'évaluation
- TD1 Commerce InternationalDocument9 pagesTD1 Commerce Internationalyasmineberrada2014Pas encore d'évaluation
- Examen Zeynab Techn ContracDocument2 pagesExamen Zeynab Techn ContracHass AbassePas encore d'évaluation
- EMD Du S1 - L1 Tech Méc - CorrigéDocument3 pagesEMD Du S1 - L1 Tech Méc - CorrigéFatima GorinePas encore d'évaluation
- Marketing PharmaceutiqueDocument11 pagesMarketing PharmaceutiquebaffariPas encore d'évaluation
- Logistique Internationale Et Multimodalité SP M2Document13 pagesLogistique Internationale Et Multimodalité SP M2ezechiel okouaPas encore d'évaluation
- 1 TriùDocument1 page1 Triùyoss diopPas encore d'évaluation
- CV MarketingDocument1 pageCV MarketingAmSs CarTerPas encore d'évaluation
- Eco Tech 3Document6 pagesEco Tech 3Ousséini TraoréPas encore d'évaluation
- Psy4001 FR 10 2007 PDFDocument20 pagesPsy4001 FR 10 2007 PDFAmrouchene DjouherPas encore d'évaluation
- 15 Edt Alore 2019-2020Document3 pages15 Edt Alore 2019-2020bidulifyPas encore d'évaluation
- PHBVDocument4 pagesPHBVvaleriePas encore d'évaluation
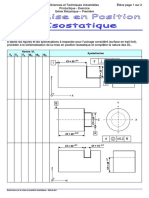
- Exercice de Productique Sur La Mise en Position IsostatiqueDocument2 pagesExercice de Productique Sur La Mise en Position IsostatiqueAnouar MelkiPas encore d'évaluation
- Chapitre 27 - Enregistrements ComptableDocument7 pagesChapitre 27 - Enregistrements Comptablenassiminho46Pas encore d'évaluation
- ITB - Institut Technique de Banque: Un Label D'excellence Depuis Plus de 60 AnsDocument8 pagesITB - Institut Technique de Banque: Un Label D'excellence Depuis Plus de 60 AnsJM KoffiPas encore d'évaluation
- Cette Copie de Windows N'est Pas Authentique Windows 7 Numero 7601Document2 pagesCette Copie de Windows N'est Pas Authentique Windows 7 Numero 7601Mohammed AminPas encore d'évaluation