Vous aimerez peut-être aussi
- Avis D - Impot 2022Document4 pagesAvis D - Impot 2022juliefleur chironPas encore d'évaluation
- Questionnaire LeanDocument5 pagesQuestionnaire Leanzepeck100% (4)
- Complet VSMDocument86 pagesComplet VSMLamiaa Assoui80% (5)
- I. Les Origines Du LEAN ManufacturingDocument19 pagesI. Les Origines Du LEAN ManufacturingaymenPas encore d'évaluation
- Cours 3 VSMDocument37 pagesCours 3 VSMNouha MnassriPas encore d'évaluation
- TD1 (Déf, Pareto, Ishikawa)Document2 pagesTD1 (Déf, Pareto, Ishikawa)Ossama Chahoub100% (2)
- EXO1Document6 pagesEXO1Mor Ndiaye100% (1)
- M1202 TD2 Classement ABC (Profs)Document3 pagesM1202 TD2 Classement ABC (Profs)you mePas encore d'évaluation
- Amélioration ContinueDocument8 pagesAmélioration Continuebenkhiate mouad0% (1)
- Td01-Chapitre I PDFDocument5 pagesTd01-Chapitre I PDFalae sahraouiPas encore d'évaluation
- KAIZEN PPT PDFDocument52 pagesKAIZEN PPT PDFsabrine100% (2)
- KAIZEN PPT PDFDocument52 pagesKAIZEN PPT PDFsabrine100% (2)
- Auberge Des MeilleursDocument10 pagesAuberge Des MeilleursIliasse LaazrakPas encore d'évaluation
- Module 07 - Fondements Du Management de La Qualite PDFDocument32 pagesModule 07 - Fondements Du Management de La Qualite PDFAyoub Āķh100% (1)
- TD Problème de TransportDocument1 pageTD Problème de Transportshil yosra100% (1)
- Exercice Méthode Des ChainonsDocument2 pagesExercice Méthode Des ChainonsKaly SIDIBE50% (2)
- TD 2 TPM Avec RéponsesDocument1 pageTD 2 TPM Avec RéponsesOssama Chahoub67% (3)
- Correction Exercices Partie1Document23 pagesCorrection Exercices Partie1Elyes BenhmidaPas encore d'évaluation
- Kanban Exo3Document1 pageKanban Exo3Taha MaidenPas encore d'évaluation
- 4 Capacité ChargeDocument17 pages4 Capacité Chargecours d'électricitéPas encore d'évaluation
- TD 1-Corrigé-ConvertiDocument3 pagesTD 1-Corrigé-ConvertiRahma Farhat50% (4)
- Etude Cas Kaizen PDFDocument58 pagesEtude Cas Kaizen PDFhamid_touhamiPas encore d'évaluation
- TD VSM EnonceDocument10 pagesTD VSM EnonceCimacef ConseilPas encore d'évaluation
- Q2 Fiche Processus Tortue de CrosbybonDocument3 pagesQ2 Fiche Processus Tortue de CrosbybonvaleriePas encore d'évaluation
- Rapport de Stage QualiteDocument44 pagesRapport de Stage QualiteHajar MakhloukPas encore d'évaluation
- Tableau Kaïzen-UVT-Exercice-N°01-GarageDocument1 pageTableau Kaïzen-UVT-Exercice-N°01-Garageimen trabelsi100% (1)
- M1 - Gestion Des Processus Et de La Qualité - TDDocument15 pagesM1 - Gestion Des Processus Et de La Qualité - TDdtlnl889Pas encore d'évaluation
- Correction Exercice 2Document1 pageCorrection Exercice 2shil yosraPas encore d'évaluation
- CNQDocument2 pagesCNQAya El HadriPas encore d'évaluation
- TD3 - Amélioration BDDocument2 pagesTD3 - Amélioration BDImane LamdainePas encore d'évaluation
- Groupe N°13 - Technologie D'optimisation de La ProductionDocument12 pagesGroupe N°13 - Technologie D'optimisation de La ProductionOverDoc80% (5)
- Examen LEAN Management Rattrapage Mars2020Document5 pagesExamen LEAN Management Rattrapage Mars2020aymen hechmiPas encore d'évaluation
- Série OPTDocument2 pagesSérie OPTMohamed BOUCHAHLATA100% (1)
- TP 3 Initiation À ArenaDocument8 pagesTP 3 Initiation À ArenaNesrine MannaiPas encore d'évaluation
- TD Fascicule Complet 2013-2014Document21 pagesTD Fascicule Complet 2013-2014Dhaouadi Aymen0% (1)
- Exerciceslogistiquedentreprise 01082Document2 pagesExerciceslogistiquedentreprise 01082Abdelatif Hr100% (1)
- Correction-Cas VSM 2Document2 pagesCorrection-Cas VSM 2Lamrani Mohamed100% (1)
- Exercices Et Corrigés GBDocument6 pagesExercices Et Corrigés GBAdil LoukiliPas encore d'évaluation
- Devoir N°1 Fonctionnement 1er Semestre 2020Document5 pagesDevoir N°1 Fonctionnement 1er Semestre 2020SandersPas encore d'évaluation
- 09 Jidoka 1 PDFDocument30 pages09 Jidoka 1 PDFTunENSTABPas encore d'évaluation
- Ordonnancement Et Gestion Des Flux - Esith - 2019Document115 pagesOrdonnancement Et Gestion Des Flux - Esith - 2019Fatima Ezzahraa NahidPas encore d'évaluation
- HeijunkaDocument10 pagesHeijunkaali boko100% (1)
- Examen LEAN Nov2020 Session PrincipaleDocument6 pagesExamen LEAN Nov2020 Session PrincipaleAissaoui BilelPas encore d'évaluation
- M18 - Gestion de ProductionDocument72 pagesM18 - Gestion de ProductionBilal GMPas encore d'évaluation
- Exercice Arena N°4Document1 pageExercice Arena N°4hiba gribaPas encore d'évaluation
- Exercice GarageDocument2 pagesExercice Garageshil yosraPas encore d'évaluation
- Exercices ISODocument4 pagesExercices ISOPFE100% (2)
- Kanban Et Jat - ppt1Document58 pagesKanban Et Jat - ppt1mohakyo86% (7)
- TD Systeme de ProdDocument4 pagesTD Systeme de ProdNOUHAILA EL FARDOUSSPas encore d'évaluation
- Exercices Coût QualitéDocument5 pagesExercices Coût QualitéHafsa Hamoumi100% (1)
- Les Outils Management QHSEDocument57 pagesLes Outils Management QHSEKhaled LajmiPas encore d'évaluation
- 13 Le Vote Pondéré La Matrice de DécisionDocument2 pages13 Le Vote Pondéré La Matrice de DécisionkawtarPas encore d'évaluation
- Srie 010208 GestiondesstocksDocument2 pagesSrie 010208 GestiondesstocksYazid Zizo100% (2)
- Exercice Lean 13Document90 pagesExercice Lean 13sonia belhediPas encore d'évaluation
- Exercice Cartes PDFDocument3 pagesExercice Cartes PDFعبد اللهPas encore d'évaluation
- Correction Examen Gestion de ProductionDocument7 pagesCorrection Examen Gestion de ProductionChristian Féliciano Tora100% (2)
- TD #2-Système Lean-Kanban-CorrectionDocument5 pagesTD #2-Système Lean-Kanban-CorrectionM'sakni Mouhamed Youssef100% (1)
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- La Roue de Deming - PDCA: Christophe RousseauDocument11 pagesLa Roue de Deming - PDCA: Christophe RousseauAya Gharrab100% (1)
- Approche ProcessusDocument13 pagesApproche ProcessusMontasser TaktakPas encore d'évaluation
- RM APDC Lean Finance 21 05 15 PDFDocument31 pagesRM APDC Lean Finance 21 05 15 PDFEric DesportesPas encore d'évaluation
- Plan Strategique Caucus FempaciDocument19 pagesPlan Strategique Caucus FempacisabrinePas encore d'évaluation
- ProgresTherapeutiques 050219 OK DigitalDocument90 pagesProgresTherapeutiques 050219 OK DigitalsabrinePas encore d'évaluation
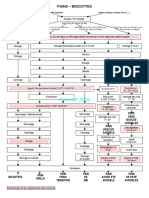
- Pain BiscottesDocument1 pagePain Biscottessabrine100% (2)
- RecueilDocument58 pagesRecueilsabrinePas encore d'évaluation
- RecueilDocument58 pagesRecueilsabrinePas encore d'évaluation
- 1201 FCD Criteres Microbiologiques 2016 Produits Ls MP 28012016 PDFDocument59 pages1201 FCD Criteres Microbiologiques 2016 Produits Ls MP 28012016 PDFsabrinePas encore d'évaluation
- TD Genetique 2015-16Document44 pagesTD Genetique 2015-16sabrinePas encore d'évaluation
- TD2 Tests de DiagnotDocument27 pagesTD2 Tests de DiagnotsabrinePas encore d'évaluation
- Programme Formation Audit Interne: Pré-Requis AnimateurDocument1 pageProgramme Formation Audit Interne: Pré-Requis AnimateursabrinePas encore d'évaluation
- 19.0925-Guidance Food-Defense Version-5 FRDocument6 pages19.0925-Guidance Food-Defense Version-5 FRsabrinePas encore d'évaluation
- Securite AlimentaireDocument246 pagesSecurite Alimentairesabrine100% (1)
- BiotechnologieDocument8 pagesBiotechnologiesabrinePas encore d'évaluation
- TDR - ISO 9001 IPTDocument10 pagesTDR - ISO 9001 IPTsabrine100% (1)
- Chapitre 4Document27 pagesChapitre 4sabrinePas encore d'évaluation
- Le Système de ServuctionDocument50 pagesLe Système de Servuctiondocisitt89% (9)
- Rapport National Sur Le Développement Humain (RNDH) - Madagascar 2018 - RésuméDocument37 pagesRapport National Sur Le Développement Humain (RNDH) - Madagascar 2018 - RésuméJuliePas encore d'évaluation
- Line Rapport ThèmeDocument30 pagesLine Rapport ThèmeLine GandourPas encore d'évaluation
- DSF Setp 2019Document67 pagesDSF Setp 2019bertinPas encore d'évaluation
- La Remuneration A Travers La Legislation TunisienneDocument9 pagesLa Remuneration A Travers La Legislation TunisienneSlah BenyoussefPas encore d'évaluation
- Résumé Comptabilité Financiére 1 2021-2022Document26 pagesRésumé Comptabilité Financiére 1 2021-2022bechir bouanziPas encore d'évaluation
- Soto-Le Mystere Du CapitalDocument8 pagesSoto-Le Mystere Du CapitalDumortier RogerfanPas encore d'évaluation
- Examen Principal 2017 - M1-Evaluation & Fusions (Enoncé Et Corrigé)Document9 pagesExamen Principal 2017 - M1-Evaluation & Fusions (Enoncé Et Corrigé)kais ka100% (1)
- La SurconsommationDocument2 pagesLa SurconsommationDALESKA OLIDEN DIAZPas encore d'évaluation
- Analyse Financière - Support Du Cours PDFDocument79 pagesAnalyse Financière - Support Du Cours PDFIbtissam BELLAHMERPas encore d'évaluation
- CO Sur SAP (Doc IXerp)Document42 pagesCO Sur SAP (Doc IXerp)frelonfrelonPas encore d'évaluation
- Méthodologie Approche Processus Identification Processus RealisationDocument27 pagesMéthodologie Approche Processus Identification Processus RealisationSamuel TouganPas encore d'évaluation
- Le Proces Verbal Des Reunions Des Delegues Du Personnel Dossier Questions Reponses 1Document20 pagesLe Proces Verbal Des Reunions Des Delegues Du Personnel Dossier Questions Reponses 1Gregory BerlemontPas encore d'évaluation
- TD 3Document2 pagesTD 3Aziz Dimassi100% (1)
- Questionnaire D'intérêt MBA PDFDocument4 pagesQuestionnaire D'intérêt MBA PDFabdousanePas encore d'évaluation
- Les Approches de Définition de L'entrepriseDocument14 pagesLes Approches de Définition de L'entrepriseBasma FakhourPas encore d'évaluation
- 267-Texte de L'article-762-1-10-20210415Document23 pages267-Texte de L'article-762-1-10-20210415rajae elamriPas encore d'évaluation
- Lexique Prod ANGLAIS-FRANCAISDocument144 pagesLexique Prod ANGLAIS-FRANCAISatef abassiPas encore d'évaluation
- UrbanisationDocument15 pagesUrbanisationFaraj BenPas encore d'évaluation
- Corrigés Etudes de CAS ReportingDocument6 pagesCorrigés Etudes de CAS ReportingBiba BinaPas encore d'évaluation
- Le Rationnement de Crédit BancaireDocument118 pagesLe Rationnement de Crédit BancairetsivoasanajordyPas encore d'évaluation
- CPFRDocument3 pagesCPFRFadoua LahnaPas encore d'évaluation
- AO N° DO480455 BPDocument148 pagesAO N° DO480455 BPAbdelaziz Abdelaziz100% (2)
- PrésentationDocument2 pagesPrésentationmahjoub nouhaPas encore d'évaluation
- Circulaire 2017-02 - Réserves ObligatoiresDocument45 pagesCirculaire 2017-02 - Réserves Obligatoiressonia969696Pas encore d'évaluation
- 1 Cartographie Parties Prenantes PDFDocument7 pages1 Cartographie Parties Prenantes PDFfirstsscdPas encore d'évaluation
- Guide CAM Programme IMTILAK 1Document4 pagesGuide CAM Programme IMTILAK 1FinancePas encore d'évaluation
- Series Gestion Financiere Avec CorrectionDocument17 pagesSeries Gestion Financiere Avec CorrectionJbeli NourPas encore d'évaluation
- Les Différentes Branches de La Comptabilité ParDocument2 pagesLes Différentes Branches de La Comptabilité ParABDI kamelPas encore d'évaluation