Académique Documents
Professionnel Documents
Culture Documents
MI 101 - 4 Laminatoio - DAVM - DAVMQ - Fra
Transféré par
ZERARI nabihTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
MI 101 - 4 Laminatoio - DAVM - DAVMQ - Fra
Transféré par
ZERARI nabihDroits d'auteur :
Formats disponibles
MANUEL D'INSTRUCTIONS
APPAREIL A CYLINDRES
Mod. DAVM - DAVM-Q
MI 101_4 DAVM / DAVM-Q
APPAREIL A CYLINDRES DAVM / DAVM-Q
NOUS RECOMMANDONS DE LIRE ATTENTIVEMENT CE MANUEL
D’INSTRUCTIONS AVANT D’INSTALLER ET DE METTRE EN ROUTE LA
MACHINE.
LA NON OBSERVATION DES NORMES FONDAMENTALES PEUT ENTRAINER
LE MAUVAIS FONCTIONNEMENT DE LA MACHINE QUI DANS UN TEL CAS NE
SERAIT PLUS SOUS GARANTIE.
AVERTISSEMENT DE CARACTERE GENERAL
1. L’acheteur se doit de contrôler, dès l’arrivée de la machine, qu’elle n’ait subi aucun
dommage durant le transport. Le cas échéant, prévenir immédiatement le constructeur.
2. Au cas où le client prévoit de stocker la machine en entrepôt pendant une longue
période avant son utilisation, il est alors nécessaire de prévenir le constructeur avant
l’expédition. Dans le cas contraire, les éventuels dommages dus à ce stockage ne
seront pas reconnus.
3. Le client devra déclarer au moment de la commande les normes particulières locales
d’hygiène et de sécurité du travail. D’éventuels frais d’ajustement non prévus au
moment du contrat seront à la charge du client.
4. L’utilisation de pièces de rechange non originales, l’installation incorrecte, la non
observation des opérations d’entretien et l’utilisation non conforme au contenu
spécifique du manuel, annulent la garantie.
5. Les machines sont étudiées et construites pour des utilisations courantes concernant le
traitement des céréales pour l’alimentation humaine. Toute autre utilisation en terme de
produit à travailler, charges de travail, puissances installées, régimes de rotation, etc.
sauf accord préalable écrit avec le constructeur, le décharge de toute responsabilité et
obligations se référant aux garanties normales.
6. Le constructeur se réserve d’apporter toute modification, et à tout moment sur ses
machines. Dépliants, photos, tableaux machines, textes et tout ce qui n’est pas spécifié
dans le contrat d’achat ainsi que dans les plans de montage, sont à titre indicatif et
n’engage en rien le constructeur.
7. Montage des machines. Les machines MS et les éléments relatifs peuvent être montés
et actionnés uniquement par du personnel spécifiquement formé à cet effet.
8. Entretien – Nettoyage. Les opérations d’entretien peuvent être effectuées uniquement
par du personnel qualifié. Les opérations de nettoyage doivent l’être conformément aux
instructions fournies.
9. Garantie. La garantie est valable un an pour les matériels et les travaux défectueux et
est valable uniquement avec des pièces de rechange du constructeur. Celui-ci décline
toute responsabilité pour toute utilisation incorrecte de la machine par des personnes
inexpérimentées.
MI 101_4 DAVM -/ DAVM-Q Page 2/83
INDEX
1. SECURITE
1.1. Avis spécifiques
1.2. Tableau des données sur le bruit
1.3. Concept de sécurité relatif aux dispositifs de sécurité de protection des
machines et des installations
1.4. Protection des personnes
1.5. Prévention des explosions
2. PRINCIPI GENERALI
2.1. Description de l'appareil à cylindres à rouleaux
2.2. Détails techniques
2.2.1 Modèles de la machine
2.2.2 Puissance des moteurs de commande
2.2.3 Rotation des rouleaux de mouture
2.2.4 Poulie de transmission
2.2.5 Rapports de transmission entre les rouleaux de mouture
2.2.6 Pression à air comprimé
3. LEVAGE ET TRANSPORT
3.1. Poids de la machine
3.2. Levage avec palan
3.3. Déplacement horizontal
4. DIMENSIONS ET DONNEES TECHNOLOGIQUES
5. MONTAGE
5.1. Installation
5.2. Commande de la machine
5.3. Commande moteur électrique avec une ligne de transmission
5.4. Commande du moteur électrique individuel
5.5. Entrée de produit
5.6. Sortie de produit
5.7. Aspiration de mouture
5.8. Alimentation air comprimé
5.9. Branchements électriques
5.10. Branchements pneumatiques
MI 101_4 DAVM -/ DAVM-Q Page 3/83
6. PRECAUTIONS ET SECURITE
6.1. Mise en marche
6.2. Protections frontales
6.3. Interrupteur général
6.4. Couvercles de protection
6.5. Tôle de glissement produit
6.6. Carter latéraux
6.7. Sécurité anti-explosion
7. MISE EN FONCTION
7.1. Déplacement des protections
7.2. Opérations de nettoyage
7.3. Lubrification préliminaire à la première mise en marche
7.4. Définition de l’alimentation et du contrôle
7.5. Pré-réglage et contrôle de la distance entre les rouleaux
7.6. Pré-réglage et contrôle des brosse et racleurs
7.7. Contrôle de la machine
7.8. Rouleaux d'alimentation –mise en marche arrêt
7.9. Réglage du rideau d'alimentation
7.10. Réglage de la distance entre les rouleaux
7.11. Réglage des brosses et des racleurs
7.12. Mouture
7.13. Conduits d'aspiration
7.14. Rouleaux de mouture
7.15. Roulements pour rouleaux de mouture
7.16. Brosses et racleurs pour le nettoyage des rouleaux de mouture
7.17. Alimentation
7.18. Réglage de l'ouverture des rideaux
7.19. Mise en marche et arrêt automatique des rouleaux de mouture
7.20. Recherche des pannes
8. ENTRETIEN
8.1. Programme d'entretien
8.2. Entretien du moteur de commande individuel
8.3. Nettoyage des brosses et des racleurs
8.4. Contrôle des rouleaux
8.5. Entretien périodique
9. REMPLACEMENT DES ROULEAUX
9.1 Procédure pour la remplacement des rouleaux
9.2 Montage et démontage des supports fixes et mobiles
MI 101_4 DAVM -/ DAVM-Q Page 4/83
10. PARTIE ELECTRIQUE
10.1 Schéma électrique
10.2 Indicateur compact de niveau capacitif
10.3 Panneau installé sur la machine
10.4 Inverter
10.5 Données d'alimentation
10.6 Communication Profibus
10.7 Description des branchements électriques
10.8 Broyage avec dispositifs électroniques en panne
11. LUBRIFICATION
12. PIECES DE RECHANGE
12.1 Commandes
SOMMAIRE DES TABLEAUX
Tableau niveau de bruit Pag. 8
Tableau levage et transport Pag.22
Tableau machine Pag.24
Tableau Entretien courant Pag.40
Tableau Entretien périodique Pag.41
Tableau Couples de serrage vis et boulons Pag.46
Tableau de lubrification Pag.63
Tableau CARACTÉRISTIQUES DES LUBRIFIANTS Pag.66
Tableau de COMPARAISON DES LUBRIFIANTS Pag.67
Tableau Pièces Mécaniques Pag.71
Tableau Pièces Pneus Pag.77
Tableau Pièces Électroniques Pag.79
MI 101_4 DAVM -/ DAVM-Q Page 5/83
MI 101_4 DAVM -/ DAVM-Q Page 6/83
CONSIGNES DE SECURITE
MI 101_4 DAVM -/ DAVM-Q Page 7/83
1. SECURITE
1.1 Avis spécifiques
Il est conseillé de lire les chapitres “Sécurité du personnel“ et “ Protection
antidéflagrant” comme spécifié dans les paragraphes suivants.
Généralité:
L'appareil à cylindres DAVM / DVMQ est une machine employée pour la mouture
des céréales afin de réduire les différents types de produits.
La machine n’est pas conçue pour une utilisation différente ou en surcroît de ce
qui a été précédemment indiqué : c’est pourquoi le constructeur décline toute
responsabilité suite à des dommages causées par une telle utilisation : le risque
est entièrement à la charge de l’entreprise qui utilise la machine.
L’utilisation appropriée prévoit aussi le respect des conditions d’exercice,
l’inspection et l’entretien contenus dans les instructions pour l’utilisation.
1.2 Tableau relatif au bruit
Selon les directives machine CE 89/392/EWG.
DONNEES MACHINE
Nom
Modèle
VALEURS MESUREES
Niveau de la pression acoustique continue
sur le lieu de travail *
Niveau de la pression acoustique équivalente
Autour de la machine.
Niveau de la puissance sonore.**
Dimensions de la surface de mesure
MODALITE DE FONCTIONNEMENT
Type de produit
Capacité
Procédé de mesurage :
*= Seconde ISO 6081
**= Intensité acoustique sur le stock de ISO 43;
**= Procédé de la surface enveloppe selon DIN 45 635.
MI 101_4 DAVM -/ DAVM-Q Page 8/83
1.3 Concept de sécurité relatif aux dispositifs de protection des machines et
des installations
Les dispositifs de protection fournis par Mill Service font partie intégrante du concept de
sécurité pour la prévention contre les accidents du travail sur nos machines et sur les
installations.
Avant leur mise en marche, elles doivent être inspectées et essayées suivant une liste de
contrôle par un expert Mill Service qui devra apposer son visa d’approbation.
Si les dispositifs de protection pour les machines et les installations Mill Service étaient
fournies par une tierce personne, elles devraient alors être contrôlées avec soin par un
spécialiste Mill Service qui devrait apposer son visa d’approbation.
Une fois ces contrôles exécutés, Mill Service peut être traduit en justice uniquement pour
dommages corporels et matériels se réservant le droit de recours sur le fournisseur des
dispositifs de protection.
Vis à vis du contractant, Mill Service ne répond pas des défauts et des dommages dérivant
des dispositifs de protection acquis par celui-ci ou par une tierce personne.
1.4 Protection des personnes
Mesures de précaution pour la prévention des accidents du travail.
1. Les machines et les installations sont pourvues à la base de protections de sécurité
correspondant au niveau actuel de la technique ainsi qu’aux normes pour la prévention
d’accidents généralement en vigueur, tenant compte de l’utilisation à laquelle la machine est
destinée.
2. Le gérant de la machine se doit de respecter les normes ci-après reportées afin d’obtenir un
seuil majeur de sécurité possible.
3. Les couvre-courroies et les carters doivent toujours être montés et gardés fermés. Les
carters ouverts et démontés sont sources gravissimes pour les blessures par contusions et
entailles. De même pour les clôtures des manipulateurs (robot).
4. Le bon fonctionnement des disjoncteurs limiteurs de sécurité, des cylindres de blocage, des
systèmes de contrôle tours ainsi que les soupapes magnétiques ou les aimants pour le
blocage des portes doit toujours être sauvegardé. Les disjoncteurs limiteurs de sécurité ne
devront pas être évités ou mis en hors service.
5. Les grilles de couverture, les barres de grillages et grillages de couverture sont aux normes
et déjà fixées au moment de la fourniture. Elles sont démontables uniquement en employant
des outils . Les machines pourvues de tels dispositifs devront être utilisées seulement avec
ces dispositifs montés fixés.
6. Pour les révisions et les travaux de montage, de contrôle et d’entretien, le moteur de
commande devra toujours être mis hors service en débranchant toutes les phases
(conducteurs électriques) par le biais d’un disjoncteur de sélection omnipolaire fermé à clef
monté à côté de la machine ou sur le pupitre ou sur le tableau de commande. Dévisser les
fusibles ne suffit pas!
MI 101_4 DAVM -/ DAVM-Q Page 9/83
7. Si la machine demande d’autres sources d’énergie comme pneumatique, hydraulique, vapeur
ou eau chaude, leur alimentation devra être interrompue ou fermée et la pression des
tuyauteries internes amenée à zéro.
8. Les éléments de la machine surchauffés ou refroidis doivent être traités avec un soin
particulier étant donné le danger de brûlures.
9. Une machine mise hors service par un disjoncteur d’urgence ne devra pas être remise en
marche dès que celui-ci est rétabli. La machine se remettra en marche uniquement en
réenclenchant le disjoncteur général.
10. Si pour certaines machines, seuls les dispositifs de déconnexion partielle sont actionnés, il
faut agir avec soin. Il faudra procéder en suivant à la lettre les instructions fournies avec la
machine. Il est possible qu’avec la machine partiellement déconnectée, il se forme après un
certain laps de temps de la pression ou vide ou que les températures augmentent.
11. Si le personnel employé ne sait ni lire ni écrire, le propriétaire de l’établissement doit
l’informer de manière particulière sur les éventuels dangers et l’instruire de manière spéciale.
12. Les machines et ses éléments doivent être nettoyés, graissés et huilés exclusivement
«machine à l’arrêt». Si pour cela il est nécessaire de monter sur la machine ou de rentrer
dedans, il faut absolument et sans aucune exception désactiver tous les pôles du moteur ou
des moteurs de commande et fermer à clef le disjoncteur.
13. Dans le cas des machines pour lesquelles des échantillons doivent être prélevés, il faudra
faire attention que cette opération ne comporte aucun risque. Il est souvent possible de
prélever des échantillons de produits par un tuyau en aval de la machine et non directement
de celle-ci.
14. Les dépôts de poussières, la saleté ou le produit doivent toujours être ôtés. Le nettoyage de
la machine et des installations augmente l’hygiène et le caractère fonctionnel de l’installation
tout en évitant des explosions de poussières possibles.
15. Si la machine perd de l’huile ou de la graisse, il est nécessaire de l’éliminer tout de suite et
d’obstruer l’ouverture. Les taches de graisse ou d’huile sur le sol augmentent de manière
importante le risque d’accidents pour le personnel préposé.
16. Les dispositifs de sécurité doivent être partout et toujours maintenus en parfait état et en
fonction et ne doivent être ni ôtés ni être rendus inefficaces ou hors service. Dans cette
éventualité, nous déclinons toute responsabilité, c’est-à-dire nous revendiquons le droit de
dédommagement sur le responsable.
17. Respectez nos prescriptions spéciales contenues dans les instructions de service.
18. Seul un personnel préposé et qualifié devra être autorisé à opérer sur les machines et les
appareils Mill Service.
19. Elimination. Au moment de la mise hors service définitive de la machine, observer ce qui suit
et ce dans l’intérêt et la protection de l’environnement et de la récupération du matériel :
vidanger les liquides (huile pour le moteur et les engrenages, fluides des freins et de
refroidissement) dans des containeurs spéciaux et les envoyer aux entreprises de traitement.
Eliminer selon les normes les déchets spéciaux (par exemple, les piles). Détacher les parties
en plastique pour les réutiliser. Préparer la récupération des parties métalliques
présélectionnées selon le genre de métal.
MI 101_4 DAVM -/ DAVM-Q Page 10/83
1.5 Prévention des explosions
DANGER : Ce symbole est utilisé pour indiquer les comportements et/ou les
situations qu’il faut absolument éviter ou les instructions que le personnel chargé du
montage, de l’installation et de l’utilisation de la machine doit suivre scrupuleusement
pour ne pas se trouver dans une situation particulièrement dangereuse.
CONSIDÉRATIONS IMPORTANTES
( Mesures de protection pour empêcher tout incendie et explosion de poussières )
1.5.1 Ordre et nettoyage.
• Le nettoyage des locaux dans lesquels on travaille avec les poussières
inflammables est une condition essentielle de sécurité.
• Les stocks de sacs ou les matériels en vrac entre les machines doivent être
évités.
• Afin de réduire la transmission de poussières dans l’environnement, il est
nécessaire de maintenir en ordre tous les éléments de transport, les cyclones
et les filtres en empêchant surtout dans la mesure maximale permise toute
fuite en tuyau et couverture.
• Afin de réduire le risque d’explosion de poussières, il est nécessaire nettoyer
partout fréquemment et de manière efficace les poussières.
• Les moteurs doivent être maintenus libres de tout dépôt de poussières.
1.5.2 Contrôle et entretien courants
• Afin d’éviter tout glissement suite au réchauffement, il est nécessaire de
contrôler toutes les courroies trapézoïdales et les transmissions à courroies en
un tour fixe au moins une fois par semaine.
• Les appareils de contrôle du nombre de tours et les dispositifs de sécurité
similaires doivent être contrôlés en un tour fixe au moins une fois par semaine.
• Tous les séparateurs magnétiques, épierreurs et tamis doivent être contrôlés
et nettoyés en un tour fixe au moins une fois par semaine et lubrifiés avant les
périodes indiquées.
• Afin d’éviter tout réchauffement, il est nécessaire de contrôler le
fonctionnement de tous les arbres et les supports en un tour fixe au moins une
fois par semaine et de les lubrifier non au-delà des périodes indiquées.
MI 101_4 DAVM -/ DAVM-Q Page 11/83
1.5.3 Installations électriques
L’appareil n’est conforme à Atex que s’il est :
• maintenu en dépression
Installation :
• s’assurer que l’ensemble de la machine est maintenu en dépression
• s’assurer que la logique de gestion de la machine arrête les appareils au
moment où la condition décrite n’est plus remplie
• Ne nettoyer qu’avec un chiffon antistatique
• Ne pas ouvrir les parties sous tension protégée par garde IP 6X
• Tous les appareils doivent être branchés comme il se doit à la terre
• Relier toutes les branchements à la terre des moteurs, des réducteurs et des
motovariateurs.
Le mécanisme de contrôle, tel qu’il est décrit, doit être considéré comme un dispositif
de sécurité et il devrait donc être certifié aux termes de la directive 94/9/CE.
1.5.4 Les installations et les objets d’utilité électrique doivent être contrôlés
régulièrement.
On observe de manière particulière que :
• Les lampes à main et les appareils d’illumination ne doivent pas être utilisés
s’ils ne sont pas pourvus de protection ou de vitre de protection;
• Les câbles de prolongement et les poêles électriques ne doivent pas être
utilisés;
• Les installations et les appareils défectueux doivent être immédiatement
réparés ou substitués;
• Les câbles en vrac ne doivent pas être posés au sol;
• En dehors des horaires de travail, tout le réseau électrique pour l’alimentation
des machines doit être désactivé;
• Au moins une fois par an, un électricien qualifié autorisé mesure, selon la
directive des prescriptions pour les courants élevés, tout le réseau électrique
pour rechercher les défauts d’isolation.
Pour les moteurs et les actionneurs équipés de sondes thermiques, procéder
au branchement du panneau de contrôle afin de gérer l’interruption du
fonctionnement en cas de surchauffe (voir manuels d’utilisation des appareils)
MI 101_4 DAVM -/ DAVM-Q Page 12/83
1.5.5 Fumer et souder
• Interdiction de fumer. Cela ne s’adresse pas uniquement au personnel de
l’entreprise mais aussi aux clients, ouvriers d’autres entreprise, camionneurs, etc..
• Les travaux de réparation et de montage qui demandent l’utilisation d’installations
de soudure, de lampes de soudure et outils du même genre doivent être effectués,
si possible, en atelier ou dans des endroits équipés de manière appropriée.
• Les travaux de soudure ou de même type, qui de manière exceptionnelle qui
doivent être effectués directement dans les zones de production ou en entrepôt,
doivent être préalablement autorisés par écrit par le chef d’atelier responsable. Le
travail devra être effectué uniquement à condition que des mesures de sécurité
particulières aient été prises, que des toiles mouillées ou spéciales aient été
étendues pour couvrir et que des extincteurs à proximité soient prêts à l’emploi. Le
lieu de soudure et les alentours devront être maintenus sous surveillance pendant
environ dix heures après la fin du travail. Les gouttes de métal liquide (perles de
soudure) répandues durant la coupe au chalumeau sont très dangereuses car il est
impossible de prévoir où elles vont se localiser. Il est possible, que dû à des
fissures, à des interruptions de parois ou des ouvertures semblables, qu’elles se
glissent dans les locaux situés en-dessous ou adjacents parcourant même des
distances de 10 mètres. Si les gouttes de soudure finissent dans une couche de
poussières, il est toujours nécessaire d’attendre qu’elles se mettent à brûler sans
flamme.
• Il est formellement interdit d’effectuer des travaux de soudure sur des éléments de
transport en fonction. Si des travaux de ce type sont nécessaires, il faut, après avoir
fermé et nettoyé avec soin les installations, fermer le poste de soudure sur les deux
côtés, en bouchant, par exemple, hermétiquement avec de la laine minérale, afin
qu’il n’y ait aucun contact avec les autres transporteurs, silos et réservoirs, etc. S’il
s’agit de tuyauteries verticales et de transport, il est nécessaire de les démonter ou
de les faire sortir et d’étancher l’extrémité inférieure afin d’éviter que les particules
incandescentes finissent dans les parcours de transport et dans les silos.
1.5.6 Charge Électrostatique
• Afin de garantir la sécurité du circuit électrique, c’est-à-dire pour prévenir
toute explosion provenant de décharge, éliminer la peinture dans la zone de
connexion à pontet.
1.5.7. Entretien programmé des roulements (s’il est applicable)
• Pour les machines qui ne dépassent pas les 1 000 tpm, lubrifier tous les six
mois selon l’entretien programmé.
• Pour les machines qui dépassent les 1 000 tpm, lubrifier tous les 4 mois.
• Remplacer les roulements s’ils font trop de bruit
MI 101_4 DAVM -/ DAVM-Q Page 13/83
MI 101_4 DAVM -/ DAVM-Q Page 14/83
MANUEL D’EMPLOI ET D’ENTRETIEN
MI 101_4 DAVM -/ DAVM-Q Page 15/83
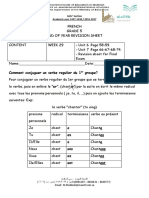
2. PRINCIPES GENERAUX
2.1. Description de l'appareil à cylindres
∗ Zone de mouture avec flux optimal du produit.
∗ Structure robuste avec isolement acoustique et pourvue d'antivibratoires
∗ Système pneumatique de compression
∗ Possibilité de réglage manuel de précision (système à came)
∗ Possibilité de réglage de la vitesse de rotation des rouleaux d'alimentation
en fonction de la quantité de produit émis. (Avec inverter).
∗ Tous les appareils à cylindres peuvent être activés ou désactivés en même
temps avec commande. Cette caractéristique est très importante pour les
moulins automatiques.
MI 101_4 DAVM -/ DAVM-Q Page 16/83
MI 101_4 DAVM -/ DAVM-Q Page 17/83
MI 101_4 DAVM -/ DAVM-Q Page 18/83
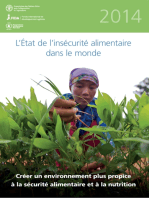
∗ Grâce à l'aspiration de l'air de la section de broyage, on obtient une
rotation plus fluide et donc une meilleure efficacité.
∗ L'appareil à cylindres est pourvu de transmission à courroies trapézoïdales
ou plates.
∗ La transmission des rouleaux de mouture se produit par le biais de poulies
spéciales et de courroies dentées.
∗ Les rouleaux d'alimentation sont commandés séparément par les rouleaux
de mouture pour faciliter de cette manière l'alimentation et son réglage.
∗ Les roulements de l'appareil à cylindres sont à longues durée et à haute
efficacité grâce à l'auto-alignement.
∗ Les rouleaux de mouture sont construits e fusion de fonte centrifugée et
sont équilibrés de manière dynamique ; leur fonctionnement silencieux est
garanti.
∗ Les brosses et les racloirs s'attachent et se détachent automatiquement et
en plus peuvent être réglés manuellement.
∗ L’insonorisation de la machine peut être obtenue avec des panneau
amovibles.
∗ Les surfaces en contact avec le produit sont conçues de manière à
permettre un nettoyage facile.
∗ Faire particulièrement attention à la protection contre les accidents.
2.2. Détails techniques
2.2.1. Modèles
DAVM 250 / 800 (mm)
DAVM 250 / 1000 (mm)
DAVM 250 / 1250 (mm)
DAVM Q 250 / 1000 (mm)
DAVM Q 250 / 1250 (mm)
↓ ↓ ↓
Type d'appareil à cylindres Longueur du rouleau
Diamètre du rouleau
MI 101_4 DAVM -/ DAVM-Q Page 19/83
2.2.2. Puissance des moteurs de commande :
Passages de rupture : max.: 50 KW
Passages de mouture : max.: 22 KW
2.2.3. Rotation des rouleaux de mouture
Selon les passages : 350 à 800 RPM
2.2.4. Poulie de transmission
Pour courroie plate ∅ 360 mm.
Pour courroie trapézoïdale ∅ 355 mm. (5 à 6 gorge)
Pour poulie à gorge avec 6 gorges – largeur des courroies : 13 mm.
Pour poulie à gorge avec 5 gorges – largeur des courroies: 17 mm.
2.2.5. Rapport de transmission entre les rouleaux de mouture :
Rupture: 1: 2.5
Mouture: 1: 1.25, spécial 1: 1.5
La transmission se produit par le biais de poulies spéciales et de courroies
dentées.
2.2.6. Pression air comprimé
Pression d’exercice: Mpa - [ Bar ] : 0.6 - [ 6 ]
Portée air : cum./h. : 0.5
Il est possible de régler la pression de l'air à l'intérieur de l'appareil à cylindres
par le biais d'un système de réglage spécial.
MI 101_4 DAVM -/ DAVM-Q Page 20/83
3. LEVAGE ET TRANSPORT
3.1 Poids de la machine
Poids net Poids brut Volume
APPAREIL A CYLINDRES Kg Kg m3
DAVM ∅ 250/ 800 2920 3230 6,50
DAVM ∅ 250/1000 3120 3430 7,26
DAVM ∅ 250/1250 3470 3820 8,15
DAVMQ ∅ 250/1000 quadruple 5652 6002 8,50
DAVMQ ∅ 250/1250 quadruple 6250 6652 9,40
3.2 Levage avec palan (Fig: 2.1 – 3.1)
L'appareil à cylindres est suspendu avec des câbles aux pitons appliqués sur
la carcasse. L'angle de levage doit être d'au moins de 60° pour ne pas
endommager le globe. La portée du palan doit être d'au moins 3.5 t.
IMPORTANT :
• Eviter de soulever la machine à l'extérieur lorsqu'il y a du vent.
• Ne jamais rester sous les charges suspendues.
• Ne pas monter sur la machine, ni charger de matériels durant le
levage.
• S'assurer que la machine n'est pas inclinée durant le levage.
3.3 Déplacement horizontal (Fig: 2.2 – 3.2)
L'appareil à cylindres peut être déplacé au moyen d'un support spécial, même
avec un chariot élévateur à fourche. Dans les zones étroites, il est possible de
faire glisser l'appareil à cylindres avec des supports spéciaux.
MI 101_4 DAVM -/ DAVM-Q Page 21/83
MI 101_4 DAVM -/ DAVM-Q Page 22/83
MI 101_4 DAVM -/ DAVM-Q Page 23/83
4 DIMENSIONS ET DONNEES TECHNOLOGIQUES
(voir dessins ci-dessous)
MI 101_4 DAVM -/ DAVM-Q Page 24/83
MI 101_4 DAVM -/ DAVM-Q Page 25/83
5 MONTAGE
5.1 Installation (Fig: 4.1 – 4.2)
La machine est montée sur quatre supports antivibratoires. Ces supports sont
montés sous le châssis de la machine.
Chaque coussinet est équipé d'un trou de montage de 18 mm.
La machine est fixée par le biais de ces trous avec des boulons et des écrous
M16x55 mm.
5.2 Commande de la machine
Types de transmission
- Arbres de transmission en ligne
- Moteur électrique individuel
5.3 Ligne de transmission (Fig: 5.1)
Dans ce cas, des poulies à gorge plates avec des courroies planes sont
utilisées. La tension de la courroie est au maximum de 2% et la largeur de la
courroie est de 100 mm.
5.4 Moteur électrique individuel (Fig: 5.2)
Le moteur avec la poulie à gorge est monté sur une glissière tendeur de
courroie fixée sur un support approprié et le mouvement est transmis par le
biais de courroies trapézoïdales.
5.5 Entrée du produit (Fig: 6.1 – 6.2)
Le tuyau d'entrée est monté au-dessus du globe en plexiglass et le diamètre peut
être, selon les exigences, de 120 mm ou de 150 mm. Des capteurs de niveau sont
installés sur du globe qui peuvent être tarés selon les exigences et le type de produit.
5.6 Sortie du produit (Fig: 6.1 – 6.2)
L'appareil à cylindres est équipé de deux trémies de déchargement qui durant le
transport restent fermées. La fermeture peut être ôté au montage en appliquant
des trémies de raccord à la tuyauterie.
MI 101_4 DAVM -/ DAVM-Q Page 26/83
5.7 Aspiration de mouture (Fig: 6.1 – 6.2)
En particulier, quand la vitesse de rotation des rouleaux de mouture lisses est
élevée, l'aspiration de l'intervalle entre les rouleaux est prévue par le biais les
conduits internes reliés à la trémie de déchargement puis au système
pneumatique en aspiration. Ce système garantit un flux régulier du produit vers
les rouleaux.
Quantité d'air mod. DAVM ∅250/ 800 mm: 3-5 m3/min.
Quantité d'air mod. DAVM ∅250/1000 mm: 4 - 7.3 m3/min.
Quantité d'air mod. DAVM ∅250/1250 mm: 5.2 - 9.1 m3/min.
5.8 Alimentation air comprimé
Pour activer ou désactiver les rouleaux et les clapets d'alimentation, l'air
comprimé est nécessaire.
Portée air : cum./h. : 0.5
Pression d’exercice : Mpa - [ Bar ] : 0.6 - [ 6 ]
Le système pneumatique est équipé d'un indicateur de pression à contacts
électriques.
Quand cet indicateur signale que la pression est inférieur à celle nécessaire, le
système s'arrête automatiquement.
5.9 Branchements électriques
A l'intérieur des parois latérales de l'appareil à cylindres, une boite de
dérivation est fixée d'où partent les câbles vers les différents points
d'utilisation à l'intérieur de la machine qui doit être alimentée à :
200÷240 V. – 50/60 Hz.
5.10 Branchement pneumatique
Des prises rapides se trouvent à l'intérieur des deux parois latérales pour le
branchement au réseau d'alimentation de l'air comprimé.
MI 101_4 DAVM -/ DAVM-Q Page 27/83
MI 101_4 DAVM -/ DAVM-Q Page 28/83
MI 101_4 DAVM -/ DAVM-Q Page 29/83
MI 101_4 DAVM -/ DAVM-Q Page 30/83
MI 101_4 DAVM -/ DAVM-Q Page 31/83
MI 101_4 DAVM -/ DAVM-Q Page 32/83
MI 101_4 DAVM -/ DAVM-Q Page 33/83
MI 101_4 DAVM -/ DAVM-Q Page 34/83
6 PRECAUTIONS ET SECURITE
6.1 Mise en marche
Ne pas mettre en marche la machine sans avoir précédemment lu ce manuel. Il
est conseillé de suivre les instructions fournies relatives au fonctionnement et à
la prévention des accidents.
6.2 Protections frontales
Les couvercles frontaux appliqués pour la protection des rouleaux
d'alimentation et des rouleaux de mouture servent à éviter d'éventuels incidents.
Ne pas enfiler les mains dans la fissure de mouture.
6.3 Disjoncteur général
La machine est équipée d'un disjoncteur général pour l'actionnement électrique
et d'un bouton d'arrêt d'urgence à utiliser uniquement en cas de problèmes.
6.4 Couvercles de protection
Il ne faut, en aucun cas, ôter les couvercles de protection installés sur la
machine. Au cas où ils seraient ôtés pour des opérations d'entretien, ils devront
être remontés avant la remise en marche de la machine.
6.5 Tôle de glissement produit
Les boulons de blocage des tôles de glissement du produit ne doivent être ni
desserrés ni ôtés durant le fonctionnement de la machine.
6.6 Carter latéraux
Les carter latéraux doivent restés fermés durant le fonctionnement de la
machine. Au cas où il serait nécessaire de les ouvrir pour un contrôle, il est
recommandé de les refermer immédiatement.
Ne jamais toucher les parties tournantes de la machine.
6.7 Sécurité anti-explosion
Effectuer les branchements de terre afin d'éviter des charges électrostatiques. Il
est recommandé de prendre toutes les précautions nécessaires afin d'éviter
toute explosion de poussières avant d'effectuer des opérations de soudures
près de la machine.
ATTENTION :
NE JAMAIS METTRE EN FONCTION L'APPAREIL A CYLINDRES AVEC LES
CARTER OUVERTS OU DEMONTES.
MI 101_4 DAVM -/ DAVM-Q Page 35/83
7 MISE EN MARCHE
7.1 Déplacement des protections
Les trémies de déchargement de la machine sont fermées durant le transport.
Les tôles de fermeture doivent être ôtées avant de mettre en fonction la
machine.
7.2 Opérations de nettoyage
Certaines parties ont été recouvertes d'une protection anti-rouille
temporairement pour le transport. L'eau chaude est suffisante pour l'éliminer.
Ne pas utiliser de solvant.
7.3 Lubrification préliminaire avant la mise en marche
Les parties de la machine ont été lubrifiées avant la livraison. Il est tout de
même conseillé d'effectuer un contrôle.
7.4 Définition de l'alimentation et contrôle (Fig: 7.2)
La distance entre le rideau et le rouleau d'alimentation en cas de fermeture sur
toute la longueur est de 1 mm. pour le passage de rupture et de 0,3 mm. pour
les passages lisses.
7.5 Pré-réglage et contrôle de la distance entre les rouleaux (Fig: 7.3)
L'espace entre les rouleaux est réglé en utilisant une lame métallique calibrée et
en agissant sur le volant de réglage. A la fin du réglage, les distances suivantes
sont obtenues :
1ème rupture distance : 0,7 mm
2ème rupture distance : 0,4 mm
3ème …. 5ème rupture distance : 0,3 mm
passages lisses distance : 0,3 mm
7.6 Pré-réglage et contrôle des brosses et des racloirs (Fig: 7.4)
Les lames du racleur se règlent par le biais d'une vis de fond jusqu'à toucher la
surface des rouleaux. La pression est réglée en réglant la position des
contrepoids. Régler la tension sur la chaîne d'ouverture et de fermeture et
contrôler son état. Quand les rouleaux de mouture séparent les brosses, elles
doivent se détacher des rouleaux.
7.7 Contrôle de la machine
La chambre d'alimentation doit être scrupuleusement nettoyée et ne doit
contenir aucun corps étrangers. Il est nécessaire de contrôler l'entrée et la sortie
en ôter éventuellement la tôle de fermeture.
MI 101_4 DAVM -/ DAVM-Q Page 36/83
7.8 Rouleaux d'alimentation – Mise en marche et arrêt (Fig: 7.1)
Contrôler le mouvement des rouleaux quand la machine commence à
fonctionner et vérifier la vitesse de rotation réglée par des capteurs dans le
globe.
Contrôler en même temps le rideau d'alimentation.
7.9 Réglage du rideau d'alimentation (Fig: 7.2)
L’ouverture et la fermeture du rideau d'alimentation sont commandées par un
piston pneumatique. Selon l'ouverture désirée, la distance du rouleau
d'alimentation se réglera automatiquement.
En règle général, cette distance est de 6 mm aux passages de rupture et de 2
mm aux passages de mouture.
7.10 Réglage de la distance entre les rouleaux (Fig: 8.1)
En regardant de face la machine, on peut remarquer des petits volants à droite
et à gauche, grâce auxquels la distance entre les rouleaux est réglée en
bougeant le rouleau postérieur.
La vis qui tient le volant fonctionne comme les aiguilles d'une montre et, après
l'avoir desserrer pour effectuer le réglage, elle devra être fixée sur un des quatre
points principaux, comme une montre (ex. 1200, 300, 600, 900).
7.11 Réglage des brosses et des racloirs (Fig: 7.4)
Des racloirs à lames et brosses sont utilisés pour le nettoyage des rouleaux.
Quand l'effet raclant diminue, régler la position des contrepoids ou nettoyer les
brosses.
La pression de la lame du racloir est réglée par le biais d'une vis à droite et une
à gauche jusqu'à toucher la surface des rouleaux et en bougeant la position des
contrepoids. La pression de la brosse doit être maintenue légère.
7.12 Mouture
Durant le premier mois de fonctionnement, il est normal de procéder aux
réglages comme indiqué ci-après :
Remarque Solution
La mouture est différente Régler la distance entre les rouleaux
Le produit n'est pas raclé Régler la pression du racloir
Il est nécessaire, outre à ce qui est écrit ci-dessus, de contrôler aussi
attentivement l'aspiration. Après un mois de fonctionnement, le réglage de la
machine doit resté stable.
MI 101_4 DAVM -/ DAVM-Q Page 37/83
7.13 Conduits d'aspiration
Des dépôts de poussières peuvent se former dans ces conduits internes ; dans
ce cas, il et nécessaire d'extraire le couvercle et de procéder au nettoyage puis
de remonter le couvercle.
7.14 Rouleaux de mouture
La mouture et l'état des rouleaux doivent être contrôlés en même temps.
Le réchauffement du rouleau doit être uniforme sur toute sa surface. Le
réchauffement des rouleaux doit être vérifier manuellement en soulevant le
couvercle antérieur. Si la cassure des cannelures des rouleaux se produit, cela
signifie que des particules métalliques et des cailloux peuvent se trouver dans le
produit.
Il est donc nécessaire d'installer un appareil magnétique à la première rupture;
s'il est déjà existant, en vérifier l'efficacité. Contrôler aussi l'efficacité de
l'épierreuse.
En cas d'abrasion anormale, il et nécessaire de vérifier les racloirs.
7.15 Roulements des rouleaux de mouture
Durant le premier mois de fonctionnement, il est nécessaire de contrôler
quotidiennement le réchauffement des roulements. L'huile, les joints,
l'étanchéité des roulements à bille sont capables de modifier le degré de
réchauffement.
Si les roulements ont longtemps travaillé à une température supérieure à 70°C,
il est nécessaire de les démonter et de les contrôler. La tolérance des
roulements doit être entre 0.030 et 0.050 mm. ; si ce n'est pas le cas, il serait
nécessaire de la corriger.
7.16 Brosses et racloirs rouleaux de mouture
Au moment du contrôle de la mouture, il est nécessaire de vérifier l'efficacité du
travail des brosses et des racloirs en intervenant éventuellement comme
précédemment indiqué.
7.17 Alimentation
Durant la mouture, il est nécessaire de contrôler aussi le système
d'alimentation. Le réglage doit être effectué de manière à ce que le produit se
mette uniformément le long des rouleaux d'alimentation.
7.18 Réglage de l'ouverture du rideau
Il faut régler simultanément, durant le contrôle du produit sur les rouleaux
d'alimentation, l'ouverture du rideau par le biais d'une tige du dispositif d'arrêt.
Il est aussi conseillé de contrôler l'ouverture durant le fonctionnement de la
machine.
MI 101_4 DAVM -/ DAVM-Q Page 38/83
7.19 Mise en marche et arrêt des rouleaux de mouture
Quand le processus de mouture commence et donc que le produit arrive dans
le globe, les capteurs en révèlent la présence et le rideau se lève
automatiquement, les rouleaux d'alimentation tournent et le rouleau postérieur
est poussé vers le rouleau antérieur. En cas d'absence de produit dans le
globe, les opérations inverses se produiraient. Durant ces phases, les
rouleaux de mouture seront toujours en mouvement.
7.20 Recherche des pannes
PROBLEME SOLUTION
L’alimentation est plus ou moins
Régler avec le dispositif d'arrêt
ouverte
Le produit n'est pas raclé Régler à nouveau la lame ou la brosse
1. Régler la distance intermédiaire du dispositif
d’alimentation
L'appareil à cylindres se couvre de 2. Régler les canaux d'aspiration
poussières 3. L’aspiration n'est pas suffisante ; il est nécessaire
de l'augmenter
4. Le racloir doit être nettoyé et réglé
Des ruptures sur les rayures se 1. Des corps étrangers se trouvent dans le produit
forment au niveau des rouleaux de
broyage cannelé 2. Contrôler l'aimant avant la première broyage
L’alimentation n'est pas réglée Régler la distance des capteurs dans le globe.
La machine ne se met ni en marche ni 1. Contrôler la pression du système pneumatique
s'arrête automatiquement 2. Contrôler l'efficacité des capteur dans le globe
Le mouvement de la came du support
Mettre de la graisse sur le goujon de la came
mobile n'est pas correct
1. Contrôler la pression de l'air comprimé
Le rouleau postérieur n'avance pas
2. Régler la limite de la pression avec le pressostat.
MI 101_4 DAVM -/ DAVM-Q Page 39/83
8. ETRETIEN
8.1. Programme d'entretien
ENTRETIEN CONTROLE
* Contrôle de la lubrification
Toutes les semaines * Relâcher la pression entre les rouleaux si la
température des supports est supérieure à 70°C
Tous les mois Régler l'alimentation
2 mois après la mise ne * Contrôler la tension des courroies
marche
* Vérifier la lubrication des médias tels que décrits
dans le chapitre de lubrification
Tous les trois mois * Contrôler la tension des courroies
* Substituer les courroies endommagées
* Contrôler la rayure des rouleaux et la substituer si
nécessaire
* Remplacer le moteur à l’huile et lagraisse les
Une fois par an leviers comme indiqué dans le chapitre de
lubrification
* Contrôler le serrage de tous les écrous et de tous
les boulons
8.2. Entretien du moteur de commande individuel
VERIFIER LES CONDITIONS GENERALES DU MOTEUR EN SUIVANT LES
INDICATIONS DU CONSTRUCTEUR.
8.3. Nettoyage des brosses et des racloirs
Racleur Il n'a besoin d'aucun entretien , mais uniquement d'un contrôle
mensuel afin d'en vérifier l'usure
Brosses: vérifier toutes les semaines leur efficacité et leur état d'usure.
8.4. Contrôles des rouleaux
Le bombage des rouleaux lisses doit être contrôlé et éventuellement refait.
Le cannelage des rouleaux des passages de broyage doit être vérifié et
éventuellement refait.
MI 101_4 DAVM -/ DAVM-Q Page 40/83
8.5. Entretien périodique
POS. DESCRIPTION 1er CONTRÔLES
CONTRÔLE SUCCESSIFS
HEURES HEURES
1 Contrôle tension courroie de renvoi 2000 4000
2 Contrôle tension courroies moteurs principaux 2000 4000
3 Contrôle température et niveau de bruit des 4000
roulements
4 Contrôle usure des brosses et racloirs nettoyage 4000
des rouleaux
5 Contrôle usure chaînes détachement brosses et 4000
racloirs
6 Contrôle denture rouleaux de broyage 4000
7 Contrôle et nettoyage chambre d’alimentation 4000
8 Contrôle mouvement libre soupape 4000
d’alimentation
9 Contrôle niveau d’huile du motoréducteur 4000
MI 101_4 DAVM -/ DAVM-Q Page 41/83
9. REMPLACEMENT DES ROULEAUX :
La remplacement des rouleaux de cette machine est très simple et se fait
rapidement. Il suffit de suivre les instructions fournies ci-après :
IMPORTANT ! Accomplir cette opération uniquement avec la machine à
l'arrêt. S'assurer qu'il est impossible d'actionner aucun cas, par
inadvertance, le moteur du cylindre de mouture.
9.1 Procédure pour remplacement des rouleaux (Fig: 9.1 – 9.2 – 9.3 – 9.4)
1. Oter les carter latéraux.
2. Mettre la partie supérieure des carter latéraux en position ouverte.
3. Ouvrir et bloquer le carénage principal antérieur.
4. Démonter la poulie à gorge.
5. Démonter la barre de jointure supérieure entre les deux supports.
6. Oter les deux boulons de fixation du support fixe.
7. Extraire le rouleau antérieur.
8. Démonter les côtés latéraux situés entre les deux rouleaux.
9. Démonter les quatre vis des couvercles du support mobile puis démonter
les demi-carter antérieurs du support mobile.
10. Extraire le rouleau postérieur.
11. Démonter tous les éléments des rouleaux tels les supports, les
roulements à billes, etc… (il est conseillé d'effectuer cette opération en
atelier).
9.2 Démontage et montage des supports fixes et mobiles
(Fig: 9.1 – 9.2 – 9.3 – 9.4)
1. Oter les vis du couvercle de blocage du roulement
2. Extraire le couvercle antérieur
3. Extraire le support du roulement par le biais de l'extracteur mécanique
4. Extraire les roulements par le biais de la pompe hydraulique
Remarque : L’opération de montage s'effectue en suivant les opérations en
sens inverse par rapport à ce qui est indiqué, en faisant
particulièrement attention durant la phase de remontage au jeu
des roulements, en suivant les indications suivantes :
a) Introduire le roulement
b) Mesurer à l'aide d'un calibre d'épaisseur le jeu entre les roulements
orientables à rouleaux dans la partie supérieur du roulement en réduisant
ainsi le jeu en serrant les frette de blocage de les roulements à 1/3 de la
valeur relevée avec le calibre d'épaisseur. Cette opération est effectuée au
cours du remontage de tous les autres roulements.
MI 101_4 DAVM -/ DAVM-Q Page 42/83
MI 101_4 DAVM -/ DAVM-Q Page 43/83
MI 101_4 DAVM -/ DAVM-Q Page 44/83
MI 101_4 DAVM -/ DAVM-Q Page 45/83
COUPLES DE SERRAGE
Pour boulons et vis
TABLEAU RÉCAPITULATIF
Pré-charges P et moments de serrage M
Pour les écrous et les vis avec filetage métrique ISO au profil triangulaire pas gros
En fonction du diamètre nominal et de la classe de résistance UNI
M=KxDxP P = 0,7 x Rs x Sr
1000
K a été calculé en considérant un coefficient de frottement entre les surfaces en contact de 0,14
d Sr k Ch 4.8 5.8 8.8 10.9 12.9
Nominal Sect.. Clé 0,7 Rs = 224 0,7 Rs = 280 0,7 Rs = 448 0,7 Rs = 630 0,7 Rs = 756
P M P M P M P M P M
mm mm² mm N Nm N Nm N Nm N Nm N Nm
3 5.03 0.198 5,5 1130 0.67 1400 0.84 2550 1.5 3170 1.9 3800 2.3
4 8.78 0.195 7 1970 1.5 2500 1.9 3930 3.1 5530 4.3 6640 5.2
5 14.2 0.189 8 3180 3 4000 3.8 6360 6 8950 8.5 10700 10.1
6 20.1 0.192 10 4500 5.2 5600 6.5 9000 10.4 12700 14.6 15200 17.5
8 36.6 0.188 13 8200 12.3 10250 15.4 16400 24.6 23100 34.7 27700 41.6
10 58 0.193 17 13000 25.1 16200 31.3 26000 50.1 36500 70.5 43900 84.6
12 84.3 0.187 19 18900 42.4 23600 53 37800 84.8 53000 119 63700 143
14 115 0.187 22 25800 67.4 32200 84.3 51500 135 72500 190 86900 228
16 157 0.182 24 35200 102 44000 128 70300 205 98900 288 119000 346
18 192 0.183 27 43000 142 53800 177 86000 283 121000 398 145000 478
20 245 0.182 30 54900 200 68600 250 110000 400 154000 562 185000 674
22 303 0.178 32 67900 266 84800 332 136000 532 191000 748 229000 897
24 353 0.182 36 79100 345 98800 432 158000 691 222000 971 267000 1170
27 459 0.182 41 103000 505 129000 631 206000 1010 289000 1420 347000 1700
30 561 0.182 46 125000 686 157000 857 251000 1370 353000 1930 424000 2310
MI 101_4 DAVM -/ DAVM-Q Page 46/83
10. PARTIE ELECTRIQUE
10.1 Schéma électrique
DESCRIPTION CARACTERISTIQUES TYPE
INVERTER TELEMECANIQUE 0,75 KW 200/240V – 50/60HZ ALTIVAR 31
CAPTEUR CAPACITIF TC 22 - 24 VOLT LEKTRA
PANNEAU TOUCH SCREEN 5,4 INCH RESISTIVE TOUCH UNIOP -ETOP
ETOP 05 24VDC
Voir schémas annexés
MI 101_4 DAVM -/ DAVM-Q Page 47/83
MI 101_4 DAVM -/ DAVM-Q Page 48/83
MI 101_4 DAVM -/ DAVM-Q Page 49/83
MI 101_4 DAVM -/ DAVM-Q Page 50/83
10.2 Indicateur compact de niveau capacitif
La sonde TC-22 peut être étalonnée respectivement au niveau 0% et 100%
en mémorisant électroniquement les capacités correspondantes; pendant le
fonctionnement normal, le "Mode LED" clignote.
Pour étalonner 0% (4mA) prédisposer le niveau réel sur 0%.
Pousser simultanément les boutons P1 et P2, les relâcher, et vérifier que le
"Mode LED" reste constamment allumé; pousser deux fois P1, la mesure du
niveau 0% est associée à 4mA; pousser simultanément P1 et P2 pour
retourner dans la condition de mesure en vérifiant que le "Mode LED "
clignote.
Pour étalonner 100% (20mA) prédisposer le niveau réel à 100%
Pousser simultanément les boutons P1 et P2, les relâcher et vérifier que le
"Mode LED" reste constamment allumé; pousser deux fois P2, la mesure du
niveau 100% est associée à 20mA; pousser simultanément P1 et P2 pour
retourner dans la condition de mesure en vérifiant que le "Mode LED" clignote.
N.B.: l'étalonnage peut être effectué aussi à partir du tableau touch screen
10.3 Panneau installé sur la machine
PAGE PRINCIPALE
Messages de fonctionnement
− Arrêté : La commande à distance d'affectation distribution manque.
− Distribution en attente: Il indique que l'affectation à distance est active mais la
distribution est arrêtée car le niveau du produit dans le globe est inférieur au
minimum, donc en attente d'arrivée de produit pour redémarrer.
− Local: Il indique que le mode de fonctionnement local a été sélectionné.
− A distance: Il indique que le mode de fonctionnement à distance a été
sélectionné.
− Broyage actif : Il indique que la distribution est en train de fonctionner.
MI 101_4 DAVM -/ DAVM-Q Page 51/83
Grandeurs visualisées:
− Pourcentage d'absorption moteur : avec le moteur en marche l'écran affiche
l'absorption exprimée en pourcentage sur les ampères indiqués sur la plaquette
du moteur. L'installation d'un transformateur ampèremétrique sur le tableau
électrique général se rend nécessaire.
− Tours des rouleaux d'alimentation : la vitesse du rouleau d'alimentation est
indiquée en tours par minute selon le niveau du produit dans le globe.
− Niveau produit : le niveau de produit dans le globe est exprimé en pourcentage
de la partie de la sonde recouverte.
SET UP (Saisie des paramètres de travail)
En entrant dans les sous-menus, il est possible de modifier les paramètres en
cliquant sur la valeur de gauche. La valeur de droite entre parenthèse, est la
confirmation de la part du PLC que la donnée saisie a été mémorisée.
Sur cette page il est possible de changer la langue d'interface en agissant sur les
touches [+] et[ -].
DONNEES INVERTER:
− Valeur fréquence minimale inverter (de base 20Hz.)
Elle fixe la vitesse minimale des rouleaux d'alimentation en correspondance du
niveau minimum dans le globe. Il est possible d'introduire une valeur comprise
entre 0 et 100. Nous conseillons de ne pas descendre en dessous des 10-15 Hz
(selon le passage) pour ne pas avoir de fréquentes alarmes inverter dues à la
surcharge du moteur.
− Valeur fréquence maximale inverter (de base 35Hz.)
Elle fixe la vitesse maximale des rouleaux d'alimentation en correspondance du
niveau maximum dans le globe. Il est possible d'introduire une valeur comprise
entre 0 et 100. Nous conseillons de ne pas aller au-delà de 70 Hz pour ne pas
avoir de fréquentes alarmes inverter dues à la surcharge du moteur.
− Tours nominaux motoréducteur (de base 91 ou 182Hz.)
C'est la valeur nominale des tours du motoréducteur à la fréquence de 50Hz
nécessaire pour un calcul correct des tours des rouleaux d'alimentation.
MI 101_4 DAVM -/ DAVM-Q Page 52/83
DONNEES MOTEUR PRINCIPAL
− Courant primaire TA = transformateur ampèremétrique ( de base 100A )
Il correspond à la valeur primaire du transformateur ampèremétrique installé sur
le tableau général.
− Absorption nominale moteur des cylindres de broyage
Elle correspond à la donnée mentionnée sur la plaquette du moteur.
Elle permet de visualiser pendant le travail, l'absorption du moteur exprimée en
pourcentage par rapport aux ampères maximaux indiqués sur la plaquette.
− Limite alarme max. absorption des cylindres de broyage (de base 90%)
Il fixe la "limite d'attention" d'absorption moteur lorsque un signal de pré-alarme
est donné.
DONNEES NIVEAU
− Valeur limite débrayage alimentation (de base 20%)
Elle fixe le niveau le plus bas du produit dans le globe, en général correspondant
à 20% de la sonde. Lorsque le niveau dans le globe descend au-dessous de
cette limite, la distribution du produit s'arrête.
− Valeur limite d'embrayage alimentation (de base 40%)
Elle doit être supérieure à celle du niveau de débrayage avec une valeur
d'équilibre qui permette d'atteindre rapidement une situation d'équilibre en évitant
des actions d'embrayage-débrayage fréquentes ou le remplissage du globe.
− Valeur limite maximum niveau sonde (de base 80%)
Elle permet de fixer le champs de variation des tours d'alimentation sur toute la
longueur de la sonde ou sur une partie uniquement.
− Valeur pour niveau d'alarme globe plein (de base 95%)
C'est le niveau de la sonde où le signal d'alarme pour produit au-dessus du
niveau maximal s'enclenche.
MI 101_4 DAVM -/ DAVM-Q Page 53/83
SETUP NIVEAU
Depuis cette page il est possible, à l'aide des commandes prévues à cet effet,
d'effectuer l'étalonnage de la sonde du globe sans devoir accéder au
convertisseur contenu dans la boîte électrique du PLC.
Pour étalonner le zéro il faut appuyer sur la touche [SET MINIMUM] et la relâcher
seulement après qu'elle soit devenue noire.
Pour étalonner le 100% il faut appuyer sur la touche [SET MAXIMUM] et la
relâcher seulement après qu'elle soit devenue noire
Sur cette même page il y a une touche [PAUSE] qui permet d'arrêter la
distribution, ainsi le niveau du produit du globe monte ce qui facilite l'opération
d'étalonnage du niveau maximum
Sur les machines ayant un seul niveau pour les deux côtés, cette page donne les
mêmes effets sur les deux panneaux touch screen et la pause arrête les deux
distributeurs.
GRAPH page des graphiques
Sur cette page est visualisé le graphique des courbes de fonctionnement des
niveaux, les tours du moteur de distribution et l'absorption du moteur principal.
Cette fonction peut être utile pour un réglage précis des paramètres de
fonctionnement.
MAN page des commandes en mode manuel
Avec la touche [REM\LOC] il est possible de passer du fonctionnement
automatique (remote) au fonctionnement en mode local et vice-versa.
Une fois passé au mode local il est possible d'activer ou de désactiver le broyage
grâce aux touches [START] et [STOP] indépendamment du niveau du produit
dans le globe.
En mode local la distribution fonctionne à une vitesse fixe imposée (voir la
notice).
Pour activer les commandes en mode local, la machine doit toutefois
recevoir du tableau principal, le signal d'affectation.
MI 101_4 DAVM -/ DAVM-Q Page 54/83
MANUT page de l'état d'entretien de la machine
Sur cette page sont visualisés :
• le compteur total de mouture effective exprimée en jours
• le compteur partiel en heures
• l'état d'entretien en bar graph.
En appuyant la touche [RESET COMPTEUR PARTIEL] le compteur partiel est
mis à zéro et l'état d'entretien reporté à 100%.
Lorsque l'état d'entretien atteint 0%, le message "entretien à effectuer" est
visualisé sinon c'est le message "entretien OK" qui apparaît. Le 100% d'entretien
correspond à 2880 heures (4 mois) de mouture effective, soit de distribution en
marche et rouleaux embrayés.
ALL page des alarmes
Si sur le panneau opérateur le led rouge situé au-dessus du symbole "attention"
est allumé, cela signifie qu'une ou plusieurs alarmes sont présentes.
Il est possible de visualiser les alarmes présentes avec la date et l'heure en
appuyant sur la touche [ALL] qui se trouve sur la page principale. Les alarmes
possibles sont :
− Bouton d'urgence: le bouton-poussoir (champignon) enfoncé bloque le moteur
des cylindres de broyage et arrête l'alimentation. La remise en marche se fait en
débloquant le bouton-poussoir.
− Anomalie inverter : elle constate l'état de l'anomalie et l'arrêt de l'inverter. Elle
doit être gérée par l'arrêt du moteur des cylindres de broyage et des rouleaux
d'alimentation. La remise en marche se fait en ôtant la tension à l'inverter.
− Attention absorption moteur: le moteur des rouleaux principaux a dépassé la
limite maximale d'absorption préfixée.
− Absorption maximale moteur: le moteur des rouleaux principaux a dépassé les
ampères indiqués sur la plaquette. Il est arrêté avant l'intervention de la protection
thermique.
− Pistons pas en position: les pistons d'embrayage des rouleaux n'ont pas
atteints la position prévue à cause d'une panne due à une pression insuffisante
du circuit pneumatique.
Tous les signaux d'alarme et leur désactivation peuvent être gérés à partir d'un
contrôle général du moulin en utilisant les contacts électriques ou la communication
profibus. Pour reconnaître et ne pas effacer les alarmes il faut appuyer la touche
[ACK].
Pour désactiver les alarmes il faut appuyer sur la touche [RESET]. S'il n'y a plus
d'alarme, l'écran revient automatiquement à la page principale, autrement il faut
appuyer sur la touche[<<].
Il n'est pas possible d'accéder à la page si aucune alarme n'est présente.
MI 101_4 DAVM -/ DAVM-Q Page 55/83
10.4 Inverter
Paramètres réglés sur l'inverseur ATV31HU11M2
• ACC : 5 s rampe d’accélération
• DEC : 1,8 s rampe de décélération
• DRN : ON marche progressive en cas de sous-tension d’alimentation
• FLR : ON reprise au vol
• HSP : 100 Hz vitesse maximale
• ITH : 3,9A courant nominal moteur
• RSF:LI6 remise à zéro alarmes inverseur ;
• SP2 : 50 Hz vitesse préétablie
• STT : arrêt à roue libre
• TFR : 110 Hz vitesse limite
Les autres paramètres sont ceux par défaut.
Per eventuali variazioni di parametri, consultare il manuale dell'apparecchio.
MI 101_4 DAVM -/ DAVM-Q Page 56/83
10.5 Données d'alimentation
10.5.1 Données d'alimentation 230V ac
Tension du réseau 200....240V ±10%
Fréquence du réseau 47...63Hz
Facteur de puissance ≥ 0,75
Puissance nominale active 2,15kW
Courant nominal à 230V 13,5A
Protections conseillées fusibles 20A caract. gL/gG ou interrupteur coude C 20°
10.5.2 Données alimentations 24Vdc
Tension nominale 24V ±10%
Courant absorbé à 24Vdc 1A + courant sorties de signalisation
Courant maximal de pointe 4A
10.5.3 Auxiliaires
Portée contacts urgences appareils à cylindres 0,55A/24Vdc-3A/24Vac max
50Vac/dc
Entrée affectation 24Vdc 5mA
Sorties signalisation 24Vdc 0,5A max
Entrées analogiques 4-20mA
N.B:
Le négatif des entrées et des sorties à 24 V dc et le négatif des entrées
analogiques, sont communs au négatif d'alimentation.
MI 101_4 DAVM -/ DAVM-Q Page 57/83
10.6. Communication Profibus
Le PLC est prédisposé pour une communication en réseau à un niveau supérieur du
type RS485 avec protocole Profibus DP-slave.
Pour la réalisation d'un réseau Profibus il faut se référer aux livrets d'instructions de
modèle standard.
L'adresse du réseau est enregistrée par les deux sélecteurs rotatifs placés juste sous
le connecteur de réseau DP.
Les signaux échangés à travers le réseau sont illustrés dans les tableaux ci-après.
TYPE VALEURS
PLACE IDENTIF. TYPE
ADRESSE BIT DE DESCRIPTION POSSIBLE CORRESP.
CONNECTEUR DP DE DONNEE
FCHE S
Niveau globe au-dessus
1 65 BYTE A désigner 0 INPUT 0-1 (BIN)
limite d'alarme côté A
Bouton d'urgence enfoncé
1 0-1 (BIN)
côté A
2 Anomalie inverter côté A 0-1 (BIN)
Absorption rouleaux au-delà
3 0-1 (BIN)
de 100% côté A
Dépassement limite
4 d'attention absorption 0-1 (BIN)
rouleaux principaux A
Alarme position non correcte
5 des errata pistons rouleaux 0-1 (BIN)
principaux A
Distribution en
6 0-1 (BIN)
fonctionnement local côté A
7 Mouture active côté A 0-1 (BIN)
Machine en phase de vidage
2 65 BYTE A désigner 0 INPUT 0-1 (BIN)
côté A
1 Distribution arrêtée côté A 0-1 (BIN)
Distribution en attente de
2 0-1 (BIN)
produit côté A
Essai rouleaux principaux
3 0-1 (BIN)
côté A
Distribution en marche locale
4 0-1 (BIN)
côté A
5 PAS UTILISE 0-1 (BIN)
6 PAS UTILISE 0-1 (BIN)
7 PAS UTILISE 0-1 (BIN)
Niveau globe au-dessus de la
3 65 BYTE A désigner 0 INPUT 0-1 (BIN)
limite d'alarme côté B
Bouton d'urgence enfoncé
1 0-1 (BIN)
côté B
2 Anomalie inverter côté B 0-1 (BIN)
Absorption rouleaux au-delà
3 0-1 (BIN)
du 100% côté B
MI 101_4 DAVM -/ DAVM-Q Page 58/83
Dépassement limite
4 d'attention absorption 0-1 (BIN)
rouleaux principaux B
Alarme position non correcte
5 des pistons des rouleaux 0-1 (BIN)
principaux côté B
Distribution en
6 0-1 (BIN)
fonctionnement locale côté B
7 Mouture active côté B 0-1 (BIN)
Machine en phase de vidage
4 65 BYTE A désigner 0 INPUT 0-1 (BIN)
côté B
1 Distribution arrêtée côté B 0-1 (BIN)
Distribution en attente de
2 0-1 (BIN)
produit côté B
Essai rouleaux principaux
3 0-1 (BIN)
côté B
Distribution en marche locale
4 0-1 (BIN)
côté B
5 PAS UTILISE 0-1 (BIN)
6 PAS UTILISE 0-1 (BIN)
7 PAS UTILISE 0-1 (BIN)
5 129 BYTE A désigner 0 OUTPUT Abilitation distribution côté A 0-1 (BIN)
1 Vidage côté A 0-1 (BIN)
2 Vidage côté B 0-1 (BIN)
3 Reset alarmes 0-1 (BIN)
4 Abilitation distribution côté B 0-1 (BIN)
5 PAS UTILISE 0-1 (BIN)
6 PAS UTILISE 0-1 (BIN)
7 PAS UTILISE 0-1 (BIN)
Absorption rouleaux 0....32767
6 1AE WORD A désigner INPUT 0....100%
principaux côté A (DEC)
0....nbe max.
Vitesse de rotation rouleaux 0....32767 tours distribution
7 1AE WORD A désigner INPUT
de distribution côté A (DEC) appareils à
cylindres
0....32767
8 1AE WORD A désigner INPUT Niveau globe côté A 0....100%
(DEC)
Absorption rouleaux 0....32767
9 1AE WORD A désigner INPUT 0....100%
principaux côté B (DEC)
0.... ....nbe max.
vitesse de rotation rouleaux 0....32767 tours distribution
10 1AE WORD A désigner INPUT
de distribution côté B (DEC) appareils à
cylindres
0....32767
11 1AE WORD A désigner INPUT Niveau globe côté B 0....100%
(DEC)
MI 101_4 DAVM -/ DAVM-Q Page 59/83
10.7. Description des branchements électriques
BORNIER X1
Le bornier X1 est situé sur le côté B de la machine, entre les inverseurs des
distributions.
L : Phase d’alimentation 200-240 Vca
N : Neutre alimentation 200-240 Vca
pe: mise à la terre
BORNIER X2
Le bornier X2 est situé entre le PLC et les émetteurs des sondes capacitives dans le
boîtier côté A de la machine
+24V : positif alimentation 24 Vcc parties électroniques de la machine
0V : négatif alimentation 24 Vcc parties électroniques de la machine
pe : mise à la terre
1-2: contact libre potentiel NF du bouton d’urgence côté A de la machine
ce contact doit être utilisé pour interrompre les rouleaux de broyage côté
A et l’alimentation 200-240 Vca
3-4: contact libre potentiel NF du bouton d’urgence côté A de la machine
5-6: contact libre potentiel NF du bouton d’urgence côté A de la machine
ce contact doit être utilisé pour interrompre les rouleaux de broyage côté
A et l’alimentation 200-240 Vca
7-8: contact libre potentiel NC du bouton d’urgence côté B de la machine
9: entrée +24V activation du broyage côté A (cette entrée est également
disponible à l’aide de la communication profibus)
10: entrée +24V activation du broyage côté B (cette entrée est également
disponible à l’aide de la communication profibus)
11: entrée +24V remise à zéro alarmes (cette entrée est également
disponible à l’aide de la communication profibus)
12: sortie +24V pour signalisations côté A : off=distribution arrêtée
on=distribution en marche
clignotant=cumulatif alarmes
13: sortie +24V pour signalisations côté B : off=distribution arrêtée
on=distribution en marche
clignotant=cumulatif alarmes
REMARQUES : Celui commun des entrées et des sorties est le même que le
négatif de l’alimentation en 24 Vcc.
MI 101_4 DAVM -/ DAVM-Q Page 60/83
10.8 Broyage avec dispositifs électroniques en panne
Si certains dispositifs électroniques, tels que les sondes ou le PLC, ne travaillent pas
correctement, la machine peut travailler en mode de réserve. Un sélecteur se trouve
tout près du bornier X1.
Quand ce sélecteur est tourné, la distribution fonctionne à la vitesse fixe et les
rouleaux de broyage se mettent en position de travail
Quand ce mode de fonctionnement est utilisé, il est nécessaire de faire
attention pour éviter les dommages mécaniques éventuels de la machine
MI 101_4 DAVM -/ DAVM-Q Page 61/83
LUBRIFICATION
MI 101_4 DAVM -/ DAVM-Q Page 62/83
11 LUBRIFICATION
Pos. PIÈCE TYPE DE Q.TÉ (g.) REMPLISS
LUBRIFIANT AGE
AU BOUT
DE
(HEURES)
A Système de Graisse XM2 ou EP2 10 8500
leviers
B Supports Graisse XM2 ou EP2 20 4000
C Supports Graisse XM2 ou EP2 80 4000
D Motoréducteur Huile synthétique -- 8500
ISO VG 680 (vidange)
Tableau 1
Utiliser les lubrifiants reportés dans le tableau 1. Dans le cas contraire, vérifier si les
produits à utiliser sont compatibles sur le tableau de comparaison
La graisse doit éventuellement être ajoutée à l’aide des graisseurs prévus à cet
effet quand la machine est arrêtée.
Ne pas injecter trop énergiquement la graisse pour ne pas abîmer les joints
d’étanchéité.
MI 101_4 DAVM -/ DAVM-Q Page 63/83
DAVM
MI 101_4 DAVM -/ DAVM-Q Page 64/83
DAVM-Q
MI 101_4 DAVM -/ DAVM-Q Page 65/83
TABELLA - TABLE – TABLA L-101
CARATTERISTICHE DEI LUBRIFICANTI
CHARACTERISTICS OF LUBRICANTS
CARACTERISTIQUES LUBRIFIANTS
CARATERISTICAS LUBRIFICANTE
Organi da lubrificare Lubrificante Gradazione
Part to be lubricated Lubricant Grade °E Clas. SAE
Parties a lubrifier Lubrifiant Degre 50°C
Organos para lubrificar Lubrificante Gradacion
- Sistemi idraulici - Lubrificatori circuiti Motoriduttore
pneumatici - Comandi e circuiti oleodinamici. Gears Motor
- Hydraukic system - Air lubricators - Pneumatic Moteur Bofte
control and oildynamics circuits. Motor Cambios
- Sistemes hydrauliques - Graisseur reseau Olio VG 10 1,7 5 W 70W
pneumatiques - Controls et circuits huile Oil 10W 70W
dynamique Huile VG 32 3 15 W 70W
- Sistemas hydraulicos - Lubrificacion circuitos Aceite 20W 70W
pneumaticos - Mandos y circuitos oleodinamicos. VG 68 6 25W 80W
Caratteristiche: Olio minerale dotato di elevate proprietà di protezione contro la corrosione e di resistenza all’ossidazione.
Specifications: High quality mineral oil with wear and oxidation resistant proprieties.
Caractéristiques: Huile de qualité élevée résistante a l’oxydation.
Caracteristicas: Aceite mineral dotado de elevadas propriedades de protection contra la corrosion y de resistencia a la oxidacion.
Organi da lubrificare Lubrificante Gradazione
Part to be lubricated Lubricant Grade °E Clas. SAE
Parties a lubrifier Lubrifiant Degre 50°C
Organos para lubrificar Lubrificante Gradacion
VG 100 8 30 85W
- Ingranaggi - Riduttori - Compressori Olio VG 150 12 40 90W
- Gears Reducers - Blowers - Compressors Oil VG 220 16 50 90W
- Engranages - Reducteurs - Compresseur Huile VG 320 24 90
- Engranajes - Reductores - Compresores Aceite VG 460 33 140
VG 680 47 140
Caratteristiche: Olio raffinato dotato di proprietà di resistenza all’ossidazione corrosione ed usura e avente potenziate capacità di resistenza
ai carichi.
Specifications: Top quality refined mineral oil with special anti-wear and oxydation additive. High load bearing capacity.
Caractéristiques: Huile de qualité élevée résistante a l’oxydation avec additif antiusure spécial haute capacité portante.
Caracteristicas: Aceite refinado dotado de propriedad de resistencia a la oxidacion corrosion y desgaste con potenciadas capacidades de
resistencia a las cargas.
Organi da lubrificare / Part to be lubricated Lub. Tipo Clas. Note/Notes/Notas
Parties a lubrifier / Organos para Type
- Tutti gli organi lubrificati a grasso Grasso/Grease XM 2 NLGI 2 *
- Grease lubricated parts Graisse / Grasa
- Paritas lubrifiees par graisse
- Todos los organos lubricados con grasa Long Life XP **
-* Caratt. Grasso multifunzionale a base di litio con elevato punto di goccia. Penetrazione lavorata ASTM dmm. 265-295
-* Specif. Multi purpose grease lithium base, of high mechanical stability, and high dropping point. ASTM dmm. 265-295.
-* Caract. Graisse polyvalente au lithium a élevée stabilité mécanique avec caractéristiques anti oxydantes ASTM dmm. 265-295.
-* Caract. Grasa multifuncional a base de litio con elevado punto de gota. Penetracion elaborada ASTM dmm. 265-295.
- ** Caratt. Grasso speciale ad alta prestazione per cuscinetti a rotolamento ad alto numero di giri con carico e temperature maggiori.
- ** Specif. High quality special grease for high revolution (rpm) bearings with heavy load and temperatures.
- ** Caract. Graisse a qualité élevée pour roulements avec haut n° de tours et avec charge et températures majeurs.
- ** Caract. Grasa especial de alta prestacion para cjinetes a envolvimiento a alto numero de rpm con carga y temperadures mayo
ISO 3448 VG…= Valore medio della viscosità cinematica mm2/s (cSt) Medium value of kinematic viscosity mm2/s (cSt) a 40°C.
Cinématique valeur mm2/s (cSt) a 40°C. Valor medio de la viscosidad cinematica mm2/s (cSt) a 40°C.
MI 101_4 DAVM -/ DAVM-Q Page 66/83
TABELLA DI COMPARAZIONE
COMPARISON CHART
TABLE DE COMPARAISON
TABLAS COMPARATIVAS
LUBRIFICANTE GRADAZIONE
LUBRICANT GRADE
LUBRIFIANT DEGRE' AGIP BP CHEVRON ESSO FINA
LUBRIFICANTE GRADACION
ISO 3448
VG 10 OSO10 Energol HP 10 EP Hydraulic Spinesso 10 Hydran 10
OIL 10
VG 32 OSO 32 Energol HP 32 EP Hydraulic Nuto H 32 Hydran 32
OIL 32
VG 68 OSO 68 Energol HP 68 EP Hydraulic Nuto H 68 Hydran 68
OIL 68
OLIO VG 100 Blasia 100 Energol NL Gear Spartan Giran 100
GR XP 100 Compund 100 EP100
OLI VG 150 Blasia 150 Energol NL Gear Spartan Giran 150
GR XP 150 Compund 150 EP 150
HUILE VG 220 Blasia 220 Energol NL Gear Spartan Giran 220
GR XP 220 Compund 220 EP 220
ACEITE VG 320 Blasia 320 Energol NL Gear Spartan Giran 320
GR XP 320 Compund 320 EP 320
VG 460 Blasia 460 Energol NL Gear Spartan Giran 460
GR XP 460 Compund 460 EP 460
VG 680 Blasia 680 Energol NL Gear
GR XP 680 Compund 680
(standard)
Tipo XM2
Type XM2 GRMU EP2 Energrease LS2 Duralith Beacon EP2 Marson
Type XM2 Grease EP2 EPL2
Tipo XM2 GRLP 2 Greaseltx 2
GRASSO
GREASE (long life)
GRAISSE Tipo XP
GRASA Type XP Rocol HT Energrease
Type XP LS2 EP
Tipo XP BRB 1200 Grease LTX 2 EP
LUBRIFICANTE GRADAZIONE
LUBRICANT GRADE
LUBRIFIANT DEGRE' KLUBER MOBIL SHELL TEXACO TOTAL
LUBRIFICANTE GRADACION
ISO 3448
VG 10 Crucolan 10 Mobil DTE 21 Tellus OIL C10 Rando OIL HD 10 Azolla ZS15
VG 32 Airpress 32 Mobil DTE 24 Tellus OIL 32 Rando OIL HD 32 Azolla ZS32
VG 68 Lamora 68 Mobil DTE 26 Tellu OIL 68 Rando OIL HD 68 Azolla ZS68
OLIO VG 100 Lamora 100 Mobil DTE 27 Omala OIL 100 Meropa 100 Carter EP 100
OLI VG 150 Lamora 150 Mobilgear 629 Omala OIL 150 Meropa 150 Carter EP 150
HUILE VG 220 Lamora 220 Mobilgear 630 Omala OIL 220 Meropa 220 Carter EP 220
ACEITE VG 320 Lamora 320 Mobilgear 632 Omala OIL 320 Meropa 320 Carter EP 320
VG 460 Lamora 460 Mobilgear 634 Omala OIL 460 Meropa 460 Carter EP 460
VG 680 Lamora 680 Mobilgear 636 Omala OIL 680 Meropa 680 Carter EP 680
(standard)
Tipo XM2
Type XM2 Centoplex Mobilux 2 Alvania Multifak Multis
Type XM2 EP2 grease R 2 EP2 EP2
Tipo XM2
GRASSO
GREASE (long life)
GRAISSE Tipo XP Staburags Glygoyle Tivela Carter
GRASA Type XP NBU4 MF grease 00 compund A SY 00
Type XP Staburags
Tipo XP NBU12/300 kp
MI 101_4 DAVM -/ DAVM-Q Page 67/83
MI 101_4 DAVM -/ DAVM-Q Page 68/83
PIECES DE RECHANGE
ATTENTION
La machine atteint les meilleures de performance et de durée si l’on utilise les pièces de rechange
originales de notre fournitur.
Si des composants non originaux sont utilisés, Mill Service s.r.l. décline toute responsabilité en cas de
prestations de performance inférieures à celles prévues, de rupture et de sécurité insuffisante dans
l’emploi de la machine.
MI 101_4 DAVM -/ DAVM-Q Page 69/83
12. PIECES DE RECHANGE
12.1. Commande
Pour commander une pièce de rechange, il est nécessaire de communiquer les
données suivantes de recherche sur la plaque MS appliquée sur la machine :
1- Type de machine (Type – sur la plaquette)
2- Numéro du Matricule (S.N. – sur la plaquette)
3- Année de fabrication (Année – sur la plaquette)
4- Numéro du livret des pièces de rechange (Ex. MI007_1 sur le manuel)
5- Nombre progressif du Tableau des pièces détachées (Voir tableau des pièces détachées)
6- Code d’identification (Voir tableau des pièces détachées)
7- Quantité demandée (Voir tableau des pièces détachées)
Plaquette d’identification appliquée sur le bâti de la machine
MI 101_4 DAVM -/ DAVM-Q Page 70/83
TABLEAU DES PIÈCES DÉTACHÉES
*PIÈCES MÉCANIQUES
DAVM
N° Q.té CODE DESCRIPTION
Prog.
* 1 4 26C.02.17.1A.00.0 Rouleau de broyage L=1250
* 2 4 26B.04.02.03.00.0 Support fixe pour rouleau de broyage
* 3 4 26B.04.04.01.00.0 Support mobile pour rouleau de broyage
* 4 8 22315CCK/W33 Roulement
* 5 16 Ø110/Ø90X10 Bague d’étanchéité
6 8 26B.04.02.05.00.0 Couvercle externe
7 8 26B.04.02.01.05.0 Couvercle interne
* 8 8 KM-15 M75x2 Frette pour roulement
9 4 26B.04.06.00.00.0 Coussinet en bronze pour levier rég.
microm.
10 4 26B.04.12.00.00.0 Coussinet en bronze excentrique pour
support mobile
11 4 26B.04.01.00.00.0 Groupe vis réglage micrométrique
12 2 26B.09.00.00.00.0 Groupe poulie tendeur de courroie
* 13 4 62309 Roulement pour poulie tendeur de
courroie
* 14 2 Dayco1765 L 22D-18- Courroie
1657
15 2 26B.02.18.01.00.0 Rouleau avant d’alimentation
16 2 26B.02.20.1A.00.0 Vis sans fin arrière d’alimentation
17 8 FYTB 30 TF Support rouleaux d’alimentation
18 2 26B.02.20.02.00.0 Poulie dentée pour vis sans fin
19 2 26B.02.18.03.00.0 Poulie dentée pour rouleau
* 20 8 26B.02.18.02.00.0 Bague en feutre
* 21 2 HTD 450 p.5 L=25 Courroie dentée
* 22 2 Nord Kw0,75 4p. r.10 Motoréducteur d’alimentation
SK1SM50AX/3D
80L/4/3D
Forme H1 bornier KK1
23 2 26C.02.06.00.00.0 Soupape d’alimentation
24 2 26B.02.21.00.00.0 Groupe levier ouverture soupape
* 25 4 7511250 Brosse plume d’oie L=1 250
(nettoyage rouleaux striés)
* 26 4 x L=1250 Racloir pour rouleaux lisses
* 27 --- Chaîne détachement brosses
28 2 26B.07.00.00.00.0 Transparent pour cloche de chargement
29 2 x L=1250 Volet transparent laminoir
* PIÈCES PRIORITAIRES
MI 101_4 DAVM -/ DAVM-Q Page 71/83
DAVM
MI 101_4 DAVM -/ DAVM-Q Page 72/83
DAVM
MI 101_4 DAVM -/ DAVM-Q Page 73/83
DAVM-Q
N° Q.té CODE DESCRIPTION
Prog.
* 1 8 26C.02.17.1A.00.0 Rouleau de broyage L=1250
* 2 8 26B.04.02.03.00.0 Support fixe pour rouleau de broyage
* 3 8 26B.04.04.01.00.0 Support mobile pour rouleau de broyage
* 4 16 22315CCK/W33 Roulement
* 5 32 Ø110/Ø90X10 Bague d’étanchéité
6 16 26B.04.02.05.00.0 Couvercle externe
7 16 26B.04.02.01.05.0 Couvercle interne
* 8 16 KM-15 M75x2 Frette pour roulement
9 8 26B.04.06.00.00.0 Coussinet en bronze pour levier rég.
microm.
10 8 26B.04.12.00.00.0 Coussinet en bronze excentrique pour
support mobile
11 8 26B.04.01.00.00.0 Groupe vis réglage micrométrique
12 4 26B.09.00.00.00.0 Groupe poulie tendeur de courroie
* 13 8 62309 Roulement pour poulie tendeur de
courroie
* 14 4 Dayco1765 L 22D-18- Courroie
1657
15 2 26B.02.18.01.00.0 Rouleau avant d’alimentation
16 2 26B.02.20.1A.00.0 Vis sans fin arrière d’alimentation
17 8 FYTB 30 TF Support rouleaux d’alimentation
18 2 26B.02.20.02.00.0 Poulie dentée pour vis sans fin
19 2 26B.02.18.03.00.0 Poulie dentée pour rouleau
* 20 8 26B.02.18.02.00.0 Bague en feutre
* 21 2 HTD 450 p.5 L=25 Courroie dentée
* 22 2 Nord Kw0,75 4p. r.10 Motoréducteur d’alimentation
SK1SM50AX/3D
80L/4/3D
Forme H1 bornier KK1
23 2 26C.02.06.00.00.0 Soupape d’alimentation
24 2 26B.02.21.00.00.0 Groupe levier ouverture soupape
* 25 8 7511250 Brosse plume d’oie L=1 250
(nettoyage rouleaux striés)
* 26 8 x L=1250 Racloir pour rouleaux lisses
* 27 --- Chaîne détachement brosses
28 2 26B.07.00.00.00.0 Transparent pour cloche de chargement
29 2 x L=1250 Volet transparent laminoir
* PIÈCES PRIORITAIRES
MI 101_4 DAVM -/ DAVM-Q Page 74/83
DAVM-Q
MI 101_4 DAVM -/ DAVM-Q Page 75/83
DAVM-Q
MI 101_4 DAVM -/ DAVM-Q Page 76/83
*PIÈCES PNEUS
DAVM
N° Q.té CODE DESCRIPTION
Prog.
* 1 4 DNT 63 100 PPV A Cylindre rapprochement/ éloignement
ISO-15552 rouleaux
Ø63 Course 100
* 2 2 Mini cylindre rond Cylindre ouverture soupape d’aliment.
ISO-6432 Ø25 Course 50
* 3 2 FESTO MFH-5-1/4-B Électrovanne rapprochement/
éloignement rouleaux
* 4 2 FESTO MFSW-24 Bobine pour électrovanne
* 5 2 FESTO LR-1/4-D-MINI Régulateur de pression
* PIÈCES PRIORITAIRES
DAVM-Q
N° Q.té CODE DESCRIPTION
Prog.
* 1 8 DNT 63 100 PPV A Cylindre rapprochement/ éloignement
ISO-15552 rouleaux
Ø63 Course 100
* 2 2 Mini cylindre rond Cylindre ouverture soupape d’aliment.
ISO-6432 Ø25 Course 50
* 3 4 FESTO MFH-5-1/4-B Électrovanne rapprochement/
éloignement rouleaux
* 4 4 FESTO MFSW-24 Bobine pour électrovanne
* 5 4 FESTO LR-1/4-D-MINI Régulateur de pression
* PIÈCES PRIORITAIRES
MI 101_4 DAVM -/ DAVM-Q Page 77/83
MI 101_4 DAVM -/ DAVM-Q Page 78/83
*PIÈCES ÉLECTRONIQUES
DAVM
N° Q.té CODE DESCRIPTION
Prog.
* 1 2 ATV31HU11M2 1,1Kw 220V. Inverseur Telemecanique
* 2 1 SGM-LECTRA TC22 24V. Élément pour indicateur cont. de
niveau
* 3 2 SIEMENS 6ZA1040-7BE10 Panneau tactile opérateur 5’’
* 4 1 BECKHOFF BX3100 Cpu intégrée com.Profibus-dp Slave
* 5 3 BECKHOFF KL1104 Module 4 entrées numér. 24 Vcc
filtre 3,0ms
* 6 1 BECKHOFF KL2134 Module 4 sorties numér. 24 Vcc
* 7 1 BECKHOFF KL2184 Module 4 sorties numér. 24 Vcc NPN
* 8 1 BECKHOFF KL3454 Module 4 entrées anal. 4-20ma 12 bits
branchement 2 fils
* 9 1 BECKHOFF KL4404 Module 4 sorties anal. 0-10V 12 bits
branchement 2 fils
* 10 1 BECKHOFF KL2622 2 Sortie numérique module relais
* 11 1 BECKHOFF KL9010 Module terminal de BUS
* 12 2 Telemecanique ZB4BD2 Tête sélecteur 2 pos. fixes
* 13 2 Telemecanique ZB4BZ101 Bloc contacts 1 no compl. de support
* 14 2 Telemecanique ZBE101 Bloc contacts 1 no
* 15 2 Telemecanique ZB4BS14 Tête bouton d’urgence avec bloc à clé
* 16 2 Telemecanique ZB4BZ102 Bloc contacts 1 no compl. de support
* 17 2 Telemecanique ZBE102 Bloc contacts 1 nf
* 18 2 X56 12B1PAL10 (EX) Capteur magnétique pour cylindre
* PIÈCES PRIORITAIRES
MI 101_4 DAVM -/ DAVM-Q Page 79/83
DAVM-Q
N° Q.té CODE DESCRIPTION
Prog.
* 1 2 ATV31HU11M2 1,1Kw 220V. Inverseur Telemecanique
* 2 1 SGM-LECTRA TC22 24V. Élément pour indicateur cont. de
niveau
* 3 2 SIEMENS 6ZA1040-7BE10 Panneau tactile opérateur 5’’
* 4 1 BECKHOFF BX3100 Cpu intégrée com.Profibus-dp Slave
* 5 4 BECKHOFF KL1104 Module 4 entrées numér. 24 Vcc
filtre 3,0ms
* 6 1 BECKHOFF KL2134 Module 4 sorties numér. 24 Vcc
* 7 1 BECKHOFF KL2184 Module 4 sorties numér. 24 Vcc NPN
* 8 2 BECKHOFF KL3454 Module 4 entrées anal. 4-20ma 12 bits
branchement 2 fils
* 9 1 BECKHOFF KL4404 Module 4 sorties anal. 0-10V 12 bits
branchement 2 fils
* 10 1 BECKHOFF KL2622 2 Sortie numérique module relais
* 11 1 BECKHOFF KL9010 Module terminal de BUS
* 12 2 Telemecanique ZB4BD2 Tête sélecteur 2 pos. fixes
* 13 2 Telemecanique ZB4BZ101 Bloc contacts 1 no compl. de support
* 14 2 Telemecanique ZBE101 Bloc contacts 1 no
* 15 2 Telemecanique ZB4BS14 Tête bouton d’urgence avec bloc à clé
* 16 2 Telemecanique ZB4BZ102 Bloc contacts 1 no compl. de support
* 17 2 Telemecanique ZBE102 Bloc contacts 1 nf
* 18 4 X56 12B1PAL10 (EX) Capteur magnétique pour cylindre
* PIÈCES PRIORITAIRES
MI 101_4 DAVM -/ DAVM-Q Page 80/83
MI 101_4 DAVM -/ DAVM-Q Page 81/83
MI 101_4 DAVM -/ DAVM-Q Page 82/83
REMARQUES GÉNÉRALES
MI 101_4 DAVM -/ DAVM-Q Page 83/83
Vous aimerez peut-être aussi
- Vademecum Assurance Particuliers et Professionnels: 6e éditionD'EverandVademecum Assurance Particuliers et Professionnels: 6e éditionPas encore d'évaluation
- V2 UtifromDocument91 pagesV2 UtifromgeorgyPas encore d'évaluation
- Reporting pilier 3 de solvabilité II: Guide pour la production des QRTD'EverandReporting pilier 3 de solvabilité II: Guide pour la production des QRTPas encore d'évaluation
- Compresseur A Vis Rallye 04-062 RectoDocument28 pagesCompresseur A Vis Rallye 04-062 RectofamilysegardPas encore d'évaluation
- BVM.303. GaiaDocument38 pagesBVM.303. GaiaadwawdPas encore d'évaluation
- 32387-K-f-LFM-C 30kN-PCS8000 - MiniDocument130 pages32387-K-f-LFM-C 30kN-PCS8000 - MiniGuillermo Martinez SilvaPas encore d'évaluation
- Manuel Opérateur Compacteur Double-Bille BOMAG BW 141 AD-4 FRDocument112 pagesManuel Opérateur Compacteur Double-Bille BOMAG BW 141 AD-4 FRChristophe Houcmant100% (2)
- Notice Agram Jet Digger 300Document82 pagesNotice Agram Jet Digger 300Yann JouaninPas encore d'évaluation
- Manuel Opérateur Compacteur Simple-Bille Bomag BW 216 D-3 FRDocument122 pagesManuel Opérateur Compacteur Simple-Bille Bomag BW 216 D-3 FRChristophe HoucmantPas encore d'évaluation
- OLeo-Mac MH 260 R - Manuel FrancaisDocument11 pagesOLeo-Mac MH 260 R - Manuel FrancaissbePas encore d'évaluation
- Machine Universelle 200Kn: Manuel D'UtilisationDocument89 pagesMachine Universelle 200Kn: Manuel D'UtilisationEl Andro Dela VegaPas encore d'évaluation
- Lubrigun 50-1 - Doc 73F38010C05Document22 pagesLubrigun 50-1 - Doc 73F38010C05leaw81Pas encore d'évaluation
- Deutz - 0312 3722 - Betriebsanleitung - FRDocument84 pagesDeutz - 0312 3722 - Betriebsanleitung - FRNMPas encore d'évaluation
- dumarent-manUSM BW120 - FRDocument134 pagesdumarent-manUSM BW120 - FRoussamaPas encore d'évaluation
- Viking MR 340 MR 380 Viking MR 345 MR 385Document105 pagesViking MR 340 MR 380 Viking MR 345 MR 385abderramanzubizarreta100% (1)
- OHF808Document136 pagesOHF808filipa.sousaPas encore d'évaluation
- Notice D Utilisation ZA-M Zentrifugalstreuer DB498 FRDocument31 pagesNotice D Utilisation ZA-M Zentrifugalstreuer DB498 FRfromont01370Pas encore d'évaluation
- Variate UrDocument79 pagesVariate UrDouniaInanePas encore d'évaluation
- Garnitures Mécaniques. Montage Et MaintenanceDocument13 pagesGarnitures Mécaniques. Montage Et MaintenanceDiese100% (3)
- Con VoyeurDocument80 pagesCon Voyeur9Pas encore d'évaluation
- Inv Leroy SomerDocument92 pagesInv Leroy Somerdanytt1Pas encore d'évaluation
- Devair Asd Air Dryer Manual PDFDocument29 pagesDevair Asd Air Dryer Manual PDFtorkuaPas encore d'évaluation
- TD 210-1-Fra PDFDocument68 pagesTD 210-1-Fra PDFMiguel Vargas AguilarPas encore d'évaluation
- Mode Demploi - Cas 1Document25 pagesMode Demploi - Cas 1هشام موسىPas encore d'évaluation
- Genesis Manuel D'utilisation 5-15 KW (FR)Document36 pagesGenesis Manuel D'utilisation 5-15 KW (FR)RGPas encore d'évaluation
- MT 7 RepDocument86 pagesMT 7 RepVinc CnivPas encore d'évaluation
- ReducteurDocument106 pagesReducteursélem Az100% (1)
- La Maintenance Conditionnel Par Mesure Et Analyse Vibratoire EdDocument107 pagesLa Maintenance Conditionnel Par Mesure Et Analyse Vibratoire EdfetniPas encore d'évaluation
- Honda HF 2315 PDFDocument30 pagesHonda HF 2315 PDFChristian AlbertiniPas encore d'évaluation
- Malaxeur MB2500Document55 pagesMalaxeur MB2500cherif0% (1)
- Airlogic 2Document55 pagesAirlogic 2Alain LoupiasPas encore d'évaluation
- Nice MC824HDocument28 pagesNice MC824HHHOPas encore d'évaluation
- Moto Variateur SEW PDFDocument56 pagesMoto Variateur SEW PDFAssé Eugène KouaméPas encore d'évaluation
- Manuel de Conduite R914CDocument387 pagesManuel de Conduite R914Cb.maurincome100% (1)
- PA BA F Softwash-W92 254800F B 29.05.07Document256 pagesPA BA F Softwash-W92 254800F B 29.05.07Karim KhebourPas encore d'évaluation
- CAIR-F-103 Notice TechniqueDocument32 pagesCAIR-F-103 Notice Techniquececile.rouquettePas encore d'évaluation
- OHF816Document114 pagesOHF816filipa.sousaPas encore d'évaluation
- OMM 06244-xD-FR-0 PDFDocument420 pagesOMM 06244-xD-FR-0 PDFAbou AyhamPas encore d'évaluation
- Instructions D'utilisation Et D'entretien en FRDocument19 pagesInstructions D'utilisation Et D'entretien en FRaliPas encore d'évaluation
- Bomag Kofferwals 13TDocument134 pagesBomag Kofferwals 13Tdenis gonzalvezPas encore d'évaluation
- Tfx1500 ZanonDocument108 pagesTfx1500 ZanonGiorgioPas encore d'évaluation
- Ba Deutz 2011 FRDocument80 pagesBa Deutz 2011 FRSemoPas encore d'évaluation
- Viking Manuel Atelier MT - 5 - RepDocument86 pagesViking Manuel Atelier MT - 5 - Repnialaberso100% (2)
- Micromaster FRDocument48 pagesMicromaster FRYahyaMoummouPas encore d'évaluation
- Nice WA20 NoticeDocument30 pagesNice WA20 NoticeDjoPas encore d'évaluation
- Actionneur de Vanne FieldQ Manuel D Installation D Utilisation Et de Maintenance FR 84576Document40 pagesActionneur de Vanne FieldQ Manuel D Installation D Utilisation Et de Maintenance FR 84576Dany Gray Oyendje RebellaPas encore d'évaluation
- ILF B1200 Manuel Utilisation Et MaintenanceDocument179 pagesILF B1200 Manuel Utilisation Et MaintenanceChristophe BARDOUPas encore d'évaluation
- Tpi 0830 FRDocument52 pagesTpi 0830 FRslim dhiebPas encore d'évaluation
- MANUAL SECADOR DE AIRE SISTEMA DE FRENADO (D108IN Ingersoll Rand) PDFDocument32 pagesMANUAL SECADOR DE AIRE SISTEMA DE FRENADO (D108IN Ingersoll Rand) PDFtecelec0% (1)
- G150410 - Gasco Chili MaipuDocument25 pagesG150410 - Gasco Chili MaipuFelipe CamusPas encore d'évaluation
- Instrucciones FRDocument90 pagesInstrucciones FRMustafa KanePas encore d'évaluation
- MEGA104NBDocument32 pagesMEGA104NBأبو إياد بوزيدPas encore d'évaluation
- IRN37-75K-CC IRN50-100H-CC: Manuel D'Utilisation Et D'EntretienDocument68 pagesIRN37-75K-CC IRN50-100H-CC: Manuel D'Utilisation Et D'EntretienchristophePas encore d'évaluation
- XA (T) S 67-97 DD C3 APP-XA (T) S 130-185 DD7 C3 APP Antwerp AIB FR 2954215027Document116 pagesXA (T) S 67-97 DD C3 APP-XA (T) S 130-185 DD7 C3 APP Antwerp AIB FR 2954215027Hanache MadaniPas encore d'évaluation
- Ma FRDocument288 pagesMa FRmufqi fauzi0% (1)
- Manuel MR - A120 MTR 35-2020 - FRDocument58 pagesManuel MR - A120 MTR 35-2020 - FRChristophe BARDOUPas encore d'évaluation
- Es Vegason S 62Document44 pagesEs Vegason S 62Matias RuizPas encore d'évaluation
- Sbar NiceDocument40 pagesSbar NiceSAE techPas encore d'évaluation
- Variateur de Vitesse YASKAWA - A1000: Manuel TechniqueDocument694 pagesVariateur de Vitesse YASKAWA - A1000: Manuel TechniqueJosé LuisPas encore d'évaluation
- P19 Csbe F 03Document140 pagesP19 Csbe F 03ZERARI nabihPas encore d'évaluation
- Tse V01R0 06-2011 FraDocument103 pagesTse V01R0 06-2011 FraZERARI nabihPas encore d'évaluation
- Machine de Mouillage Automatique Avec Tableau Pour Le Contrôle de L'eauDocument130 pagesMachine de Mouillage Automatique Avec Tableau Pour Le Contrôle de L'eauZERARI nabihPas encore d'évaluation
- Ligne de Couture: Manuel D'EmploiDocument74 pagesLigne de Couture: Manuel D'EmploiZERARI nabihPas encore d'évaluation
- JumiaDocument3 pagesJumiakhalidPas encore d'évaluation
- PédopsyDocument3 pagesPédopsyTASMINE HAMZAPas encore d'évaluation
- Les Produits D EntretienDocument3 pagesLes Produits D EntretienSandrine CharinPas encore d'évaluation
- Elaboration Et Caracterisation Des Compo 20150413142733 582136Document5 pagesElaboration Et Caracterisation Des Compo 20150413142733 582136Fox FouPas encore d'évaluation
- La Motivation Des Élèves de Formation ProfessionnelleDocument22 pagesLa Motivation Des Élèves de Formation ProfessionnelleOlsen MalagaPas encore d'évaluation
- Les Points Clé Pour Bien Écrire.Document60 pagesLes Points Clé Pour Bien Écrire.HanKethyaneth100% (1)
- 2les NavigateursDocument2 pages2les NavigateursImane TlmPas encore d'évaluation
- Antoche 1497Document21 pagesAntoche 1497Flynders PetryePas encore d'évaluation
- French Gr5 Final RevDocument5 pagesFrench Gr5 Final Revezzeldin3khaterPas encore d'évaluation
- Trading Price Action TRENDSDocument53 pagesTrading Price Action TRENDSKOUASSI KOFFI JEAN DE CAPISTRANPas encore d'évaluation
- Registre D'élevage Gratuit Plateforme Du MielDocument12 pagesRegistre D'élevage Gratuit Plateforme Du Mielmas.eric34Pas encore d'évaluation
- Fonction Convertir Machines Synchrones Triphases CoursDocument5 pagesFonction Convertir Machines Synchrones Triphases CoursdddddPas encore d'évaluation
- Le Marketing Digital Pour Les NulsDocument453 pagesLe Marketing Digital Pour Les NulsAMINEPas encore d'évaluation
- Convention PFE EntrepriseenTunisieDocument3 pagesConvention PFE EntrepriseenTunisieChaima BelhediPas encore d'évaluation
- Cours No 10-Ostèologie (Suite)Document7 pagesCours No 10-Ostèologie (Suite)Feriel FerielPas encore d'évaluation
- Ystème NerveuxDocument4 pagesYstème NerveuxRabab Tamouh0% (1)
- La Création de ValeurDocument68 pagesLa Création de Valeursene seydina mouhamedPas encore d'évaluation
- Colle 02Document2 pagesColle 02Hamed TraorePas encore d'évaluation
- Fiche ROME BrasseurDocument5 pagesFiche ROME BrasseuryannplmrPas encore d'évaluation
- Pont Mixte FINALDocument26 pagesPont Mixte FINALĐíßMohammedRiadPas encore d'évaluation
- Théorie Des MachinesDocument20 pagesThéorie Des MachinesJeanne Varenne EmvutouPas encore d'évaluation
- Sujet 2022Document4 pagesSujet 2022baha brahmiPas encore d'évaluation
- Osp 1168-35-4 La Notion de Projet en Psychologie de L OrientationDocument13 pagesOsp 1168-35-4 La Notion de Projet en Psychologie de L OrientationMus OubPas encore d'évaluation
- 425 914 1 SMDocument10 pages425 914 1 SMkami ouachemPas encore d'évaluation
- Plastiques TechniquesDocument1 pagePlastiques Techniquesbagueneau YOUTUBEPas encore d'évaluation
- Exercices Is LM BPDocument6 pagesExercices Is LM BPDachka Ridore100% (1)
- NXO 5v7ds7NU PDFDocument69 pagesNXO 5v7ds7NU PDFChristophe GarnierPas encore d'évaluation
- Exposé Réorganisation Du CapitalfinalDocument30 pagesExposé Réorganisation Du CapitalfinalAdil BentalebPas encore d'évaluation
- Cps TraverséDocument77 pagesCps TraverséYoussefChariPas encore d'évaluation
- Projet PFE01Document127 pagesProjet PFE01soukaPas encore d'évaluation
- Chevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesD'EverandChevaux de Fer - Locomotives Agricoles et Tracteurs LégendairesPas encore d'évaluation
- Outil d'évaluation des systèmes de contrôle des aliments: Dimension B – Fonctions de contrôleD'EverandOutil d'évaluation des systèmes de contrôle des aliments: Dimension B – Fonctions de contrôlePas encore d'évaluation
- Travaux scientifiques exécutés à la tour de 300 mètres: De 1889 à 1900D'EverandTravaux scientifiques exécutés à la tour de 300 mètres: De 1889 à 1900Pas encore d'évaluation
- L'état de l’insécurité alimentaire dans le monde 2014: Creer un environnement plus propice a la securite alimentaire et a la nutritionD'EverandL'état de l’insécurité alimentaire dans le monde 2014: Creer un environnement plus propice a la securite alimentaire et a la nutritionPas encore d'évaluation
- La Bible Complète de la Plomberie: Le Manuel Complet du Bricoleur pour Résoudre les Fuites, les Engorgements et les Problèmes de Plomberie avec Assurance et sans DépensesD'EverandLa Bible Complète de la Plomberie: Le Manuel Complet du Bricoleur pour Résoudre les Fuites, les Engorgements et les Problèmes de Plomberie avec Assurance et sans DépensesPas encore d'évaluation
- Les Êtres Vivants Dépendent De La Mécanique QuantiqueD'EverandLes Êtres Vivants Dépendent De La Mécanique QuantiquePas encore d'évaluation
- La petite graine d'un Grand Groupe: Le projet GEPY (Gestion Electricité Postale Yvelines)D'EverandLa petite graine d'un Grand Groupe: Le projet GEPY (Gestion Electricité Postale Yvelines)Pas encore d'évaluation
- Longboard Dancing - Figures et Pas de Danse - RegularD'EverandLongboard Dancing - Figures et Pas de Danse - RegularPas encore d'évaluation
- Guide pratique des règles de l'art: Contraintes et signes de qualité dans la constructionD'EverandGuide pratique des règles de l'art: Contraintes et signes de qualité dans la constructionPas encore d'évaluation
- En Combattant le Bon Combat: Comment lutter contre le terrorisme avec une mission de paixD'EverandEn Combattant le Bon Combat: Comment lutter contre le terrorisme avec une mission de paixPas encore d'évaluation
- Le futur que nous construisons : une exploration de la futurologieD'EverandLe futur que nous construisons : une exploration de la futurologiePas encore d'évaluation