Vous aimerez peut-être aussi
- Biologie ManuelDocument18 pagesBiologie ManuelannalyrivierePas encore d'évaluation
- Lave LingeDocument21 pagesLave Lingengouo100% (1)
- Usine de Fabrication de Bouteille de Gaz en Acier: Creation D'EntrepriseDocument38 pagesUsine de Fabrication de Bouteille de Gaz en Acier: Creation D'Entreprisengouo100% (1)
- Chapitre 7-PLANCHER-DALLEDocument16 pagesChapitre 7-PLANCHER-DALLElaura maiden100% (1)
- Rappel Etude Des Arbres de TransmissionDocument35 pagesRappel Etude Des Arbres de TransmissionKaly SIDIBEPas encore d'évaluation
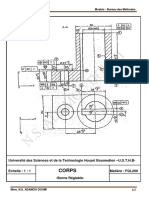
- Borne Réglable Dessin DéfDocument2 pagesBorne Réglable Dessin DéfZack Mahmoudi100% (1)
- Machine Courant Continu Et AlternatifDocument18 pagesMachine Courant Continu Et AlternatifngouoPas encore d'évaluation
- Methode Et Calcul Bilan Puissance 2Document7 pagesMethode Et Calcul Bilan Puissance 2ngouoPas encore d'évaluation
- Perceuse Sensitive Oyaka Nyemb Nyobe EbolembabgDocument14 pagesPerceuse Sensitive Oyaka Nyemb Nyobe Ebolembabgngouo75% (4)
- Machine A Ecraser Les Ingredients de CusineDocument14 pagesMachine A Ecraser Les Ingredients de Cusinengouo100% (2)
- Cintreuse Pour ToleDocument25 pagesCintreuse Pour Tolengouo100% (4)
- Ogec - Defauts de SoudureDocument79 pagesOgec - Defauts de SoudurerezokaPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Chap 2 - Similitude Dans Les TurbomachinesDocument28 pagesChap 2 - Similitude Dans Les TurbomachinesIkram El JamaiPas encore d'évaluation
- TREMPEDocument13 pagesTREMPEGhassen Bouslama100% (2)
- Présentation Cosider AlremDocument12 pagesPrésentation Cosider AlremSofia MiliPas encore d'évaluation
- Efforts Sur Les EngrenagesDocument2 pagesEfforts Sur Les EngrenagesMahrez ZaafouriPas encore d'évaluation
- 02 Constitution Du MoteurDocument21 pages02 Constitution Du MoteurDany Defossez-anceauxPas encore d'évaluation
- Souder Arc Electrique PDFDocument4 pagesSouder Arc Electrique PDFAmri AmarPas encore d'évaluation
- Le Mouton Pendule de CharpyDocument5 pagesLe Mouton Pendule de CharpyEmna TräadPas encore d'évaluation
- Quizz Déformations Et ContraintesDocument45 pagesQuizz Déformations Et Contraintesdanemsal50% (2)
- Pfe 2020Document24 pagesPfe 2020Raed LakhouasPas encore d'évaluation
- Rapport de Stage CosiderDocument6 pagesRapport de Stage Cosidercheriet.naila.01100% (1)
- Charpente MétalliqueDocument5 pagesCharpente MétalliqueSou Mia SouPas encore d'évaluation
- Le Soudage: Generalites DefinitionsDocument7 pagesLe Soudage: Generalites DefinitionsWassim Zeroual100% (2)
- CHAPITRE 4 Cas PratiqueDocument15 pagesCHAPITRE 4 Cas Pratiquetunay cefPas encore d'évaluation
- 1 - Introduction Générale Au SoudageDocument28 pages1 - Introduction Générale Au SoudageomatrPas encore d'évaluation
- Soudage À L'arcDocument10 pagesSoudage À L'arcMekki FarahPas encore d'évaluation
- Technolog I e de Conception Me Can I Que PresentationDocument208 pagesTechnolog I e de Conception Me Can I Que PresentationYassine FK100% (1)
- Projet CorrigéDocument42 pagesProjet CorrigéMagloire NtiPas encore d'évaluation
- Theorie Des Mecanismes Hyperstatisme, Mobilite, Liaison EquivalenteDocument8 pagesTheorie Des Mecanismes Hyperstatisme, Mobilite, Liaison EquivalenteothmanePas encore d'évaluation
- Procede 121 Arc Automatique Sous Flux SolideDocument7 pagesProcede 121 Arc Automatique Sous Flux Solidemed chabane100% (1)
- Theorie Et Construction Des Machines-1Document197 pagesTheorie Et Construction Des Machines-1Dan ManganaPas encore d'évaluation
- Projet ConvoyeurDocument18 pagesProjet ConvoyeurelhammanysoundousPas encore d'évaluation
- Propos TG BTS Electromecanique Sidy Seye 2021-2022Document8 pagesPropos TG BTS Electromecanique Sidy Seye 2021-2022Ndeye Gnima MbayePas encore d'évaluation
- 3 Dunlop PDFDocument49 pages3 Dunlop PDFKhaled Gammoudi100% (1)
- AbaquesDocument13 pagesAbaquesderdouf100% (1)
- Contarainte D'antérioritéDocument16 pagesContarainte D'antérioritéMajed NesrinePas encore d'évaluation
- Fiche Technique de Tubes SoudésDocument6 pagesFiche Technique de Tubes Soudésouattara yaya katia100% (1)
- Serie de TractionDocument1 pageSerie de TractionBasiitoPas encore d'évaluation
- Exposé Palier Lisse RtsDocument45 pagesExposé Palier Lisse RtsSiwar Al-Felah100% (1)
- Présentation Moulage S2Document18 pagesPrésentation Moulage S2Oussama CherifiPas encore d'évaluation
- Etude de La Rupture Par FatigueDocument6 pagesEtude de La Rupture Par FatiguebrahimPas encore d'évaluation
- Examen de SoudageDocument2 pagesExamen de Soudageأبو عمر نورالدينPas encore d'évaluation
- Modèles Des Retours Élastique en PliageDocument6 pagesModèles Des Retours Élastique en PliageAbdelkader Ben Mbarek100% (1)
- D É FormationDocument36 pagesD É FormationAyoubPas encore d'évaluation
- Annexe Résistance Des MatériauxDocument94 pagesAnnexe Résistance Des MatériauxMousab AlamiPas encore d'évaluation
- Proposition Sujet Master Génie MécaniqueDocument1 pageProposition Sujet Master Génie MécaniqueAbdesslem JarrayPas encore d'évaluation
- Boulon SDocument9 pagesBoulon SDris BerrabahPas encore d'évaluation
- Rapport BEDocument49 pagesRapport BEiheb.benlakhelPas encore d'évaluation
- Cours Poulie CourroieDocument14 pagesCours Poulie CourroieSara Id OalemPas encore d'évaluation
- Efforts Engrenages ConiquesDocument2 pagesEfforts Engrenages ConiquesMB OPas encore d'évaluation
- Soudage en Phase LiquideDocument32 pagesSoudage en Phase Liquidesayr0sPas encore d'évaluation
- Procedure de Fabrication Des CiternesDocument4 pagesProcedure de Fabrication Des CiternesHamada Hamada100% (2)
- Essai de TorsionDocument9 pagesEssai de Torsionlando de chance100% (1)
- Montage Des RoulementsDocument4 pagesMontage Des RoulementsMaheu MaheuPas encore d'évaluation
- Traction AdamahDocument4 pagesTraction Adamahkankue100% (1)
- Compte Rendu TP FAO AvancéeDocument9 pagesCompte Rendu TP FAO AvancéemahdiPas encore d'évaluation
- Assemblage Boulonné CoursDocument27 pagesAssemblage Boulonné CoursToufik M'SILIPas encore d'évaluation
- Methode Sefrian BWRADocument14 pagesMethode Sefrian BWRAAbdkrim HPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Fonderie de PrécisionDocument10 pagesFonderie de PrécisionReagan BusanguPas encore d'évaluation
- CM PROJET-convertiDocument58 pagesCM PROJET-convertiSydney France AmougouPas encore d'évaluation
- Methode de Production Groupe 9Document11 pagesMethode de Production Groupe 9Emilie BrendaPas encore d'évaluation
- Procedes Grandes SeriesDocument9 pagesProcedes Grandes SeriesngouoPas encore d'évaluation
- Forgeage À Froid de L'acier, Choix de L'acier Et ProcédésDocument20 pagesForgeage À Froid de L'acier, Choix de L'acier Et ProcédésMOHAMEDPas encore d'évaluation
- TP SoudageDocument17 pagesTP Soudageabdelalimeryem2Pas encore d'évaluation
- ConclusionDocument1 pageConclusionngouoPas encore d'évaluation
- Expose de ChaudronnerieDocument5 pagesExpose de Chaudronneriengouo50% (2)
- 20 Modèles de BroyeurDocument14 pages20 Modèles de BroyeurngouoPas encore d'évaluation
- ChaudroDocument1 pageChaudrongouoPas encore d'évaluation
- Définitions Et GénéralitésDocument6 pagesDéfinitions Et GénéralitésngouoPas encore d'évaluation
- Chapitre 1 Les Bases en Matières de Gestion de Risques Ind NOV 2018Document3 pagesChapitre 1 Les Bases en Matières de Gestion de Risques Ind NOV 2018ngouoPas encore d'évaluation
- 2 - Cours - Les Metaux FerreuxDocument6 pages2 - Cours - Les Metaux Ferreuxngouo100% (3)
- Devoir Exercice D'application PDFDocument3 pagesDevoir Exercice D'application PDFngouo100% (2)
- Projet en Mécanique SéminiareDocument111 pagesProjet en Mécanique SéminiarengouoPas encore d'évaluation
- Processus de Traitement Des Eaux IndustriellesDocument9 pagesProcessus de Traitement Des Eaux IndustriellesngouoPas encore d'évaluation
- Cours Soir Gestion Risques Chap 2 Partie 4 Analyse & Evaluation Des RisquesDocument2 pagesCours Soir Gestion Risques Chap 2 Partie 4 Analyse & Evaluation Des RisquesngouoPas encore d'évaluation
- Gestion Risques Chap 2 Partie 1 Roles Et ResponsabilitesDocument4 pagesGestion Risques Chap 2 Partie 1 Roles Et ResponsabilitesngouoPas encore d'évaluation
- Procedes Grandes SeriesDocument9 pagesProcedes Grandes SeriesngouoPas encore d'évaluation
- Tariere ElectriqueDocument34 pagesTariere ElectriquengouoPas encore d'évaluation
- Demande D'autorisation BILLEDocument1 pageDemande D'autorisation BILLEngouo89% (9)
- Devis Estimatif Du MariageDocument4 pagesDevis Estimatif Du Mariagengouo100% (3)
- Page de GardeDocument1 pagePage de Gardengouo100% (2)
- Analyse MulticritèreDocument1 pageAnalyse MulticritèrengouoPas encore d'évaluation
- Foreuse Manuelle Pour Cultiver Le BananierDocument18 pagesForeuse Manuelle Pour Cultiver Le BananierngouoPas encore d'évaluation
- Antologia Falsetas PACO de LUCIADocument18 pagesAntologia Falsetas PACO de LUCIAALIPIO GOMEZPas encore d'évaluation
- Activité ElectrocinétiqueDocument4 pagesActivité Electrocinétiqueantoine.trotin.grPas encore d'évaluation
- Cours Notion D'équilibre Chimique - BacDocument3 pagesCours Notion D'équilibre Chimique - BacSmaali Faouzi Smaali100% (1)
- 11 - RFD - Rotation PoulieDocument2 pages11 - RFD - Rotation PoulieHousseini Dan Bouzoua100% (2)
- Chapitre 3Document4 pagesChapitre 3mounaPas encore d'évaluation
- Chapitre1 BeamerDocument39 pagesChapitre1 BeamerMadické NDAOPas encore d'évaluation
- Suite Et Fin Du Cours Sur Les Compresseurs Partie 3 Triangles de VitessesDocument7 pagesSuite Et Fin Du Cours Sur Les Compresseurs Partie 3 Triangles de Vitessesmohamed ouled diafPas encore d'évaluation
- Candy cs2115-16s (ET)Document26 pagesCandy cs2115-16s (ET)peta123456100% (1)
- Poutre Continue - ForfaitaireDocument2 pagesPoutre Continue - ForfaitaireBouabdellah AdjloutPas encore d'évaluation
- TD 1Document2 pagesTD 1SerdaniPas encore d'évaluation
- Solution Du TD N 1Document7 pagesSolution Du TD N 1راشدي أسامةPas encore d'évaluation
- MPPT Regulator Tracer 2210cn ManualDocument28 pagesMPPT Regulator Tracer 2210cn ManualLizardo Astudillo CruzPas encore d'évaluation
- Methodologie de Trace RoutierDocument2 pagesMethodologie de Trace Routierx2100% (1)
- Physique - Lycee de Guetsambana - Ombessa - Sequence 3 - Session Janvier 2022 - Première D - CamerounDocument2 pagesPhysique - Lycee de Guetsambana - Ombessa - Sequence 3 - Session Janvier 2022 - Première D - Camerounghis takPas encore d'évaluation
- Debflex - Disjoncteur C32Document2 pagesDebflex - Disjoncteur C32napnap5Pas encore d'évaluation
- Programmes E3mDocument42 pagesProgrammes E3mMichelPas encore d'évaluation
- Thème 4Document4 pagesThème 4jeromeluca31Pas encore d'évaluation
- Cours CS3Document31 pagesCours CS3Ze Yann KevinePas encore d'évaluation
- Cours Liaison ChimiqueDocument17 pagesCours Liaison ChimiqueKabore IssoufPas encore d'évaluation
- Capture D'écran . 2023-04-05 À 11.49.07 PMDocument9 pagesCapture D'écran . 2023-04-05 À 11.49.07 PMcheikhna lemrabettPas encore d'évaluation
- Prepa Eps 5 BTS 2023Document6 pagesPrepa Eps 5 BTS 2023bkeutchayaPas encore d'évaluation
- EEP001ch V-VI-VII-VIII-cours 2019-2020-Fusibles Et Disj R thermique-Contacteur-Sectionneur-SymbolesDocument89 pagesEEP001ch V-VI-VII-VIII-cours 2019-2020-Fusibles Et Disj R thermique-Contacteur-Sectionneur-SymbolesROYKAY100% (1)
- TD Hacheur 2Document3 pagesTD Hacheur 2MOHAMED ELHAISSOUFIPas encore d'évaluation
- Les MotsDocument11 pagesLes MotsLilia GuzunPas encore d'évaluation
- Portique Bi-Encastré À Deux Étages Avec Plancher Infiniment RigidesDocument7 pagesPortique Bi-Encastré À Deux Étages Avec Plancher Infiniment RigidesAbdeldjalil BenslimanePas encore d'évaluation
- Serie 3Document7 pagesSerie 3loicPas encore d'évaluation
- RLC CoursDocument9 pagesRLC Coursbenmaleksamir84Pas encore d'évaluation