Académique Documents
Professionnel Documents
Culture Documents
Entreposage Et Materiels de Manutention
Transféré par
Salma MkCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Entreposage Et Materiels de Manutention
Transféré par
Salma MkDroits d'auteur :
Formats disponibles
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
1/65
Module de formation
LENTRPOSAGE ET LES MATERIELS
DE MANUTENTION
ANNEE DE FORMATION 2007- 2008
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
2/65
LES STRUCTURES DE LENTREPOSAGE ET LES
MATERIELS DE MANUTENTION
PLAN
CHAPITRE 1. LES STRUCTURES DE STOCKAGE ET LES MATERIELS DE
MANUTENTION
I. LES MATERIELS DE STOCKAGE
1. Stockage en vrac, charges isoles
2. Stockage de charges unitaires sans superstructure
3. Stockage de charges unitaires avec superstructure
II. LES ENTREPOTS
III. LES QUAIS
1. Implantation des quais
2. Caractristiques des quais
3. quipement des quais
CHAPITRE 2 LES FONCTIONS PHYSIQUES DE LENTREPOSAGE
I. LA PREPARATION DE COMMANDE
II. LES GRANDS SYSTEMES DE PRPARATION DES
COMMANDES
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
3/65
CHAPITRE 1.
LES STRUCTURES DE STOCKAGE ET LES MATERIELS DE
MANUTENTION
Les oprations de manutention constituant un sous-systme de la logistique, dune
manire simplifie la chane logistique physique est une succession organise et
coordonne des fonctions suivantes : manutention, conditionnement, stockage, transport.
Linterdpendance de ces quatre fonctions montre lintrt quil faut porter la
manutention dans la conception dun systme logistique.
Nous verrons dans larticle consacr aux applications de certains secteurs conomiques
que la manutention continue tient une place prpondrante dans les objectifs logistiques,
en termes de cots et de taux de service.
1. LES MATERIELS DE STOCKAGE
1 Stockage en vrac, charges isoles
1.1 Le stockage en vrac sans quipement est le plus lmentaire, le plus simple, le plus
ancien..., il reste parfois le plus adquat
Le produit est dpos sur le sol pratiquement sans support. Parfois les produits sont
empils les uns sur les autres si la rsistance mcanique le permet. Le sol est amnag
principalement en fonction des engins de manutention.
Quels produits peut-on rencontrer dans ce type de stockage ?
Par exemple :
- Des produits finis lourds, volumineux :
Machine-outil, vhicule, candlabres routiers, etc.,
- Des produits mtallurgiques :
bobine de tle, poutre, lment d'oloduc, etc.,
- De la "matire premire" :
bois (rondin, planche, etc.).
On rencontre ce type de stockage principalement l'air libre.
AVANTAGES :
- En principe, seul le terrain est indispensable pour cette technique, d'o linfluence
considrable sur le cot,
- Souplesse dans le choix du lieu de stockage,
- Adaptation immdiate aux variations de production.
-
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
4/65
INCONVENIENTS :
- Impossibilit d'automatiser beaucoup les manutentions,
- Solution trs coteuse l o le m2 de terrain est cher,
- Risque de difficult pour le comptage ou le mesurage du stock.
1.2 Stockage en vrac des charges isoles avec quipement
Pour un certain nombre de produits, l'quipement en question sert uniquement de
contenant. C'est--dire d'enveloppe pour ces produits, ces derniers peuvent tre petits
(boulon, pot de yaourt, ampoule, etc.) ou plus grands (ft de zool, chssis de voiture,
etc.). Cette enveloppe permet ainsi la constitution de ce que nous appelons une charge
unitaire. Souvent elle correspond aux possibilits des engins de manutention classique.
Les techniques de stockage des charges unitaires ainsi formes seront abordes dans les
chapitres suivants.
Rayonnages : On reprend sous ce vocable tous les types d'ossatures destines recevoir
un produit. Nous nous limiterons aux dispositifs destins aux charges isoles
manutentionnes la main.
On y rencontre :
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
5/65
les rayonnages de hauteur faible (< 2,20m) avec accs direct pour les manutentions, les
rayonnages de grande hauteur (jusqu' 5 m) avec utilisation d'escabeaux, d'chelles, etc.,
(la zone d'accessibilit du rayonnage se trouve ainsi augmente).
Les plans de stockage sont niveaux fixes ou variables. Des cloisons verticales peuvent
tre mises en place. Ceci permet une adaptation aux formes des produits. Les matriaux
utiliss sont la tle, le bois, etc. Notons l'existence des rayonnages coulissants et des
rayonnages mobiles. Ils sont utiliss pour des produits taux de rotation trs faibles (par
ex : archives). L'utilisation du volume disponible pour le stockage est excellente.
Les casiers : Ce sont des meubles de rangement destins aux manutentions manuelles. Ils
reoivent des pices petites et lgres, le plus souvent sans conditionnement. On
distingue les meubles tiroirs et les meubles bacs. Ces derniers sont plus adapts
lorsque les entres se font par grandes quantits.
Les charges longues et les produits trfils constituent souvent des charges unitaires
(fardeaux, gerbes, etc.), nous examinerons plus loin les quipements les concernant.
2 Stockage de charges unitaires sans superstructure
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
6/65
2.1 La technique du stockage en bloc est des plus rudimentaires. Les charges unitaires
sont gerbes les unes sur les autres mme le sol sans aucun support intermdiaire.
Les charges unitaires peuvent tre de divers types :
produit sur palette
produit en caisse-palette, praticable
produit de son emballage (carton, bois, toile, acier, etc.) sans support ou accessoire
permettant la manutention par un engin de manutention classique.
Souvent cette technique est applique lorsqu'il s'agit d'un stock homogne... mais cela
n'est pas une rgle absolue.
AVANTAGES :
- technique peu onreuse (pas de superstructure),
- couverture du stockage non indispensable,
- bon coefficient d'occupation du volume disponible,
- la forme de l'emballage ne pose pas de problme (si la pile est homogne),
- possibilit de disposer les piles en pi : rduction des largeurs d'alles.
INCONVENIENTS :
- l'accs au produit (SELECTIVITE) est souvent mauvais (mode opratoire parfois
long... d'o cot des manutentions lev),
- les oprations de prise et de dpose sont dlicates (boulement de la pile),
- risque vident d'crasement des emballages.
2.2 Nous allons illustrer cette technique par un exemple.
Si on a un stock homogne important et que l'on dsire sortir la charge la plus
anciennement en stock, on a la solution de rangement suivante :
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
7/65
Deux blocs et un espace vide "MOBILE". Les charges entrant en stock sont toujours
mises du mme ct de cet espace. De l'autre ct s'effectuent les prlvements. Arriv
un bout, on repart l'autre bout. Un reprage des files du bloc par numros peut faciliter
les oprations.
3 Stockage de charges unitaires avec superstructure
L'utilisation de structures de stockage surtout en acier est trs rpandue. Elle s'avre
indispensable :
lorsque le conditionnement des produits ne permet pas le stockage en bloc,
lorsqu'on dsire avoir un accs quasiment direct la charge,
lorsqu'on opte pour un stockage grande hauteur automatis ou non.
Nous allons passer successivement en revue :
- le stockage statique,
- le stockage mobile,
- le stockage dynamique.
Dans le premier mode envisag, stockage statique, la charge unitaire est reprise dans le
stock l'emplacement mme o elle a t dpose quel que soit le moyen de manutention
utilis. Dans le stockage mobile, les charges restent immobiles dans la structure qui elle,
est mobile. Dans le troisime mode, les charges circulent dans la structure de stockage :
elles passent des emplacements d'entre aux emplacements de sortie, entranes par la
gravit ou par des moyens mcaniques.
3.1. Stockage statique
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
8/65
Les casiers et rayonnages
Les casiers et rayonnages adapts aux manutentions manuelles peuvent recevoir des
charges unitaires. Souvent, la hauteur maximale est de 2,20 m. Pour les casiers, les
dimensions intrieures (cases) suivantes sont souvent retenues : 0,60m X 0,60m X 0,60m.
Les quipements sont presque toujours dmontables donc aisment adaptables suivant les
contraintes. La meilleure accessibilit se situe entre 1 m
et 1,5 m (cela reprsente souvent le quart du volume de rangement du casier).
Casiers pour palettes
Ce sont des structures de stockage en profils du commerce ou spciaux.
Le tube rond est souvent employ (20 X 27, 26 X 34,...) pour des raisons de cot, de
simplicit de montage, de robustesse et de souplesse (modifications).
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
9/65
Le tube rectangulaire est galement employ. Son moment dinertie est avantageux dans
le cas des lisses soumises flexion. Souvent, sa construction est telle qu' une alvole
correspond une charge (1000kg). Cette structure se rencontre l'intrieur ou l'extrieur.
Elle est moins adaptable ou volutive que les palettiers.
Palettiers
Le palettier est une structure de stockage trs rpandue dans tous les entrepts. C'est un
casier pour palette amliore.
Il comprend des chelles (disposes verticalement) et des longerons ou lisses reliant ces
chelles. Les chelles sont constitues de montants ou poteaux en profils souds. Les
montants comportent une srie de perforations ou une rainure permettant un accrochage
des lisses soit directement soit l'aide de divers dispositifs (brides, pattes, etc.). Le
systme d'accrochage ou d'encastrement permet un dplacement facile des lisses, d'o
une modification du volume de l'alvole.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
10/65
AVANTAGES :
le poids des charges admissibles dans une case peut aller jusqu' 4000 kg et plus,
le changement de niveau des lisses permet une adaptation facile aux diverses
formes de charges,
structure volutive,
accessibilit (d'o slectivit) au produit : excellente : les palettiers double face
ou double profondeur autorisant une desserte par deux alles constituant une
solution trs bonne en regard des critres suivants : slectivit, taux d'occupation,
le palettier s'accommode bien du systme d'adressage inhrent une gestion
intgre et des mthodes de rangement "scientifiques",
le palettier peut tre adapt divers schmas d'organisation :
o stockage rserve,
o stockage rserve + prparation de commandes (palettes entires)
o stockage rserve + prlvement sur palettes,
divers engins de manutention peuvent desservir un palettier.
INCONVENIENTS :
par construction, le palettier a un caractre d'instabilit d'o ncessit de liaison
une paroi (mur par ex) ou d'accrochage un autre palettier,
cot :
1. coefficient de remplissage du volume offert par le palettier : 0,7
2. le volume perdu cause des alles est important : il dpend du type d'engin
retenu,
3. largeur d'alle pour chariot fourches frontales : 3 3,50 m
4. largeur d'alle pour chariot mt rtractable : 2 2,60 m
5. largeur d'alle pour chariot fourches latrales : 1,80 2 m
6. largeur d'alle pour chariot prise trilatrale : 1,5 1,80 m
7. largeur d'alle pour chariot poste de conduite levable : 1 1,50m
A partir de 6,7 m de hauteur, la desserte des palettiers ncessite des engins de
manutention sophistiqus ; d'o incidence financire (maintenance,
investissement),
Lorsque la toiture et les parois sont fixes directement sur l'ossature de stockage
constitue par les palettiers, cet ensemble s'appelle btiment intgr ou
casier-btiment. La desserte se fait par des transtockeurs.
Casiers de stockage " accumulation" ou compact
L'ossature mtallique (voir palettiers) prsente la forme de couloirs plus ou moins longs,
traversant ou ferms leur extrmit. La largeur du couloir permet juste le passage du
chariot lvateur. Les charges (presque toujours palettises) reposent sur des
encorbellements constitus par des amorces de lisses et ce, sur divers niveaux.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
11/65
En fait, on rencontre deux types de stockage compact :
1. le stock n'est accessible que par une face (couloir ferm). "La premire
palette entre sera la dernire sortie".
2. Le stock est accessible par les deux faces (couloir traversant). "La
premire palette entre sera la premire sortie".
Le stockage compact n'est utilisable que dans le cas o un mme produit est stock en
grande quantit. Pour la desserte d'une installation de stockage compact, on peut utiliser
les mmes moyens que pour le stockage classique.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
12/65
Casier-btiment ou btiment intgr
L'ossature de stockage (du type palettier) sert en mme temps de supports aux parois
extrieures et la toiture de btiment. Cette technique est utilise dans les entrepts de
grande hauteur (10 30 m). La construction par tapes et les extensions sont possibles
avec ce mode de stockage. Un "transtockeur" permet l'introduction soit de palettes soit de
conteneurs dans les alvoles de la structure de stockage. Ce transtockeur se dplace sur
un rail au milieu de l'alle il dessert une ou plusieurs alle (s). Souvent le travail en 3
quipes s'impose (rentabilit).
AVANTAGES :
prix du terrain (conomie de surface),
grande densit de stockage (casier de grande hauteur, alles troites et courtes,
banalisation, etc.),
diminution du temps de manutention,
vitesse de translation du transtockeur : 2 200 m/mn,
vitesse de levage du transtockeur : 2 40 m/mn,
possibilit d'conomie de main duvre,
rduction des risques (incendie, vol, etc.),
possibilit de fonctionnement dans des ambiances particulires : chambres
froides, chambres de mrissement, etc.,
possibilit de servir pour le stock de rserve et pour la prparation de commande
(prlvement).
INCONVENIENTS :
Rigidit de fonctionnement : un changement de programme d'utilisation peut
rendre un casier-btiment tout fait inadapt et donc inutilisable,
dpendance "absolue" l'gard de la technique : une dfaillance (panne)
lectrique provoque l'arrt de l'installation. D'o ncessit d'avoir un matriel trs
fiable et bien entretenu (personnel d'entretien),
ncessit de normalisation des charges unitaires stockes avec risque de rupture
de charge la rception,
cot, tudes, matriels, assurances,... (mais la solution btiment intgr, apparat
parfois comme celle impliquant l'investissement le moins lev).
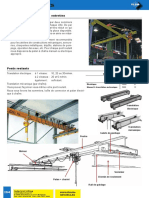
quipements de stockage pour charges longues
Il s'agit du stockage de produits mtalliques (par ex. barres, tubes, profils...). Le"parc
fers" dans les usines peu modernises utilise beaucoup de surface, permet une tenue
difficile du stock, et demeure le thtre de beaucoup de manutentions complexes et
onreuses. Quels quipements peut on trouver ?
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
13/65
Le casier pour barres (la desserte manuelle impose une limite au poids des charges
longues admises dans ce type de rangement) ?
Rtelier pour stockage horizontal, deux types sont courants : le type "mt de perroquet" le
type "double U" la desserte est assure souvent par chariot prise latrale ou par pont
gerbeur.
Rtelier pour stockage vertical, une fosse est parfois amnage au pied du rtelier de
faon faciliter les manuvres.
Berceau gerbable, mme principe que le casier pour barres, mais ici la partie suprieure
est accessible, en pont-roulant comme dans un rtelier pour barres couches, les berceaux
chargs constituent une "charge unitaire" de barres.
quipements de stockage pour matriaux en plaques
Les matriaux en feuilles, en plaques sont stocks plat et quelquefois de chant sur
rteliers.
3.2.Stockage mobile
Les structures de stockage se dplacent. La manuvre suivant la structure est faite la
main ou grce un moteur. Ce type de stockage peut rpondre 2 proccupations :
rsoudre un problme de service : sortir le produit du stock.
Le stock est constitu par des pices ou produits regroups dans des conteneurs ou sur
des supports. Ce stock dfile devant le prparateur ou l'oprateur qui prend au passage le
produit dsir. Les quipements quoique relevant du mme principe sont divers :
- convoyeur balancelles,
- train de remorques (towveyor),
- casier - carrousel,
- casier - noria,
- casier - rotatif.
rsoudre un problme de place.
L'important est de rduire au minimum le nombre d'alles. Le dispositif de stockage est
mont sur des sommiers quips de roues. D'o possibilit de dplacer chaque unit de
stockage de faon raliser, si ncessaire, un bloc compact. Les units de stockage
peuvent tre :
- des meubles bacs,
- des rayonnages,
- des palettiers,
- etc.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
14/65
Cette technique est plus frquente dans sa version "manutention manuelle". Les varits
de structures mobiles sont nombreuses... mais la plupart requirent le respect de rgles de
prudence lmentaires.
3.3.Stockage dynamique
A la diffrence du stockage mobile, ce sont les charges ici qui se dplacent. Les produits
sur palettes ou simplement dans leur conditionnement sont introduits dans le casier par
une face (face d'entre) et cheminent jusqu' la face oppose (sortie). Principe"premier
entr premier sorti". Les produits s'accumulent sur toute la profondeur du casier.
Les dplacements sont obtenus :
- par gravit : les couloirs des casiers sont en pente quips de glissires, de roulettes
ou de rouleaux. La profondeur est souvent limite cause de la pente importante
ncessaire,
- par incitateurs mcaniques : des frotteurs mobiles entrans par moteurs permettant
d'accentuer l'action de la gravit et de limiter la pente,
- par entranement mcanis : les charges sont soit entranes par des chanes soit
transportes par des chariots automatiques (possibilit dans ce cas de dplacement
dans deux directions orthogonales).
Dans ce cas, la pente ne constitue plus un frein. Le casier peut avoir une profondeur
importante (15 m et plus). Le stockage dynamique permet d'atteindre une trs bonne
densit de stockage. Cette technique se trouve tre trs utile lorsque la premption des
produits est un facteur contraignant. Le stockage dynamique apparat tre une solution
trs rationnelle au niveau de l'implantation et de l'organisation du travail.
L'aire de manutention "entre" est distincte de l'aire de "sortie" La prparation de
commande se trouve tre facilite (rduction des dplacements, etc.).
Le stockage dynamique permet la conception d'entrept entirement automatique
Notons qu'une solution mixte (stockage grande hauteur avec transstockeur et stockage
dynamique) est possible avec rentabilit.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
15/65
2. LES ENTREPOTS
Les entrepts et btiments de stockage sont considrer dans le cadre de la distribution
physique des produits.
La distribution physique reprend l'ensemble des oprations de transport, manutention et
de stockage qui permet l'acheminement des produits (finis ou semi-finis) depuis le
producteur jusqu'au client.
Un schma illustre la situation de la distribution.
Il est noter que suivant la nature du produit, l'importance due aux cots de manutention,
transport et stockage peut monter de quelques quelques dizaines de % du prix de
revient.
Comment voluent les structures de la distribution ?
Elles sont conditionnes par deux facteurs :
- accroissement du nombre de produits mis en circulation,
- augmentation de la consommation.
L'volution se fait suivant 3 voies :
- rationalisation des processus et des moyens de stockage et de manutention,
- dveloppement de la distribution physique pour compte d'autrui,
- concentration des rseaux de dpts.
Comment rechercher le nombre optimum de centres de distribution ?
Le produit entre dans un circuit de distribution. Il subit un supplment de cot du fait de
ce processus.
Le nombre optimal de centres de distribution sera celui pour lequel la somme des
supplments de cots attachs chaque produit sera minimale.
Entrons dans le dtail :
Les frais supplmentaires apparaissent du fait :
des transports, T
des manutentions, M
de l'emballage et du conditionnement, C
du stockage. S
Ces divers postes varient en fonction du nombre n de centres de distribution, du temps de
stockage t.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
16/65
Le supplment de cot est en fait une fonction (T-P-M-C-S-n-t). Au minimum de ce
supplment correspond le n optimal.
L'entrept, le btiment de stockage sont des constructions fermes
1
, c'est--dire munies
d'une enceinte et d'une couverture, abritant divers espaces affects aux activits suivante :
rception,
contrle et conditionnement ventuels,
stockage,
prparation des commandes,
emballage et conditionnement divers,
expdition.
3. LES QUAIS
Le quai est une plate forme sur-leve situe au bord d'une voie d'accs et
amnage pour des oprations de manutention de marchandises.
Actuellement les quais constituent une partie intgrante de l'ensemble industriel ou
commercial considr (entrept,...). Cela tait moins vrai, il y a quelques dizaines
d'annes, quand les manutentions taient faites la main ou en utilisant les moyens du
bord .
A remarquer que ces structures demandent l'utilisation d'appareils de
manutention, d'appareils de levage...
Lorsqu'on examine les manutentions terminales, il faut considrer :
- les aires pour le dchargement et le chargement des vhicules (quais),
- les aires de circulation (de dgagement) pour les vhicules.
1 Implantation des quais
1.1 Quais ferroviaires
La disposition de l'embranchement et l'implantation des quais ferroviaires dpendent de
la nature des charges et des conditions de travail imposes. En effet, la voie d'un
embranchement ferroviaire peut tre :
extrieure et loigne des btiments
Il en sera ainsi, par exemple, lorsque :
- les produits peuvent tre stocks l'extrieur (lamins bruts, matriel de T.P,.. ),
- les produits manutentionner doivent tre l'air libre pour diverses raisons (GPL, gaz
divers, produits toxiques et dangereux),
1
Les constructions munies d'une simple couverture sont assez particulires.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
17/65
- lorsqu'il s'agit de gros conteneurs (30 ou 40') manutentionns l'aide de portiques
appropris.
Extrieure et adjacente l'une des faades du btiment
C'est une situation trs courante. L'accs au plancher du wagon est direct :
- soit par un quai fixe,
- soit par un quai mobile.
Intrieure aux locaux
Cela peut permettre le chargement de wagons spciaux de produits dlicats
manutentionner pour diverses raisons (forme, poids, fragilit, sensibilit aux agents
atmosphriques...).
Cette solution est aussi avantageuse pour d'autres raisons :
- scurit des biens,
- commodit pour le personnel.
1.2 Quais routiers
Notons quelques facteurs qui sont dterminants - l'infrastructure du terrain :
- la nature et la quantit de marchandise qui doit transiter,
- le matriel de manutention et de transport,
- les possibilits de stationnement, de manuvre et de dgagement des vhicules.
Examinons divers cas :
Quais donnant sur une faade du btiment
Cette solution est la plus commune avec diverses dispositions possibles :
disposition classique,
disposition en creux,
disposition en pi (manutentions par l'arrire ou par l'arrire et par un ct),
disposition en toile.
On a tendance, l'heure actuelle, construire des quais dont la face avant est confondue
avec les murs du btiment. Cette solution est intressante divers points :
- pas d'auvent,
- commodit pour les manutentionnaires,
- meilleure tanchit entre le camion et la porte.
Quais disposs l'intrieur du btiment
Signalons deux dispositions suivant le nombre d'ouvertures existantes. Notons quelques
points positifs :
- la protection physique des marchandises est plus complte,
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
18/65
- des dispositifs de manutention "adapts" peuvent faciliter les oprations de
chargement et de dchargement (ponts roulants,...)
- la prvention "vol" est meilleure. Certaines contraintes apparaissent du fait de
l'utilisation de moteurs thermiques l'intrieur des btiments (limitation du temps de
manuvre des vhicules, ventilation approprie, ...)
Quais l'extrieur (en plein air)
Cette solution devient rare, actuellement. Elle est peu rentable si l'entreposage doit se
faire l'intrieur des btiments.
Dans tous les cas certains dispositifs sont indispensables - auvent (protection contre les
intempries), - clairage, -marquage visible au sol.
2 Caractristiques des quais
2.1 Caractristiques dimensionnelles
2.1.1 Quais ferroviaires
Les wagons plats du type courant peuvent avoir jusqu' 22 m de longueur. Les wagons
couverts jusqu' 15 m de longueur. La profondeur ou la largeur du quai doit tre telle
qu'elle puisse permettre l'volution des engins de manutention (avec la mise en place de
dispositifs de liaison), l'ventuel stockage (en attente) des marchandises.
Pas de rgle prcise pour la largeur du quai. La hauteur idale du quai est celle du plateau
du wagon qui y accoste. Il n'y a point de valeur constante dans le transport ferroviaire,
cela peut varier de 1,18 1,30m.
2.1.2 Quais routiers
Les caractristiques des quais dpendent des caractristiques des vhicules routiers. En ce
qui concerne la profondeur des quais, la remarque concernant les quais ferroviaires reste
de mise.
Souvent les quais (destins la manutention de charge par l'arrire du camion) ont une
largeur comprise entre 4m et 4,5m. Rappelons que la largeur des attelages est de 2,5m. La
hauteur des quais pose vritablement un problme du fait de la trs grande diversit des
vhicules et des plateaux. Sauf, dans le cas des vhicules surbaisss, on peut dire que les
hauteurs de plateaux s'talent de 0,9m 1,45m. Une solution (optimale) rsiderait dans le
choix de quai de 1,15 1,25m de hauteur avec. des dispositifs de liaison ou de mise
niveau. Nous parlerons de ces dispositifs ci-aprs. La figure 16 illustre quelques types de
profils de quai.
2.2 Bordure des quais
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
19/65
Lorsqu'un vhicule de P.T.A.C. 18t accoste un quai avec une vitesse de 6km/h - le quai
est soumis une force de 68t. D'o risque de :
dommage la structure du quai,
dtrioration du chargement.
2.3 Sols des quais
Les sols doivent pouvoir porter en toute scurit les charges concentres prvues
(marchandises ou engins de manutention). Un accent particulier doit tre mis sur le
revtement de sol. Celui-ci doit tre lisse, antidrapant et ne pas constituer une source
anormale de poussires.
3 quipement des quais
3.1 Couverture - Fermeture
Lorsque le quai se trouve l'extrieur du btiment, la mise en place d'un auvent abritant
de la neige et de la pluie est indispensable.
Les problmes d'tanchit entre porte et camion sont trs difficiles sinon impossibles
rsoudre.
Lorsque la face avant du quai est confondue avec les murs du btiment, il est possible
d'assurer l'tanchit entre le gabarit du camion et la porte grce des bourrelets,
"shelters" (en textile ou en caoutchouc) monts sur le pourtour de l'ouverture de la porte.
Ceci est indispensable dans les entrepts climatiss.
La fermeture des quais est ralise l'aide de rideaux glissires ou de stores.
3.2 clairage - Signalisation
Le niveau d'clairement gnral ne doit pas tre infrieur 50 lux... Le minimum est
port 100-150 lux dans les zones o il y a risque de chute ou de heurt.
Un clairage artificiel est trs souvent indispensable.
La signalisation au sol (emprunte la signalisation routire) aux abords des quais vise
faciliter les manuvres et la circulation tant pour les vhicules que pour les pitons.
3.3 Appareils de levage
Principalement pour les quais intrieurs, divers appareils de levage peuvent se
rencontrer :
potence articule,
monorail,
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
20/65
poutre roulante,
pont-roulant.
Ces appareils de levage sont souvent adapts un type particulier de produit, un type
particulier de vhicule.
3.3.1 Dispositifs permettant d'assurer une liaison quai-vhicule et (ou) une
compensation des diffrences de niveaux dues la grande varit dans les types
de vhicules et donc la grande varit dans les hauteurs de plateaux.
Ces dispositifs doivent tre tels que l'inclinaison soit infrieure 15% de faon
permettre une circulation sans risque des divers engins de manutention. Citons quelques
dispositifs :
Passerelle amovible (accompagnant quelque fois le vhicule durant le transport), elle
peut-tre :
soit monobloc (dans ce cas le rattrapage de la diffrence de niveaux est difficile
sinon impossible),
soit articule (permettant des rattrapages de niveau de l'ordre de 300 mm),
La capacit des passerelles amovibles est variable, elle peut atteindre dans
certains cas 5t.
Le pont de liaison ou de chargement
Ce dispositif gnralement intgr au quai est conu pour des rattrapages de niveaux
importants et pour un service rgulier et intensif.
Le pont de liaison est articul du ct quai afin de prendre l'inclinaison positive ou
ngative dsirable. Cet avant-bec est complt parfois par des languettes escamotables
permettant l'ajustement de la largeur du pont celle du vhicule.
La mise niveau de ces ponts est ralise soit mcaniquement, soit hydrauliquement, soit
lectriquement. La capacit de ces ponts peut atteindre 10t.
L'lvateur d'essieux arrire du vhicule
C'est un plan inclin mobile commande hydraulique. Le vhicule l'emprunte en marche
arrire : on peut ainsi amener le plateau du vhicule au niveau du quai. L'lvateur
d'essieux arrire peut supporter des charges importantes (en fait, une large fraction du
vhicule charg) allant jusqu' 40 t.
3.4 Voies d'accs, aires de manuvre de chargement (vhicules routiers)
3.4.1 Les caractristiques des voies d'accs dpendent :
de la frquence du trafic,
du gabarit des vhicules,
des dimensions de la voie publique d'accs,
de la population travaillant dans l'tablissement.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
21/65
A noter que le sens idal de circulation est le sens inverse des aiguilles d'une montre.
3.4.2 L'aire de manuvre
Elle doit permettre l'accostage du vhicule au quai en toute scurit. Les dimensions de
cette zone sont en relation avec le type de quai retenu (classique, en pi, en toile)... et
avec les dimensions des attelages susceptibles de frquenter l'tablissement.
3.4.3 L'aire de chargement
C'est celle qui se trouve devant les quais. La largeur de cette zone est fonction de la taille
des attelages (pour un quai classique, il est courant d'avoir une largeur d'aire de
chargement de 20 m).
Le sol peut-tre en lgre pente vers le quai : cette disposition facilite le travail
d'approche et l'accostage du vhicule. Cette disposition prsente parfois l'inconvnient
d'accentuer l'inclinaison de semi-remorques ayant dj tendance pencher lgrement
vers l'arrire (d'o difficults pour la manutention de conteneurs-roll par exemple).
La solution oppose, c'est--dire inclinaison vers la clture du btiment, existe mais
demeure moins courante. Des dos d'ne peuvent tre amnags une distance respectable
du quai de faon avertir le conducteur de la position exacte de son vhicule.
Parfois, l'aire de chargement est munie d'une semelle en bton pour servir d'appui aux
bquilles des remorques dont le tracteur a t dsaccoupl.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
22/65
CHAPITRE 2 LES FONCTIONS PHYSIQUES DE
LENTREPOSAGE
I. LA PREPARATION DE COMMANDE
La prparation matrielle des commandes est l'opration qui consiste, en partant d'un bon
de prparation, identifier les marchandises concernes/qualitatif), sortir les quantits
demandes (quantitatif) et les acheminer vers un point de regroupement avant expdition.
A cela viennent s'ajouter des oprations de vrification, pesage, emballage, tiquetage,
etc. mais qui ne sont pas, en rgle gnrale, effectues par le prparateur des commandes
lui-mme.
1 La prparation physique
Si en thorie, les mthodes de Prparation des commandes ne sont pas nombreuses, leur
application prsente toujours dans chaque cas, quelques particularits afin de s'adapter
l'activit de l'entrept.
Ainsi, il est donc ncessaire de prendre en considration de nombreux facteurs parmi
lesquels, on peut citer :
la nature des marchandises stockes,
le nombre de rfrences en stock,
le nombre de commandes prparer par jour,
l'importance de la commande moyenne en nombre de lignes.
2 Les systmes de collecte
les systmes de collecte des marchandises sont entirement dfinis par les quatre
fonctions suivantes :
mise disposition de la marchandise,
prlvement ou tirage de la marchandise,
dplacement du prparateur,
vacuation des prlvements par le prparateur.
La mise disposition de la marchandise
Elle peut se faire de deux faons :
Le prparateur va vers la marchandise. Les stocks de rserve peuvent tre
proximit immdiate du lieu de prlvement ou part, dans une zone dite de rserve.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
23/65
La marchandise va vers le prparateur, elle est alors achemine vers un poste
spcial (en gnral fixe) de prlvement.
Le prlvement de la marchandise
Il peut-tre soit :
Manuel : le prparateur prlve manuellement, avec ou sans auxiliaire, la
marchandise.
Mcanis : indpendant du prparateur. Les marchandises sont prleves par un
automate (ventouses, pinces, fourches tlescopiques, tiroirs motoriss, etc.). Les
possibilits de mcanisation dpendent essentiellement des produits prlever, de
leur homognit et du taux de dgroupage. Le taux de dgroupage reprsente le
rapport de la quantit prleve la quantit prsente. Exemple : prlever 5 colis
d'une palette de 100 units.
Automatis : les oprations de prise des marchandises et leur transfert se font
mcaniquement et automatiquement. Compte tenu de leur cot, de telles
installations ne se justifient que pour des articles trs forte rotation.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
24/65
Les schmas ci-dessous dcrivent bien les 3 principes de prlvement de marchandises
Prparation manuelle Prparation mcanise
Le prparateur
- Repre la marchandise
- Reconnat la marchandise
- Sort
- et confie celle-ci un moyen de
manutention continue.
Le prparateur :
- Repre
- Reconnat la marchandise
- Sort la marchandise
et accompagne celle-ci au lieu
d'expdition ou au point de regroupement
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
25/65
Prparation automatise
Source : Mannesmann Demag Manutention
Le dplacement du prparateur
Il peut s'effectuer de deux faons :
le dplacement est unidimensionnel : le prparateur se dplace pied ou sur un
engin qui ne permet, un moment donn, que des mouvements horizontaux ou que
des mouvements verticaux (transpalettes lectriques, chelles, etc.). L'expression
"faire du linaire", si largement rpandue, illustre cette mthode.
le dplacement est bidimensionnel : le prparateur se dplace sur un engin qui
permet de raliser simultanment des mouvements verticaux et horizontaux (pick-
order, chariot magasinier, transtockeur, etc.).
L'vacuation des prlvements
Elle peut tre :
Centralise : les prparations sont achemines, aprs traitement de la commande,
vers un centre de regroupement par le prparateur lui-mme (marchandises
accompagnes).
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
26/65
Dcentralise : les prparations sont achemines au lieu mme de prlvement par
un systme de manutention (convoyeurs, chariots tlguids, balancelles, etc.).
Les dplacements du prparateur se limitent dans ce cas, la seule zone de prlvement.
3 L'optimisation de la fonction prparation
Aprs avoir tudi les diffrents systmes de collecte, il convient de prciser qu' l'heure
actuelle, les deux modes de prparation les plus utiliss sont : les systmes manuels et
mcaniss.
Or, il apparat que l'homme intervient pour une grande part dans ces modes de
prparation de commandes. Il importe donc de rationaliser son travail en :
- limitant les dplacements en cours de prparation,
- vitant les recherches de marchandises,
- rendant les marchandises directement accessibles,
- vitant les ruptures de charges.
Rduire la distance parcourir
Dans un premier temps, il est ncessaire de diviser le stock en deux parties :
- d'une part, un stock de distribution,
- d'autre part, un stock de rserve.
La rpartition des zones de travail en zone de distribution
Echantillonnage complet de toutes les rfrences tenues en stock.
Marchandise en quantit constituant au mieux une unit de stockage pour permettre de
satisfaire les demandes pour une priode normale fixe (jour, semaine...) en fonction du
volume et de la rotation du produit.
Les emplacements de stockage sont affects.
La rpartition des zones de travail en zone de rserve
Constituer des quantits ne trouvant pas place dans la zone de distribution
Les emplacements de stockage sont banaliss.
A partir de ce tableau, la technique consiste donc regrouper les rfrences dans une
surface aussi rduite que possible : c'est ce que l'on appelle la zone de DISTRIBUTION
ou la zone de PRELEVEMENT.
Par ailleurs, les quantits ne se trouvant pas places dans la zone de distribution sont
stockes dans une zone de RESERVE, suivant la mthode du stock banalis.
Le prlvement des marchandises pour les commandes clients s'effectue dans la zone de
distribution.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
27/65
Sortir les marchandises en suivant un circuit de prparation
IL est possible d'viter les retours en arrire, de limiter les recherches, les oublis en
libellant le bon de commande dans l'ordre du plan de rangement et en imposant un circuit
de prparation (ainsi, au fur et mesure qu'il avance, le prparateur prlve les
marchandises mentionnes sur l'ordre de sortie).
Le plan de rangement est tabli en attribuant chaque rfrence un emplacement bien
dfini (adresse de stockage).
En premier lieu le plan de rangement doit tenir compte des contraintes de stockage telles
que :
- la conservation sous temprature dirige,
- la fragilit des marchandises,
- le dgagement d'odeurs ou de gaz,
- la scurit incendie.
Les schmas ci-dessous nous montrent les possibilits d'organisation du prlvement
dans les alles.
Prparation par demi-alles
implantation descendante, puis remontante.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
28/65
Prlvement par alle
implantation par alternance gauche/droite.
Eviter les recherches
Le rangement des marchandises emplacements fixes et la mise en place d'un circuit de
prparation contribuent viter des recherches un prparateur confirm.
Exemple : l'dition par l'informatique d'un bon de prparation comportant les rfrences
tries dans l'ordre dcroissant des emplacements gographiques permet de rduire
considrablement les temps de prlvement.
De plus, il est possible de reprer les emplacements l'aide d'tiquettes mentionnant par
exemple :
- la famille du produit,
- la dsignation du produit,
- son numro de codification.
Rendre la marchandise directement accessible
Si nous examinons le champ d'accs normal de l'homme en position debout nous voyons
que l'espace l'intrieur duquel un prparateur peut saisir normalement un colis est limit
dans les deux dimensions
d'une part, la profondeur (environ 0,80 m) et d'autre part, la hauteur de stockage.
Lorsque celle-ci dpasse la hauteur directement accessible manuellement (environ 1,95
m), il faut donner au prparateur un moyen mcanis d'lvation comme par exemple, un
chariot avec une plate-forme levable.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
29/65
La hauteur des rayonnages dpend de la nature des marchandises stocker. Ce schma
montre l'accessibilit des tagres en fonction de leur hauteur.
Afin de faciliter le prlvement manuel des articles entreposs, ceux-ci doivent tre
directement accessibles pour viter l'emploi d'chelles, d'escabeaux, etc. Ils ne doivent
pas tre une hauteur suprieure 2100 mm au-dessus du sol.
Pour ce qui concerne la profondeur, avec un systme de stockage dynamique, ce sont les
marchandises qui viennent automatiquement se placer la porte du prparateur.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
30/65
Eviter les ruptures de charge
L'analyse du travail du prparateur fait ressortir qu'une part importante de son temps est
ncessaire pour fractionner les conditionnements d'origine (ouverture du
conditionnement, comptage des quantits...). Ce fractionnement est de plus une source
d'erreurs lors des prlvements.
Des conomies apprciables peuvent tre obtenues en gnralisant le principe du
conditionnement de vente qui vite toute rupture lors de prlvements en entrept.
Ce problme est videmment li des contraintes commerciales (contrainte envers la
clientle). Une solution de compromis devra donc tre mise en place.
4 La prparation des commandes et la palettisation
Il est indispensable de constituer une palette stable en respectant les contraintes physiques
des produits. De la qualit de cette opration va dpendre le bon tat des marchandises
transportes.
Pour cela, les principaux critres prendre en considration sont les contraintes de poids
et de dimensions imposant la constitution de palettes en pyramides, en tenant compte de
l'ordre logique de prlvement lors de l'implantation des articles.
Le plan ci-dessous nous donne les principes de constitution d'une palette.
lgers/petits
lourds/grands
5 La qualit de la palettisation
Quelques rgles d'or :
Ne jamais faire de dbord,
Assurer un croisement des colis suffisant,
Colis les plus lourds au-dessous, colis les plus lgers dessus,
Pratiquer un filmage ar,
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
31/65
Placer les tiquettes de colisage de manire qu'elles soient visibles,
Ne pas surcharger une palette.
6 Stabilisation des marchandises charges sur palettes
Pour assurer une bonne stabilit des chargements sur palette, on peut avoir le choix par
exemple entre le filmage et l'utilisation d'un ruban adhsif. Le film est le systme le plus
commode d'utilisation. IL assure la bonne tenue des palettes au cours du transport. Le
filmage ou l'utilisation du filet ne dispense pas d'une confection rationnelle des palettes,
comme le montre le tableau ci-dessous.
(*) le ceinturage multiple l'aide de film assure la stabilit des palettes charges
irrgulirement.
Filmer les marchandises pour viter la casse
En premier lieu, il est indispensable de charger les colis en retrait.
Cela permet :
- une bonne stabilit de la charge,
- une bonne scurit contre les chocs pour la marchandise,
- un chargement rapide des palettes dans les vhicules,
- de casser moins de palettes lors du chargement.
Ceinturage
suprieur et infrieur
Ceinturage
Multiple (*)
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
32/65
Cela se traduit donc par une rduction des litiges, des chargements plus faciles et plus
rapides avec une perte de place minimise.
En second lieu, il est impratif de charger les colis sans dbord, car cela provoque
davantage de casse (marchandises et palettes), cela entrane galement un chargement
compliqu et plus lent des palettes, avec une perte de place dans le vhicule.
Ci-dessous quelques illustrations des propos noncs prcdemment.
Cassure
1. Au sol la palettisation
palettisation
2. Manutention au chariot
lvateur
3. Au sol aprs dpose
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
33/65
Croisement insuffisant
Dfauts nuisibles la stabilit :
Couloirs
Constitution de la palette
1. Au sol la palettisation 3. Au sol aprs dpose 2. Manutention au chariot
lvateur
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
34/65
II. LES GRANDS SYSTEMES DE PRPARATION DES
COMMANDES
Il y a lieu de distinguer tout d'abord :
le principe gnral (prparation au fil de l'eau ou prparation par vague),
et ensuite les techniques de prparation des commandes, qui feront l'objet d'une
description plus complte dans le prochain chapitre.
1 Le principe gnral
Le fil de l'eau
Dans ce principe, les commandes arrivent de manire continue, les oprations de
prparation sont lances au fur et mesure de la rception des commandes.
Dans ce contexte, il est difficile de planifier la charge de travail. Le prparateur doit
s'attendre des irrgularits dans le rythme de son travail. IL doit tre disponible, prt
ragir toute demande. Par ailleurs, il devra faire preuve de polyvalence, de capacit
d'adaptation. Enfin, il devra bnficier d'une large autonomie dans son travail et d'une
plus grande responsabilisation.
Le traitement par vague
Dans ce cas, l'ensemble des commandes de la priode est connu avant le dbut du travail
de prparation. L'activit est planifie et rpartie entre les diffrents oprateurs. La charge
de travail est rgulire. Le prparateur doit faire preuve de qualit d'organisation. L
encore, il doit tre pleinement responsable et autonome dans son activit.
2 Les mthodes de prparation
Nous allons prciser dans ce chapitre les caractristiques de chacune de ces mthodes de
prparation des commandes.
On distingue en effet 5 mthodes de prparation des commandes
- un prparateur une commande complte,
- plusieurs prparateurs une commande simultanment,
- plusieurs prparateurs une commande successivement,
- un prparateur plusieurs commandes simultanment,
- plusieurs prparateurs plusieurs commandes.
Nous allons envisager tout d'abord, les principales mthodes de prparation rfrencier
fixe. Dans une deuxime partie, nous aborderons les mthodes rfrencier mobile.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
35/65
2.1 Les mthodes rfrencier fixe
2.1.1 Un prparateur, une commande
C'est le systme le plus simple dans sa conception, il s'apparente au principe de la
mnagre qui fait ses courses l'hypermarch.
Le prparateur se dplace devant le linaire de rfrence en prlevant les quantits
indiques sur son bon de commande.
Cependant, cette mthode prsente les inconvnients suivants
D'une part, les trajets parcourus sont longs et fastidieux lorsque le linaire est important,
et d'autre part, le volume de marchandises dplac peut tre une source de fatigue pour le
prparateur.
En fin de circuit, les marchandises collectes sont dposes en un point d'expdition.
Cette mthode facilite le contrle de la productivit des prparateurs et permet de dtecter
les sources d'erreurs plus facilement.
2.1.2 Plusieurs prparateurs, une commande
Traitements simultans
Dans cette mthode, la commande est clate, entre les diffrents secteurs de l'entrept.
Dans chaque secteur un prparateur prlve les rfrences qui correspondent sa
commande. Les marchandises sont ensuite achemines vers une zone de regroupage.
Le dlai de traitement de la commande est rduit au temps de prparation dans le secteur
le plus important.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
36/65
Traitements successifs
La commande passe successivement de secteur en secteur et dans chaque zone, un
prparateur prlve les rfrences concernes. Le circuit de la commande est simple mais
le dlai de prparation est important. De plus, la commande doit tre prise en charge dans
chaque secteur.
Au point de regroupement, les marchandises sont rassembles avec le numro de
commande correspondant.
Quelle que soit la solution retenue, le bon de prparation doit tre libell dans l'ordre du
plan de rangement du stock. De plus, il est souhaitable que chaque ligne de commande
soit affecte d'un code secteur.
Cette mthode pose le problme de l'quilibre du travail dans chacun des secteurs. Ds
qu'un secteur prend du retard, celui-ci peut bloquer le travail des autres secteurs et crer
un goulot d'tranglement. Toutefois, on peut remdier cet inconvnient en envisageant
les deux possibilits suivantes
Lorsque les secteurs sont situs sur le mme plan, en n'instituant pas de frontires
rigide entre les secteurs, en partageant quitablement les lignes du bon de prparation
suivant le nombre de secteurs mais aussi, en supprimant la notion de secteur dans
l'entrept.
Lorsque les secteurs sont situs sur des niveaux diffrents, le chef de la prparation
peut prvoir "un dispatcheur" qui lance les bons de prparation, et reoit les marchandises
prpares.
Ds qu'il s'aperoit que l'un des secteurs prend du retard, il dispose d'une quipe de
prparateurs polyvalents qu'il envoie dans le secteur surcharg.
2.1.3 Un prparateur, plusieurs commandes
Cette mthode consiste regrouper toutes les quantits ncessaires pour une priode
donne ou pour un nombre de commandes dtermin. Cela permet d'effectuer les
prlvements en une seule fois.
C'est ce que l'on appelle la sortie de masse ou encore la sortie par train de commandes.
Principe de fonctionnement
Un bon de commande rcapitulatif pour chaque train doit tre tabli indiquant pour
chaque rfrence les quantits globales sortir. L'tablissement de ce rcapitulatif ne
prsente pas de difficult lorsque l'on dispose d'quipements informatiques.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
37/65
De plus, les quantits globales sorties sont achemines dans une zone d'clatement o
elles sont rparties entre les diffrentes commandes composant le train de commandes,
suivant les quantits demandes pour chacune d'elles.
Par ailleurs, l'opration d'clatement permet de contrler la conformit des prlvements
lorsque toutes les commandes sont servies.
Prparation en cumul
Le prparateur prpare une commande qui est la somme (en quantits) d'un groupe de
commandes. Ce peuvent tre des commandes d'une tourne de livraison, ou bien les
quantits sortir pour la journe.
Cette commande, souvent intitule "rcapitulatif" ou "train de commandes", ncessite
ultrieurement un clatement par client. C'est--dire qu'elle donne lieu une deuxime
prparation des commandes qui est faite : soit dans le magasin, dans une aire
spcialement amnage, soit avec le client si la "commande" est charge dans un
vhicule.
Cette mthode prsente un intrt lorsque le rcapitulatif permet de faire prparer des lots
complets, en vitant ainsi les prlvements moins importants.
Prparation en simultan
Le prparateur prpare en mme temps plusieurs commandes. L'avantage de cette
mthode rside dans la rduction des trajets, mais elle ne peut tre utilise pour des
commandes avec peu de lignes.
Plusieurs commandes, plusieurs prparateurs
Dans cette mthode, les marchandises doivent tre achemines mcaniquement vers un
point de regroupement pour tre ensuite clates sur un numro de commande.
Pour faciliter l'opration d'clatement, la marchandise doit tre identifie selon sa
destination (dsignation, numro de commande, au moment mme o elle est dispose
sur le matriel d'acheminement.
Pour ce faire, chaque ligne de commande fait l'objet d'un "ticket" ou "tiquette de
prparation" o sont mentionns :
- la dsignation et les caractristiques techniques de la marchandise,
- le numro de code,
- la quantit rclame,
- le numro de la commande concerne.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
38/65
Le prparateur dans cette technique ne reoit donc plus un bon de commande, mais une
liasse de tickets ou tiquettes concernant son secteur, classs par numros de rfrence.
Toute marchandise sortie est identifie par l'apposition du "ticket de prparation".
L'allotissement de la marchandise sur le numro de la commande peut se faire soit,
mcaniquement, en y "indexant" l'lment moteur du convoyeur qui l'achemine, soit en
l'ayant pralablement affect un numro de commande.
L'opration peut se faire manuellement, en effectuant une srie de tris successifs sur les
chiffres du numro de commande (units, dizaines,...) Les tris sont effectus le long des
convoyeurs au fur et mesure de l'avancement des marchandises qui se trouvent ainsi
diriges vers le point de regroupement.
Cette mthode fort simple, rclame par contre beaucoup de surface, mais galement de la
main-d'oeuvre, en effet, les marchandises sont manipules chaque tri.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
39/65
Voici le tableau rcapitulatif des mthodes de prparation des commandes
Type Support administratif Matriel mettre en place observations
1 commande,
1 prparateur
Bon prparation libell
dans l'ordre du plan de
rangement (si possible).
Support de prparation
(chariot bras par
exemple).
1 commande,
plusieurs
prparateurs
(successivement)
Bon prparation libell
obligatoirement dans
l'ordre du plan de
rangement.
Support de prparation
avec transfert mcanique
ventuellement.
1 commande,
plusieurs
prparateurs en
mme temps
Bon prparation en
plusieurs parties, un par
zone
Support de prparation
avec transfert mcanique
indispensable.
Regroupement
ncessaire plus
vrification.
+ commandes, 1
prparateur
Rcapitulation des
commandes par article
dans
l'ordre de rangement +
bon commande
individuel.
Support de prparation si
possible mcanis (poids).
Eclatement
ncessaire sur
support.
+ commandes,
plusieurs
prparateurs
Rcapitulation des
commandes par zone
(tickets de prparation).
Traitement
informatique.
Matriel manutention
continue indispensable
avec indexation
automatique.
Regroupement puis
clatement.
2.2 Les mthodes rfrencier mobile
Il existe deux grandes mthodes rfrencier mobile : soit l'oprateur est poste fixe,
soit celui-ci se dplace.
Prparateur poste fixe
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
40/65
Dans ce systme de rfrencier complet, seules les rfrences concernes se dplacent
mcaniquement. Le prparateur prlve alors les quantits ncessaires de la rfrence qui
s'arrte devant lui. La prparation s'effectue alors commande par commande.
Prparateur se dplaant
Le prparateur n'est pas en possession des commandes des clients mais d'un document
class par produit qui indique les quantits attribuer chacune des commandes. Le
magasin de prparation est alors constitu de "case-clients" o le prparateur vient
dposer la marchandise commande.
La prparation s'effectue alors rfrence aprs rfrence, ce qui ncessite une prparation
simultane des commandes.
Ce type de prparation rduit les manutentions dans les cas suivants :
le nombre de clients est important,
la quantit servie par rfrence est importante,
le nombre de rfrences est faible.
On rencontre galement ce type de prparation pour des commandes dont la constitution
s'effectue progressivement.
III. LES DOCUMENTS ADMINISTRATIFS UTILISS EN
PRPARATION DES COMMANDES
Tous les magasins n'ont pas le mme principe de fonctionnement administratif, cela
dpend de leur vocation et de leur importance. Pour aborder ce chapitre, posons-nous
d'abord la question Quel est l'lment dclenchant la prparation ? Une commande, bien
entendu. Celle-ci peut provenir : soit d'un utilisateur au sein de l'entreprise, soit d'une
clientle extrieure. Nous retrouvons ici les deux types principaux de magasins :
industriel et commercial.
1 Le magasin industriel
Dans le secteur industriel pour des magasins de petite ou moyenne importance, et sauf
exception, la commande s'effectue en rgle gnrale de faon artisanale par l'utilisation
d'une "demande de matriel", cela se traduira par un bon de commande manuscrit mis
par le demandeur.
Ce moyen administratif compte tenu de la faible frquence des mouvements de stocks
reste efficace.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
41/65
2 Le magasin commercial
II n'en est pas de mme dans le secteur commercial dit de distribution. Les magasins
modernes disposent de moyens plus sophistiqus.
La mcanisation et l'informatique permettent d'obtenir un support administratif plus
labor dbouchant vers un systme de prparation plus complexe.
Revenons la source de la prparation, savoir la commande.
Cette commande peut tre achemine par divers moyens notamment : la poste, le tlex, la
tlcopie, le tlphone, le tl-processing.
Si l'entreprise dispose de moyens informatiques, ces commandes seront soit enregistres
directement, soit introduites dans le systme informatique pour leur traitement.
Celui-ci transposera les informations reues sous diffrentes formes.
Le bordereau de prparation (appel galement bon de prparation), et l'tiquette de
prparation (label systme).
Ce sont actuellement les supports administratifs les plus utiliss, en voici une illustration
prsente ci-aprs.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
42/65
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
43/65
3 L'tiquette de prparation (label systeme)
Le traitement en temps rel
Dans ce domaine, la technique la plus volue reste le tl-processing, qui permet de
communiquer directement les informations de commande l'ordinateur (terminaux)
lequel dite les bordereaux de prparation correspondants (travail en temps rel).
L'analyse des documents utiliss
Que les documents soient manuscrits ou manant de l'informatique, les renseignements
concernant la prparation restent sensiblement les mmes. Nous pouvons donc tablir une
liste non exhaustive des lments pouvant composer un bordereau de prparation
l'identification du demandeur,
la ou les quantits demandes avec, si besoin est, la spcification,
la dsignation et la rfrence de l'article demand,
l'adresse de stockage de l'article (situation gographique dans le magasin).
Enfin, il est souhaitable pour faciliter les recherches en cas d'erreur que le prparateur
vise le bordereau la fin de la prparation.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
44/65
Le Systme Graphique PALETT OGRAF Fenwick
Etapes Moyens
1. Dterminer les caractristiques de
la charge
Le poids dun carton (pese, tiquette, documents de livraison) et ses
dimensions (L x l x h)
La gerbabilit des cartons (pictogramme)
Le nombre total de cartons homognes palettiser
La hauteur et le poids maximum de la charge palettise
2. Rpertorier les types de palettes
disponibles
Dimensions
Charge utile
3. Raliser un graphe pour chaque
type de palette rpertorie
Tracer 2 axes Y et Y dune dimension suprieure la longueur de la
palette tester (chelle 1 cm = 100 mm)
Reporter sur laxe des abscisse X, la longueur et la largeur de la palette
teste
Recommencer sur laxe des ordonnes Y
Tracer daxe en axe :
- une oblique pour relier les largeurs de la palette,
- une oblique pour relier les longueurs de la palette.
4. Reprsenter les cartons A partir de lorigine du graphe :
* reporter sur laxe des abscisse la longueur dun carton
* reporter sur laxe des ordonnes, la largeur dun carton
* reprsenter le premier carton
Rpter lopration le long de chaque axe pour tendre vers la dimension
maximale des palettes sans la dpasser
Complter le graphe par dautres cartons dans la limite des obliques
5. Interprter le graphe Reprer et identifier les intersections des artes des cartons avec les
axes et les obliques
Compter le nombre de largeurs et/ou longueurs disposes sur les cts de
la palette
6. Choisir le plan de palettisation
optimal
Retenir limplantation minimisant la surface inoccupe
Totaliser le nombre de cartons formant le 1
er
lit (couche)
Les dbordements peuvent tre tolrs sils sont peu importants et si
lemballage est rsistant
Les retraits trop importants sont dconseills et doivent tre compenss
par ladjonction de matriaux garnisseurs
7. Calculer le nombre total de
cartons par palette
Evaluer la hauteur de la charge
Calculer le nombre de lits en divisant la hauteur limite de la charge par l a
hauteur dun carton (arrondir lunit infrieure)
Multiplier le rsultat par le nombre de cartons du 1
er
lit
8. Respecter les limites imposes Dterminer le poids de la charge palettise
Vrifier les contraintes de poids (palette, structure de stockage, chariot) et
de gerbabilit
Diminuer ventuellement le nombre de lits pour ne pas dpasser le poids
ou le nombre de colis imposs
9. Vrifier le nombre de cartons
palettiss
Faces avant et arrire de la palette : compter les cartons sur les artes et
ajouter ceux du centre
Faces latrales de la palette : compter les cartons sur le centre
uniquement
Additionner les 4 faces
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
45/65
Application : Dmarche guide
Consignes : pas de dbordement, pas de filmage
stockage en palettier latral hauteur dalvole 1 800 mm
jeu de manuvre 200 mm
capacit du chariot lvateur 1 000 kg
Charge : 600 colis gerbables sur 7 lits
dimensions dun carton L x l x h = 300 x 250 x 200 mm
poids dun carton 6,3 kg
Palette : format 800 x 1 200 x 100 mm
Charge utile 800 kg tare 27 kg
Interprter le graphe
Repre et identification des intersections des artes suprieures ou infrieure
des colis avec les axes et les obliques
Projection des intersections sur les axes et comptage du nombre de largeurs
et/ou de longueurs compltes reprsentes jusqu lorigine du graphe
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
46/65
Calcul des longueurs occupes
Lecture ct palette 800 :
1. A lintersection A sur laxe Y compter 3 largeurs compltes de colis jusque O
3 x 250 = 750 mm
2. Projeter B sur laxe Y, il y a 2 largeurs compltes de colis jusque O ;
projeter B sur laxe X, il y a 1 longueur complte de colis jusque O ;
lintersection B, lon totalise 2 largeurs + 1 longueur
300 + (2 x 250) = 800 mm
3. Projeter C sur laxe Y, lon compte 1 largeur complte de colis jusque O ;
projeter C sur laxe X, lon compte 1 longueur complte de colis jusque O ;
lintersection C, lon totalise 1 longueur + 1 largeur
250 + 300 = 550 mm
4. A lintersection D sur laxe X, lon compte 2 longueurs compltes de colis jusque O ;
2 x 300 = 600 mm
Lecture ct palette 1 200 :
5. A lintersection E sur laxe Y, lon compte 4 largeurs compltes de colis jusque O
4 x 250 = 1 000 mm
6. Projeter F sur laxe Y, lon compte 3 largeurs compltes de colis jusque O ;
projeter F sur laxe X, lon compte 1 longueur complte de colis jusque O ;
lintersection F, lon totalise 3 largeurs + 1 longueur
(3 x 250) + 300 = 1 050 mm
7. Projeter G sur laxe Y, lon compte 2 largeurs compltes de colis jusque O ;
projeter G sur laxe X, lon compte 2 longueurs compltes de colis jusque O ;
lintersection G, lon totalise 2 largeurs + 2 longueurs
(2 x 300) + (2 x 250) = 1 100 mm
8. Projeter H sur laxe Y, lon compte 1 largeur complte de colis jusque O ;
projeter H sur laxe X, lon compte 3 longueurs compltes de colis jusque O ;
lintersection H, lon totalise 1 largeur + 3 longueurs
250 + (3 x 300) = 1 150 mm
9. A lintersection I sur laxe X, lon compte 4 longueurs compltes de colis jusque O
4 x 300 = 1 200 mm
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
47/65
Choisir le plan de palettisation optimal
a) Slection des solutions permettant une occupation optimale des cts de la
palette.
Lecture ct palette 800 : Lecture ct palette 1 200 :
A = l l = 750 I = 4 L = 1 200
B = 1 L + 2 l = 800 H = 3 L + 1 l = 1 150
b) Reprsentation des colis sur la palette en vue de dessus
2. Solutions I/B
12 colis
3. Solutions /A
12 colis
Conclusion :
12 colis peuvent tre placs sur chaque lit (plat, niveau, couche)
Il est souhaitable dintervertir les plans pour obtenir une stabilit correcte.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
48/65
Calculer le nombre total de colis par palette
Lon place 12 colis par lit
Dfinir la hauteur de la charge palettise : hauteur alvole jeu de manuvre de 200 mm
1 800 200 = 1 600 mm
alvole = 1 800 mm
Hauteur de la charge : hauteur de la charge palettise hauteur de la palette
1 600 100 = 1 500 mm
Nombre de lits : hauteur de la charge / hauteur dun carton
1 500 / 200 = 7,5 lits en thorie soit 7 lits
Contrle de la gerbabilit des colis : possible sur 7 lits donc aucune correction
Nombre total de colis sur la palette : 12 colis x 7 lits = 84 colis
Contrler les limites imposes
Vrification du poids (par rapport la contrainte palette et chariot de manutention)
1 colis = 6,3 kg
84 colis = 529,20 kg < charge utile palette = 800 kg
Tare de la palette (poids vide) = 27 kg
Poids total de la charge palettise = 529,20 + 27 = 556,20 kg < capacit chariot 1 000 kg
Evaluer les besoins
On place 84 colis par palette alors quil faut en palettiser 600
Nombre de palettes = 600 / 84 = 7,14 arrondi 8 palettes
En conclusion, il faut prvoir :
8 palettes 800 x 1 200 cest--dire 7 palettes de 84 colis soit 588 colis
et 1 palette de 12 colis
8 emplacements en palettier,
8 dplacements du cariste.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
49/65
CHAPITRE 5 LA GESTION ECONOMIQUE DES STOCKS
I. LES STOCKS
1 Les dfinitions des stocks
Un stock est une quantit de marchandises dposes un endroit en vue dune utilisation
ultrieure :
Du point de vue comptable le stock reprsente une immobilisation dactifs,
En gestion de production il reprsente le rsultat dune production par lots et un
gage de scurit en cas de problme,
Sur le plan commercial Le stock reprsente une garantie de service auprs de ses
clients,
Au niveau logistique, le stock reprsente un dsquilibre entre plusieurs flux
physiques,
Le stock reprsente un manque gagner de produits financiers,
Du point de vue organisationnel, Le stock peut tre considr comme une
contrainte conomique pour une organisation.
2 Les fonctions des stocks
Les raisons de dtention dun stock sont nombreuses.
Les principales fonctions dun stock sont :
1) Fonction de rserve : Pour palier aux diffrences de flux entrants et sortants, le
gestionnaire se trouve dans la ncessit de stocker des produits.
2) Fonction de regroupement : Afin de minimiser les cots, les entreprises auront
recours au regroupement physique de la totalit des stocks.
3) Fonction de rgulation : Lentreprise doit disposer de stock en amont et de stock
en aval pour viter les ruptures de stocks.
4) Fonction dorganisation : Dans les processus de production, il est courant de
lancer des ordres de fabrication dans le but doptimiser lorganisation de
lactivit.
5) Fonction danticipation : Rpondre dans les plus brefs dlais aux besoins des
clients internes et externes.
6) Fonction conomique : Cette fonction dun stock permet doptimiser les moyens
de production de lentreprise.
7) Fonction de spculation : Lentreprise peut constituer des stocks en priode de
rapprovisionnement pour ne pas subir une hausse importante des prix sur les
produits dont les valeurs fluctuent considrablement sur des priodes courtes.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
50/65
3 La gestion des stocks
La gestion des stocks doit assurer une qualit de service clients tout en sassurant que le
niveau des stocks soit loptimum, ainsi on peut distinguer :
1) La gestion physique : La gestion physique englobe les actions menes dans les
magasins et entrepts.
2) La gestion administrative : La gestion administrative englobe toutes les oprations
effectues laide des supports et des systmes dinformation.
3) La gestion comptable : La gestion comptable englobe tous les principes de
valorisation des stocks prsents dans lentreprise.
4) La gestion prvisionnelle : La gestion prvisionnelle englobe lensemble des
calculs permettant de connatre tous les paramtres futurs de distribution, de
production et de consommation dun produit.
4 La typologie des stocks
1) Le stock administratif correspond la quantit de produits thoriquement dtenue
dans le magasin.
2) Le stock physique reprsente la quantit relle dtenue par le magasin.
3) Le stock est dit actif lorsquil est mouvement (flux entrants et flux sortants).
4) Le stock mort se caractrise par des produits nayant subi aucun mouvement sur
une priode dtermine.
5) Le stock de scurit permet de palier les alas dapprovisionnement ou de
consommation.
6) La rupture de stock est atteinte lorsque la quantit demande par un client (interne
ou externe) est suprieure la quantit en stock physique.
5 Les mouvements de stock
Pour faciliter la gestion quotidienne des flux logistiques (entres, sorties), lentreprise
doit mettre en place une nomenclature rigoureuse des articles ou rfrences en stock :
Les retours fournisseurs,
Les retours clients,
La casse,
La dmarque,
La rgularisation des stocks.
Ces mouvements doivent tre justifis et faire lobjet dun traitement.
Les entres et les sorties de stock sont contrles par des oprations dinventaire.
Les inventaires ont pour objet :
De mesurer la quantit de produit en stock pour une priode donne.
De calculer la valeur comptable du stock.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
51/65
De dtecter les dysfonctionnements dans la gestion des stocks, en faisant
apparatre des carts dinventaire.
Trois types dinventaires :
1. Linventaire comptable annuel : une obligation lgale. Il sagit du
comptage de tous les articles en stock se fait en une seule fois et une date
fixe.
2. Linventaire tournant : consiste confronter priodiquement (de faon
journalire, hebdomadaire, mensuelle, etc.) les quantits de certaines
catgories darticles.
3. Linventaire permanent : permet de connatre en temps rel, les stocks
thoriques en quantit et en valeur.
Le comptage physique du stock permet deffectuer un rapprochement avec le stock
administratif.
De ce rapprochement peuvent dcouler des carts dinventaire, indiqus en nombre
darticles et valoriss.
6 La valorisation des stocks
Valoriser les stocks de lentreprise est une obligation lgale.
Tous les mouvements de stock, les entres et les sorties, doivent faire lobjet dun
enregistrement comptable.
Plus quune obligation lgale, connatre la valeur du stock est la base des outils de
pilotage stratgique de lentreprise.
Trois principales mthodes de valorisation des stocks :
1) La valorisation par la mthode du Prix Unitaire Moyen Pondr (PUMP),
2) La valorisation par la mthode du FIFO (First In, First Out),
3) La valorisation par la mthode du LIFO (Last In, First Out).
Le PUMP est calcul en fin de priode en prenant en compte la valeur du
stock initial, plus lensemble des valeurs reprsentant les entres.
Date Entre Sortie Dispo PU/HT
Valeur
Entre
Valeur
Sortie
Valeur
Stock
01/01 750 8 6000
10/01 250 1000 10 250x10 8500
18/01 250 750 9,5 250x9,5
20/01 350 1100 11 350X11 12350
30/01 300 800 9,5 300x9,5
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
52/65
FIFO : Cette mthode consiste valuer les sorties en considrant que ce sont les
rfrences les plus anciennes en stock qui sortent les premires.Cette mthode consiste
valuer les sorties en considrant que ce sont les rfrences les plus anciennes en stock
qui sortent les premires.
Date Entre Sortie Dispo PU/HT
Valeur
Entre
Valeur
Sortie
Dtail valeurs
Valeur
Stock
01/01 750 8 750x8 6000
10/01 250 1000 10 250x10 (750x8)+(250x10) 8500
15/01 300 700 300x8
(450 x 8) + (250 x
10)
6100
LIFO :
Cette mthode consiste valuer les sorties en considrant que ce sont les rfrences les
plus rcentes en stock qui sortent les premires.
Date Entre Sortie Dispo PU/HT
Valeur
Entre
Valeur
Sortie
Dtail
valeurs
Valeur
Stock
01/01 750 8 750x8 6000
10/01 250 1000 10 250x10
(750x8)
+(250x10)
8500
15/01 300 700
(250x10)
+(50x8)
700 x 8 5600
La valorisation des stocks permet davoir un tat en valeur des marchandises stockes.
Le gestionnaire dispose de diffrents critres de gestion pour suivre lvolution des
stocks.
La valorisation du stock est inscrite lactif du bilan comptable de lentreprise.
Valeur SI + Valeur des entres
Quantit SI + Quantits des entres
PUMP =
750 + 250 + 350
6000 + 2500 + 3850
PUMP =15 DH
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
53/65
7 Les indicateurs de suivi des stocks
Trois indicateurs principaux :
Le calcul du stock moyen,
Le taux de rotation,
Le taux de couverture.
7.1 Le calcul du stock moyen.
Le stock moyen est la quantit moyenne de produits en stock sur une priode donne
(anne, mois, etc.).
Entre le 01/01 et le 25/01 : Stock Moyen 1 = (320 + 200) / 2 = 260 sur 24
jours.
01/01/02 25/01/02 20/03/02
12/05/02 30/06/02
100
400
300
200
Quantit
Temps
Sm1=
2
32
Stock juste aprs un approvisionnement + Stock la veille
dun approvisionnement
2
SM =
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
54/65
Entre le 25/01 et le 20/03 : Stock Moyen 2 = (400 + 150) / 2 = 275 sur 54 jours.
Entre le 20/03 et le 12/05 : Stock Moyen 3 = (360 + 20) / 2 = 190 sur 53 jours.
Entre le 12/05 et le 30/06 : Stock Moyen 4 = (290 + 130) / 2 = 210 sur 49 jours.
Le stock moyen sur une priode :
Stock Moyen entre le 01/01 et le 30/06
30/06/02
100
400
300
200
Temps
Sm4 =
200
13
01/01/02
25/01/02 20/03/02
320
290
360
400
12/05/02
Quantits
Sm1= Sm2 = 275
Sm3 =
20
15
(260x24) + ( 275x54) + (190x53) + (210x49)
(24 + 54 + 53 + 49)
SM=
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
55/65
Le calcul du taux de rotation :
Le calcul de la couverture moyenne :
Elle exprime la dure moyenne de consommation du stock moyen.
Consommation de la priode
Stock moyen de la priode
Taux de rotation =
365 jours
Taux de rotation
Dure du stock moyen =
30/06/02
100
400
300
200
290
25/01/02 20/03/02
320
360
400
12/05/02
Quantits
Temps
Sm1= 260 Sm2 = 275
Sm3 =
Sm4 =
200
13
20
15
Stock moyen
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
56/65
Elle correspond au rapport entre le stock moyen de la priode et la consommation
moyenne de la priode
Le rsultat sexprime en nombre de jours.
II. LA METHODE ABC
1 Historique
A la fin du XIX
me
sicle, un statisticien, PARETO, ralisa une tude sur la collecte des
impts en Italie.
Aprs une srie de traitement statistique, il en dduisit que 20 % des bnficiaires de
revenus, reprsentaient 80 % de la totalit des revenus.L'analyse ABC est une analyse
(mono ou multicritres) permettant :
1. D'tablir la proportionnalit ou limportance de chaque lment tudi dans
l'ensemble des lments.
2. De trier et donc de classer les lments les uns par rapport aux autres.
3. De tirer les enseignements de cette proportionnalit.
4. De vrifier la concentration grce l'indice de concentration de Gini.
L'analyse ABC ou loi des 20/80 provient des observations de l'conomiste Wilfrido
PARETO qui remarque en analysant la rpartition des terres entre les diffrents
propritaires terriens que certains phnomnes sont caractristiques. Ainsi, il dtermine
que 20 % des propritaires fonciers possdent 80 % des terres.
Ultrieurement d'autres observations mettront en vidence le phnomne, comme par
exemple, 20 % des contribuables payent 80 % des impts
Taux de rotation
12
Couverture moyenne =
Stock moyen de la priode
Consommation moyenne de la priode
I. Couverture
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
57/65
Lanalyse ABC permet de limiter le problme, en slectionnant sur un ensemble de
donnes,
limportance du ou des critres qui justifient ltude.
2 Pratique de loutil (METHODOLOGIE)
2.1 Choix du critre
Le choix du critre dpend essentiellement des objectifs atteindre.
Le critre doit tre un lment chiffrable et reprsentatif.
Les critres sont videmment trs nombreux, il est possible den numrer quelques uns :
Cot de la pice, du produit, de larticle.
Poids de la pice.
Volume de la pice.
Prix de revient de la pice.
Distances de manutention.
Nombre de caisses manutentionnes...
2.2 Etablissement de la courbe
1. Chiffrer pour chaque produit la valeur du critre.
2. Classer les produits par ordre dcroissant dimportance.
3. Effectuer les cumuls.
4. Calculer les pourcentages des valeurs cumules et des produits.
5. Ainsi au terme de cette phase, pour chaque rfrence, on pourra apprcier.
6. La hirarchisation des donnes.
7. Limportance de chaque donne les unes par rapport aux autres.
8. La mise en vidence des caractristiques de la srie.
On regroupera les principales donnes, approximativement les 20 % de donnes qui font
environ 80 % de la valeur cumule du critre.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
58/65
2.3 La reprsentation graphique
Tracer la courbe en portant des points aux coordonnes.
Axes des abscisses : Identification des produits.
Axes des ordonnes : cumul des valeurs du critre choisi.
Exploiter la courbe en dlimitant la sparation des diffrentes parties A, B
& C.
2.4 L'analyse des rsultats
Les principaux rsultats sont donc la hirarchisation des donnes, et l'tablissement de
classes homognes.
La premire analyse consiste tablir la rpartition entre les classes.
A titre indicatif :
- La classe A : 20 % des donnes reprsentent 80 % de la valeur totale du critre.
- La valeur B : 30 % des donnes reprsentent les 15 % suivants.
- La valeur C : 50 % des donnes reprsentent les 5 % restants.
Cette rpartition thorique variera selon la concentration de la valeur du critre.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
59/65
A titre dexemple, Si la srie n'est pas concentre, alors la classe A pourrait comprendre
40 % des donnes et ne reprsenter que 60 % des valeurs. A titre d'un certain seuil,
lanalyse ABC n'est plus caractristique.
2.5 Indice de concentration de GINI
Il est possible de calculer un indice de concentration permettant de caractriser la
rpartition
des donnes dans les diffrentes classes appel indice de concentration de GINI donn
par
la formule suivante :
Formule de calcul de lindice de Gini :
somme des critres cumuls en pourcentage
xi = pourcentage dun produit
somme des critres cumuls en pourcentage
xi = nombre de produits
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
60/65
Interprtation des rsultats
Pour apprcier les rsultats, on retiendra les rgles suivantes :
Plus tend vers 1, plus la concentration de la courbe est forte, inversement plus elle tend
vers 0, plus la courbe tend vers la droite dquipartition.
IMPORTANT
Si > 0,6 ltude peut tre effectue car le critre choisi est significatif.
Conclusion
Lindice de concentration est un critre danalyse de la rpartition des
valeurs qui permet de comparer deux phnomnes ou un mme
phnomne pris deux poques diffrentes.
Linconvnient est que cest un outil un peu long mettre en oeuvre, qui prsente
toutefois un caractre trs ponctuel.
Exemple dapplication
Vous tes magasinier dans la socit VENDETOUT SA situe : 35 alle de Paris 33000
BORDEAUX.
Vous tes charg de rimplanter une partie du magasin de stockage. Votre tude portera
sur 12 articles dont vous trouverez les frquences de sortie en annexe.
Vous devrez tablir un classement par ordre dcroissant sur lequel seront port :
- Les frquences de sortie,
- Le cumul des frquences de sortie,
- Le pourcentage correspondant au cumul.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
61/65
Vous tracerez la courbe des frquences de sortie en faisant apparatre les zones A, B et C.
Produits Frquence de sortie Produits Frquence de sorite
A 855 G 622
B 55 H 2201
C 48 I 101
D 1 J 145
E 115 K 12
F 64 L 1300
Feuille de calcul
Classement Rfrences Total Cumul % cumul % produit
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
62/65
3 Les indicateurs
Le responsable de la prparation des commandes pourra suivre un certain nombre
d'indicateurs de performance, qu'il ralisera lui-mme ou qu'il fera raliser par le service
administratif. Le type et le nombre d'indicateurs sont variables. Citons ceux utiliss le
plus souvent dans les entreprises
les indicateurs gnraux d'activit
nombre de commandes / jour,
nombre de tonnes / jour,
nombre de colis / jour,
nombre de lignes / jour,
nombre de ruptures / jour,
nombre d'erreurs / jour.
les indicateurs de performance
nombre de commandes / prparateur,
nombre de tonnes / prparateur,
nombre de colis / prparateur,
nombre de lignes / prparateur,
nombre d'erreurs / prparateur.
les indicateurs de taux de service
C'est le nombre de commandes satisfaites dans les dlais rapport au nombre de
commandes traiter dans la journe.
les indicateurs lis au personnel
l'absentisme,
le recours l'emploi intrimaire.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
63/65
les indicateurs lis la scurit
Nombre d'accidents et d'incidents sur une priode.
Le responsable de la prparation des commandes fera un choix judicieux parmi
l'ensemble des indicateurs pour n'en conserver que 4 ou 5 significatifs de son activit.
Ensuite, dans les indicateurs de performance lis aux oprateurs, il devra discerner la
justesse de la valeur enregistre. En effet, un prparateur qui ralise une commande par
heure reprsentant 2 tonnes de marchandises n'est pas forcment moins performant que
celui qui totalise 15 commandes par heure pour 1,5 tonnes de marchandises.
4 Les erreurs de prparation des commandes et leurs consquences
Tout au long de sa journe de travail, le prparateur de commandes est expos
commettre un certain nombre d'erreurs.
4.1 Les erreurs de prparation des commandes
L'origine de ces erreurs peut tre :
- l'inattention et la prcipitation,
- une charge de travail trop importante,
- un mauvais clairage du lieu de prparation.
Les diffrents types d'erreurs peuvent se classer sous deux rubriques qui sont : en premier
lieu, les erreurs de quantit, et ensuite, les erreurs de qualit.
On appelle erreur de quantit une erreur entranant soit un excdent, soit un manquant par
rapport la quantit devant tre servie.
Ces manquants, ou excdents, s'ils ne sont pas dtects dans le magasin (service
contrle), seront signals par le destinataire (principalement les manquants).
Les erreurs de qualit sont en revanche une interversion de marchandises. Ces erreurs se
rencontrent gnralement lorsque le cariste, approvisionneur du stock, commet une erreur
de placement d'un produit dans la zone de distribution.
IL en dcoule gnralement un prlvement erron, le prparateur se rfrant souvent
seulement l'emplacement de stockage (d'o la ncessit d'identifier le produit).
Dans les deux cas, ces erreurs entranent une dsorganisation du service et par voie de
consquence un mcontentement de la clientle.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
64/65
4.2 Les consquences des erreurs de prparation
Ces erreurs ont une incidence sur deux plans :
- l'aspect matriel,
- l'aspect commercial.
Ces deux notions impliquent bien entendu des rpercussions financires importantes pour
l'entreprise, mais aussi pour le client.
Sur le plan matriel, cela se traduit par : des prises et dposes inutiles, des risques de
casse lors des manipulations, des dplacements inutiles, des sources d'erreurs lors de la
remise en place au stock de marchandises errones, et enfin des travaux administratifs
supplmentaires.
Sur le plan commercial, il y a des risques de mcontentement du client, une certaine
dtrioration de l'image de marque de l'entreprise. Par ailleurs, la rptition d'erreur est
souvent une source de contestation permanente ; long terme, cela peut se traduire par
une perte de clientle.
Tout cela entrane donc des frais trs importants qu'il n'est possible d'valuer que dans
chaque cas particulier. Toutefois, pour avoir une ide plus prcise, prenons l'exemple d'un
entrept de distribution alimentaire de caractristiques suivantes :
- superficie de l'entrept : environ 1 730 m2, - nombre d'erreurs/jour : environ 24,
- poids des erreurs : 690 kg pour une moyenne de 70 t/jour prpares (soit environ 1
%),
- service contrle de prparation existant.
Partant du principe que les erreurs sont dceles au service contrle de l'entreprise, les
cots reprsents par les erreurs de prparation, dans ce cas prcis, ont t valus par
semaine 100,00
mois 430,00
anne 5 200,00
En consquence de ce bilan, le prparateur des commandes devra tre trs vigilant, bien
respecter les consignes de travail. Pour cela, il devra mthodiquement lire attentivement
le bordereau de prparation, reprer l'emplacement de stockage, reconnatre le produit
prlever, sortir les marchandises en quantits demandes, et pointer le bordereau lorsque
la marchandises a t dpose sur le support de prparation, en s'auto contrlant lui-
mme.
C'est cette seule condition que sera, non pas supprim, mais rduit, le nombre des
erreurs de prparation.
STRUCTURE DENTREPOSAGE ET LES MATERIEL S DE MANUTENTION
65/65
ANNEXE
Vous aimerez peut-être aussi
- Distribution ET EntreposageDocument46 pagesDistribution ET Entreposageyassin900100% (1)
- Gestion Des Plates Formes LogistiquesDocument54 pagesGestion Des Plates Formes Logistiquesbadr tijaniPas encore d'évaluation
- Les Solutions de Gestion EntrepôtDocument32 pagesLes Solutions de Gestion Entrepôtsalina08789% (19)
- PFE Gestion de L'entrepotDocument60 pagesPFE Gestion de L'entrepotAbd essamad100% (6)
- Cours D'entreposage - CopieDocument79 pagesCours D'entreposage - Copiechristianmakosso100% (1)
- Entreposage Et Gestion de Stock GOUE JUSTINDocument90 pagesEntreposage Et Gestion de Stock GOUE JUSTINSylla Kassim100% (2)
- Gestion EntrepotsDocument63 pagesGestion Entrepotslamyaa2408Pas encore d'évaluation
- Etude de Cas Conception D'entrepot 2019 LocalDocument3 pagesEtude de Cas Conception D'entrepot 2019 LocalAsraoui ZakariaPas encore d'évaluation
- EnteposageDocument16 pagesEnteposageMohssine Chakib100% (1)
- Guide WMS VfinDocument26 pagesGuide WMS Vfinsabourikhalid4745100% (1)
- Creation EntrepotDocument16 pagesCreation EntrepotMariaEd100% (1)
- Cours Des EntrepotsDocument84 pagesCours Des Entrepotsmachiavel05100% (4)
- Couts LogistiquesDocument6 pagesCouts LogistiquesalaleyPas encore d'évaluation
- Controle SMBDocument7 pagesControle SMBKhalid SarrakhiPas encore d'évaluation
- Digitalisation D'entrepotDocument10 pagesDigitalisation D'entrepotHanane ZgtPas encore d'évaluation
- 4 - Entreposage SuiteDocument54 pages4 - Entreposage Suitehamza4alasbatiPas encore d'évaluation
- Implantation EntrepôtDocument25 pagesImplantation EntrepôtAsmaa Boudali100% (7)
- Palet TiersDocument33 pagesPalet Tiersyacine100% (3)
- 3 - EntreposageDocument33 pages3 - Entreposagehamza4alasbatiPas encore d'évaluation
- La Preparation de CommandesDocument4 pagesLa Preparation de CommandessidyPas encore d'évaluation
- Cours Sur Le PalettierDocument8 pagesCours Sur Le Palettiercharles langmiaPas encore d'évaluation
- Pfe1-Final 2 PDFDocument43 pagesPfe1-Final 2 PDFYASSINE CHOURAKPas encore d'évaluation
- La Conception D Une Chaine Logistique PDFDocument32 pagesLa Conception D Une Chaine Logistique PDFSoufiane Faidi100% (1)
- Ch5 EntreposageDocument9 pagesCh5 EntreposageElena-Daniela Voicu100% (1)
- Etude de Cas - Gestion Entrepot - 19Document4 pagesEtude de Cas - Gestion Entrepot - 19Yasser BouPas encore d'évaluation
- Gestion D'entrepot 1&2Document52 pagesGestion D'entrepot 1&2Dany Armand100% (1)
- 2 Typologie Des EntrepotsDocument21 pages2 Typologie Des EntrepotsAdil LhadiPas encore d'évaluation
- 2A T Synthèse1 V1Document19 pages2A T Synthèse1 V1Souad LaouinaPas encore d'évaluation
- Optimisation Des Coûts de Distribution 271118 FinalDocument35 pagesOptimisation Des Coûts de Distribution 271118 FinalBogdan RaulPas encore d'évaluation
- EntreposageDocument41 pagesEntreposageAbdellatif Abdell50% (2)
- Standard Manutention Base-Cours Jihad JAMÏDocument56 pagesStandard Manutention Base-Cours Jihad JAMÏnohahlm60% (5)
- Cours D'adressageDocument3 pagesCours D'adressageDany Armand100% (2)
- Presentation Des Metiers Du Transport Et de La LogistiqueDocument20 pagesPresentation Des Metiers Du Transport Et de La LogistiquesaredeenPas encore d'évaluation
- Termes Transport Et QueDocument30 pagesTermes Transport Et QueLaila E'lPas encore d'évaluation
- Application Pa Let TiersDocument16 pagesApplication Pa Let TiersBtissam Ouariti100% (1)
- La Planification LogistiqueDocument5 pagesLa Planification Logistiquechicha1985100% (1)
- Bts en Gestion Logistique Et Transport 2022Document27 pagesBts en Gestion Logistique Et Transport 2022Antoine YOMSIPas encore d'évaluation
- Cours - Gestion D - Entrepôt Et de PFL - 3Document24 pagesCours - Gestion D - Entrepôt Et de PFL - 3Amir Ben Charki100% (1)
- M15 - Préparation de Commandes2Document45 pagesM15 - Préparation de Commandes2Abdelhafid BouazizPas encore d'évaluation
- I - Les Trois Différents Types D'entrepôts:: 1. L'entrepôt StandardDocument3 pagesI - Les Trois Différents Types D'entrepôts:: 1. L'entrepôt StandardAdil Belhadi100% (1)
- La Mise en Réserve Dans Une Plateforme LogistiqueDocument17 pagesLa Mise en Réserve Dans Une Plateforme LogistiqueBoughdiri KhouloudPas encore d'évaluation
- Cours Optimisation Des Plateformes Logistiques 2020Document117 pagesCours Optimisation Des Plateformes Logistiques 2020Douae HmPas encore d'évaluation
- Gestion Des Entrepôts CoursDocument18 pagesGestion Des Entrepôts Courslamyaa240871% (7)
- 01systèmes Stockage Et Manutention 2016Document153 pages01systèmes Stockage Et Manutention 2016Ali Dchar100% (2)
- Entreposage Intro 14Document47 pagesEntreposage Intro 14Harry Davi100% (1)
- L'optimisation Des Plateformes LogistiqueDocument82 pagesL'optimisation Des Plateformes LogistiqueEL Alaoui Zakariae100% (1)
- LogistiqueDocument17 pagesLogistiqueAbdelhamid Harakat100% (1)
- Bts Blanc Prestation LogistiqueDocument3 pagesBts Blanc Prestation Logistiquecharles langmiaPas encore d'évaluation
- Rapport WMSDocument36 pagesRapport WMSZakii Ben100% (3)
- Calcul Surface Stockage NEWDocument22 pagesCalcul Surface Stockage NEWKawtar IdemPas encore d'évaluation
- Memoire FinalDocument107 pagesMemoire FinalSorry WaigaloPas encore d'évaluation
- Preparation Des CommandesDocument12 pagesPreparation Des CommandesÀbdèrràhim AboussemdaiPas encore d'évaluation
- Cours - Des - Entrepots Ok PDFDocument84 pagesCours - Des - Entrepots Ok PDFJebariPas encore d'évaluation
- Etude de Cas - Entrepôt PalettesDocument7 pagesEtude de Cas - Entrepôt Palettesel mehdi belloukPas encore d'évaluation
- Soutenance Du Projet de Fin D'étudesDocument47 pagesSoutenance Du Projet de Fin D'étudesFati FlourPas encore d'évaluation
- Calcul de SurfaceDocument22 pagesCalcul de SurfaceAbdellatif Abdell100% (3)
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Évaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesD'EverandÉvaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesÉvaluation : 1 sur 5 étoiles1/5 (1)
- Les Moyens de StockageDocument12 pagesLes Moyens de StockageEjg EsjegasPas encore d'évaluation
- Serie 010208 GestiondesentreptsDocument5 pagesSerie 010208 GestiondesentreptsSalma Mk100% (2)
- Visio Sur IPDocument26 pagesVisio Sur IPSalma MkPas encore d'évaluation
- Cours Achat p1Document78 pagesCours Achat p1Salma MkPas encore d'évaluation
- TransportDocument71 pagesTransportsimohmedPas encore d'évaluation
- Cathéchisme LogigrammeDocument4 pagesCathéchisme LogigrammeSalma Mk0% (1)
- Optimiser Son Approvisionnement Et Sa Gestion de StockDocument103 pagesOptimiser Son Approvisionnement Et Sa Gestion de StockSalma Mk100% (1)
- Autohall 140830005611 Phpapp02Document47 pagesAutohall 140830005611 Phpapp02Salma Mk0% (1)
- Le Plan Directeur de ProductionDocument9 pagesLe Plan Directeur de ProductionSalma Mk100% (7)
- Incoterms Version 2012 PDFDocument9 pagesIncoterms Version 2012 PDFSalma MkPas encore d'évaluation
- Carnet-Maintenance Contenus1439811062Document5 pagesCarnet-Maintenance Contenus1439811062Abdessalem BachaPas encore d'évaluation
- Poutre de RoulementDocument125 pagesPoutre de RoulementMohamed YagoubPas encore d'évaluation
- Risques Lies A Levage Et Manutention PDFDocument13 pagesRisques Lies A Levage Et Manutention PDFReda Nari100% (1)
- Verlinde Dimensions Pont Roulant MonopoutreDocument22 pagesVerlinde Dimensions Pont Roulant MonopoutreHAMZAPas encore d'évaluation
- RapportPFE Copie FinaleDocument56 pagesRapportPFE Copie Finalezehii ghofranPas encore d'évaluation
- Pont Roulant Et PortiqueDocument2 pagesPont Roulant Et PortiqueHasnaoui AsmaaPas encore d'évaluation
- Commande Electrique Des Mécanismes V2Document47 pagesCommande Electrique Des Mécanismes V2Miloud RharousPas encore d'évaluation
- Notice de Montage, D'utilisation Et D'entretien: HADEF Pont Roulant Électrique Posé Série EEEDocument28 pagesNotice de Montage, D'utilisation Et D'entretien: HADEF Pont Roulant Électrique Posé Série EEEromPas encore d'évaluation
- Catalogue Ponts Roulants PDFDocument38 pagesCatalogue Ponts Roulants PDFBen TailleurPas encore d'évaluation
- Expose Sur Les Appareils de Levages FinaleDocument22 pagesExpose Sur Les Appareils de Levages FinaleOumar Traoré100% (1)
- 1 Master Final 100Document124 pages1 Master Final 100Aymen SebbataPas encore d'évaluation
- Memoir 4Document64 pagesMemoir 4Baha DjemelPas encore d'évaluation
- Programme Formation Ponts Roulants Et Portiques Concernes 1583510289Document2 pagesProgramme Formation Ponts Roulants Et Portiques Concernes 1583510289Noureddine Chibane0% (1)
- ZVSFPRO Grues Et Equipements de LevageDocument13 pagesZVSFPRO Grues Et Equipements de LevageIsmailPas encore d'évaluation
- Diagnostic Equipement Industriel Armatech 2021Document10 pagesDiagnostic Equipement Industriel Armatech 2021Ferid LARBIPas encore d'évaluation
- GrueDocument7 pagesGrueEs.sabery IsmailPas encore d'évaluation
- NF P22-615Document22 pagesNF P22-615FarahPas encore d'évaluation
- Curs3 PDFDocument0 pageCurs3 PDFAlexandru TofanPas encore d'évaluation
- 4 ElsDocument4 pages4 ElstéléPas encore d'évaluation
- Etude 2102 - Quadra - FRDocument5 pagesEtude 2102 - Quadra - FRSaber DammakPas encore d'évaluation
- 4-Potances Et Ponts Roulants PDFDocument11 pages4-Potances Et Ponts Roulants PDFameg15100% (3)
- Ponts Roulants FRDocument7 pagesPonts Roulants FRgokoPas encore d'évaluation
- Mode Opératoire 371.MOS01.10 Maçonnage DistributeurDocument7 pagesMode Opératoire 371.MOS01.10 Maçonnage DistributeurCarlos MagalhãesPas encore d'évaluation
- Manuel Général Du Produit Pour Ponts ABUS: KransystemeDocument72 pagesManuel Général Du Produit Pour Ponts ABUS: Kransystemeatek hacenePas encore d'évaluation
- GreageDocument93 pagesGreageGhislainTremblay100% (1)
- Travaux de LevageDocument19 pagesTravaux de LevageMiliani Ahmed100% (1)
- Dimensionnement de La Structure Mécanique D 'Un Pont RoulantDocument121 pagesDimensionnement de La Structure Mécanique D 'Un Pont RoulantElmehdi Elmessaoudi100% (2)
- Etude Des Mecanismes de Levage Et de Direction D'Un Pont RoulantDocument59 pagesEtude Des Mecanismes de Levage Et de Direction D'Un Pont Roulantamzal boudjmaamoundherPas encore d'évaluation
- Na - 956 Appareil de LevageDocument9 pagesNa - 956 Appareil de LevageBenyoub Lyes100% (2)
- Adc Ponts RoulantsDocument5 pagesAdc Ponts RoulantsMejda KPas encore d'évaluation