Vous aimerez peut-être aussi
- Calcul du prix de revient: Rentabiliser les coûts de production et de distribution pour les chefs d'entreprises belgesD'EverandCalcul du prix de revient: Rentabiliser les coûts de production et de distribution pour les chefs d'entreprises belgesPas encore d'évaluation
- Cours Maintenance L3 - CREFSEMDocument100 pagesCours Maintenance L3 - CREFSEMAchy Joseph Etienne100% (3)
- Fiche Pratique IPMVPDocument3 pagesFiche Pratique IPMVPHamid HamidPas encore d'évaluation
- ManuelDocument84 pagesManuelHabib CoulibalyPas encore d'évaluation
- 001 - GMAO - Identifier Les Objectifs Et Les Enjeux PDFDocument8 pages001 - GMAO - Identifier Les Objectifs Et Les Enjeux PDFNejm IddinPas encore d'évaluation
- PCS-MAIN-08 Procéssus de La Maintenance PDFDocument26 pagesPCS-MAIN-08 Procéssus de La Maintenance PDFRached Sayhi100% (1)
- DG - FO01 Tableau D'analyse Des Risques Pocessus SIDocument1 pageDG - FO01 Tableau D'analyse Des Risques Pocessus SImohamed bchihy100% (1)
- Cour Caractérisation Et Maintenance Des Moyens 2Document39 pagesCour Caractérisation Et Maintenance Des Moyens 2saciramzi555Pas encore d'évaluation
- Concepts Et Strategies de MaintenanceDocument16 pagesConcepts Et Strategies de MaintenanceSoufiane NaniPas encore d'évaluation
- Concepts Et Strategies de MaintenanceDocument16 pagesConcepts Et Strategies de MaintenanceSoufiane NaniPas encore d'évaluation
- Prévenez Les Pannes Et Optimisez Votre Activité Grâce À Un Plan de MaintenanceDocument10 pagesPrévenez Les Pannes Et Optimisez Votre Activité Grâce À Un Plan de MaintenanceHyacinthe DahoPas encore d'évaluation
- Cours 1 Généralités de La Maintenance (Caractérisation Et Maintenance Des Moyens) (GPL-S1)Document6 pagesCours 1 Généralités de La Maintenance (Caractérisation Et Maintenance Des Moyens) (GPL-S1)Walid Jaf100% (1)
- Définition de La MaintenanceDocument29 pagesDéfinition de La MaintenanceZineb Naouaoui100% (1)
- Cours GmaoDocument12 pagesCours GmaoGregPas encore d'évaluation
- Mip - Base de La Mce - Chap1 Fonction MceDocument13 pagesMip - Base de La Mce - Chap1 Fonction MceTECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Chapitre III Methodes Et Techniques de La Maintenance IndustrielleDocument15 pagesChapitre III Methodes Et Techniques de La Maintenance IndustrielleDestinPas encore d'évaluation
- VF 01 03 2019 - Cours de Maintenance Industrielle en MEO Et FC MEODocument60 pagesVF 01 03 2019 - Cours de Maintenance Industrielle en MEO Et FC MEOhary rakotondrainyPas encore d'évaluation
- VF 2019 - Cours de Maintenance Industrielle en MEO Et FC MEO CopieDocument30 pagesVF 2019 - Cours de Maintenance Industrielle en MEO Et FC MEO Copiehary rakotondrainyPas encore d'évaluation
- ChapDocument30 pagesChapReal Madrid RonaldoPas encore d'évaluation
- Exposé Risques Industrielle Et TechniqueDocument9 pagesExposé Risques Industrielle Et TechniqueMimou GourariPas encore d'évaluation
- MQ4 Gmao-67570128Document35 pagesMQ4 Gmao-67570128ouedraogo abdoul nassirPas encore d'évaluation
- Maintenance Des Ordinateurs ShalomDocument44 pagesMaintenance Des Ordinateurs ShalomMeritePas encore d'évaluation
- Chapitre 2 UF 33 Maintenance IndustrielleDocument14 pagesChapitre 2 UF 33 Maintenance IndustrielleBentahar YoucefPas encore d'évaluation
- Https Www-Techniques-Ingenieur-Fr - Www.sndl1.arn - DZ Res PDF Encyclopedia 42137210-mt9130 PDFDocument19 pagesHttps Www-Techniques-Ingenieur-Fr - Www.sndl1.arn - DZ Res PDF Encyclopedia 42137210-mt9130 PDFAdel Termeche100% (2)
- TP02 GMAO (Enregistrement Automatique)Document15 pagesTP02 GMAO (Enregistrement Automatique)Walid FoudadPas encore d'évaluation
- Cahier de Charge PFEDocument13 pagesCahier de Charge PFEChaimaa El AouaniPas encore d'évaluation
- La Maintenance CorrectiveDocument18 pagesLa Maintenance CorrectiveAYYOUB GUERGOUSPas encore d'évaluation
- Template Cahier Des ChargesDocument12 pagesTemplate Cahier Des Chargesalexispaczek1Pas encore d'évaluation
- Place Des Modeles D'Optimisation Dans Le Processus D'Aide A La Decision en MaintenanceDocument16 pagesPlace Des Modeles D'Optimisation Dans Le Processus D'Aide A La Decision en MaintenanceAbdelilah ElabbassiPas encore d'évaluation
- MaintenanceDocument25 pagesMaintenanceDæ Mír100% (1)
- Chapitre1GP PDFDocument6 pagesChapitre1GP PDFBadr EdouhabiPas encore d'évaluation
- AmeliorationDocument6 pagesAmeliorationABDERRAHMANE AKKOUCHEPas encore d'évaluation
- Cour MaintenanceDocument16 pagesCour Maintenancemiss khanPas encore d'évaluation
- Gmao Anass AhmamDocument14 pagesGmao Anass AhmamAnass AhmamPas encore d'évaluation
- 1cours de Maintenance Industrielle BTS ESADocument59 pages1cours de Maintenance Industrielle BTS ESAchorouk bougattaya100% (1)
- h5 TC Maintenance Coursv2 Coursv2 1783Document180 pagesh5 TC Maintenance Coursv2 Coursv2 1783stevin_doc100% (1)
- Cours Gestion Des OpérationsDocument53 pagesCours Gestion Des OpérationsMahamadou AmadaPas encore d'évaluation
- Plan Directeur MaintenanceDocument84 pagesPlan Directeur MaintenanceMaitre beniPas encore d'évaluation
- JidokaDocument12 pagesJidokaIvan RaveduttiPas encore d'évaluation
- Fiche MaintenanceDocument2 pagesFiche MaintenanceSoufiane ElKostaliPas encore d'évaluation
- Concepts Et Méthodes MaintenanceDocument57 pagesConcepts Et Méthodes Maintenancekengne DEFO darlinPas encore d'évaluation
- Maintenance TD1 PDFDocument19 pagesMaintenance TD1 PDFLucas ArchilaPas encore d'évaluation
- MohssenDocument47 pagesMohssenهاني ميساويPas encore d'évaluation
- La Méthode SMED - IIDocument9 pagesLa Méthode SMED - IITarekBedidaPas encore d'évaluation
- Maintenance PréventifDocument3 pagesMaintenance Préventifmohamed aminePas encore d'évaluation
- Diagnostic Et Audit de La MaintenanceDocument20 pagesDiagnostic Et Audit de La MaintenanceAbdennacer Htt100% (3)
- Module Maintenance IndustrielleDocument118 pagesModule Maintenance IndustrielleLeader TechPas encore d'évaluation
- Le Dirigeant Centre Décisionnel Et Contre PouvoirDocument8 pagesLe Dirigeant Centre Décisionnel Et Contre PouvoirVeronique LandrieuxPas encore d'évaluation
- 119 - TPM - CoursDocument9 pages119 - TPM - CoursMohammedAlaoui50% (2)
- Maintenance 2021Document202 pagesMaintenance 2021Nouhaila ADBIBPas encore d'évaluation
- Le Guide InfaillibleDocument8 pagesLe Guide Infailliblewalidderbel1981100% (1)
- LEAN FiDocument38 pagesLEAN Fibriki samahPas encore d'évaluation
- Copie de RAPPORT DU PROJET TECHNIQUE DE FIN D (1) 2Document48 pagesCopie de RAPPORT DU PROJET TECHNIQUE DE FIN D (1) 2Divine DejesusPas encore d'évaluation
- Manuel QseDocument9 pagesManuel Qseadam_3000Pas encore d'évaluation
- ChapitreI Maintenance IndustrielDocument9 pagesChapitreI Maintenance IndustrielCiel BleuPas encore d'évaluation
- La MaintenanceDocument47 pagesLa MaintenancefitiavanaPas encore d'évaluation
- Cours Economie D'entreprise L'entreprise Centre de DécisionsDocument28 pagesCours Economie D'entreprise L'entreprise Centre de Décisionse_hasna1987Pas encore d'évaluation
- Cours FusionnéDocument16 pagesCours FusionnéBen DECROIXPas encore d'évaluation
- Les inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entrepriseD'EverandLes inducteurs de l'amélioration continue: Plus de 365 pistes de progrès au service de la performance durable de votre entreprisePas encore d'évaluation
- Conception automobile: Les Grands Articles d'UniversalisD'EverandConception automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Gestão de projetos: Conduza a sua equipa ao sucesso em cada projectoD'EverandGestão de projetos: Conduza a sua equipa ao sucesso em cada projectoPas encore d'évaluation
- RH - FI01 Ed 2 Check-List D'entretienDocument1 pageRH - FI01 Ed 2 Check-List D'entretienmohamed bchihyPas encore d'évaluation
- 4.1 Compréhensionde L'organisme Et de Son Contexte (Analyse SWOT)Document12 pages4.1 Compréhensionde L'organisme Et de Son Contexte (Analyse SWOT)mohamed bchihyPas encore d'évaluation
- QU - PR02.12 Maîtrise Du Produit Non ConformeDocument11 pagesQU - PR02.12 Maîtrise Du Produit Non Conformemohamed bchihyPas encore d'évaluation
- Cps Reg135Document31 pagesCps Reg135mohamed bchihyPas encore d'évaluation
- RH - PR01 Ed4 Procédure de RECRUTEMENTDocument5 pagesRH - PR01 Ed4 Procédure de RECRUTEMENTmohamed bchihyPas encore d'évaluation
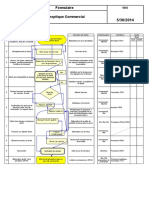
- Synoptique CommercialDocument1 pageSynoptique Commercialmohamed bchihyPas encore d'évaluation
- DOCM 005.01 - Exigences - Parties - InteressesDocument2 pagesDOCM 005.01 - Exigences - Parties - Interessesmohamed bchihyPas encore d'évaluation
- Transition Des Entreprises Certifiées Du Management de La Qualité Selon La Norme ISO 90012008 VerDocument124 pagesTransition Des Entreprises Certifiées Du Management de La Qualité Selon La Norme ISO 90012008 Vermohamed bchihyPas encore d'évaluation
- DOCM 011 01 - 002 - Processus AchatsDocument1 pageDOCM 011 01 - 002 - Processus Achatsmohamed bchihyPas encore d'évaluation
- Batîr Un Guide D'audit Selon PDCADocument2 pagesBatîr Un Guide D'audit Selon PDCAmohamed bchihyPas encore d'évaluation
- AQ - IN01. Ed 2 Elaboration D'un Plan de SurveillanceDocument10 pagesAQ - IN01. Ed 2 Elaboration D'un Plan de Surveillancemohamed bchihyPas encore d'évaluation
- PDS009Document3 pagesPDS009mohamed bchihyPas encore d'évaluation
- Prevention de Risque de CorruptionDocument17 pagesPrevention de Risque de Corruptionmohamed bchihyPas encore d'évaluation
- DG - FO01 Analyse Des Risques Pocessus Commercial 10 01 2018Document3 pagesDG - FO01 Analyse Des Risques Pocessus Commercial 10 01 2018mohamed bchihyPas encore d'évaluation
- Instruction CricDocument10 pagesInstruction Cricmohamed bchihyPas encore d'évaluation
- 02 AMDEC Process Edit 5 19 10 17Document3 pages02 AMDEC Process Edit 5 19 10 17mohamed bchihyPas encore d'évaluation
- Ins-005-Ps02 Analyse ParetoDocument1 pageIns-005-Ps02 Analyse Paretomohamed bchihyPas encore d'évaluation
- 01 Synoptique CataDocument1 page01 Synoptique Catamohamed bchihyPas encore d'évaluation
- Ins 003 PS02 - EchantillonnageDocument1 pageIns 003 PS02 - Echantillonnagemohamed bchihyPas encore d'évaluation
- Ins-004-Ps02 Utilisation EquipementsDocument1 pageIns-004-Ps02 Utilisation Equipementsmohamed bchihyPas encore d'évaluation
- Ins-001-Ps02 Flow ChartDocument2 pagesIns-001-Ps02 Flow Chartmohamed bchihyPas encore d'évaluation
- Ins-002-Ps02 Diagramme IshikawaDocument2 pagesIns-002-Ps02 Diagramme Ishikawamohamed bchihyPas encore d'évaluation
- Calcul Vitesse de FraisageDocument3 pagesCalcul Vitesse de FraisageMxScribdPas encore d'évaluation
- Introduction Droit Des ContratsDocument5 pagesIntroduction Droit Des ContratsCorinne BrugierePas encore d'évaluation
- Cours de Technologies PratiquesDocument53 pagesCours de Technologies PratiquesChaouki WailPas encore d'évaluation
- Comptabilite Par ActicvitesDocument109 pagesComptabilite Par ActicvitesHajar TissoudaliPas encore d'évaluation
- L'Organisation Adminitrative MarocaineDocument3 pagesL'Organisation Adminitrative Marocainehakima hajjajPas encore d'évaluation
- Presentation On Colgate 3Document15 pagesPresentation On Colgate 3Ngosa MusengePas encore d'évaluation
- Dsi Pieux Battus Dywidag en Fonte Ductile FR 1Document16 pagesDsi Pieux Battus Dywidag en Fonte Ductile FR 1Mohamed KanzoutPas encore d'évaluation
- Applique LED Sten Dimmable Par Commande Gestuelle Luminaire - FR 2Document1 pageApplique LED Sten Dimmable Par Commande Gestuelle Luminaire - FR 2fredy.numero1Pas encore d'évaluation
- TP SprintDocument9 pagesTP Sprintyvanlionel71Pas encore d'évaluation
- Poly Anum Optim 14Document150 pagesPoly Anum Optim 14Jose ToliviaPas encore d'évaluation
- Rapport Geotechnique - Stations de PompageDocument14 pagesRapport Geotechnique - Stations de Pompagefouad.zehouani1987Pas encore d'évaluation
- Solution TD N 3Document12 pagesSolution TD N 3Sofiane BenbraikPas encore d'évaluation
- Cinq Bienfaits Fondamentaux de L'autoformationDocument4 pagesCinq Bienfaits Fondamentaux de L'autoformationJeremie IFOREPas encore d'évaluation
- General Catalogue Friulsider 2013Document370 pagesGeneral Catalogue Friulsider 2013Eric PerezPas encore d'évaluation
- KPI AmontDocument2 pagesKPI AmontSlamo lafraitissPas encore d'évaluation
- BallumageDocument10 pagesBallumagesylvalivePas encore d'évaluation
- Projet Master 1Document11 pagesProjet Master 1nadjib sallatPas encore d'évaluation
- Exposé Mediation M. MaatoukDocument33 pagesExposé Mediation M. MaatoukAtae Mstfa100% (1)
- L' Ingénierie D'une Action de FormationDocument7 pagesL' Ingénierie D'une Action de FormationSalwa Talibi SaliPas encore d'évaluation
- 05 6D170-211-01 PDFDocument78 pages05 6D170-211-01 PDFNacer NacerPas encore d'évaluation
- Rapport Myrtel QualiprimDocument27 pagesRapport Myrtel Qualiprimkramhassan969Pas encore d'évaluation
- Description Et Etat D'exploitation de Quelques Espèces À Haute Valeur Dans Le Sud CamerounDocument29 pagesDescription Et Etat D'exploitation de Quelques Espèces À Haute Valeur Dans Le Sud CamerounUziel CHIMIPas encore d'évaluation
- Corrigé Exercice LAN 2011Document4 pagesCorrigé Exercice LAN 2011coolfriend001100% (20)
- Chimie Organique - Solvant PkaDocument12 pagesChimie Organique - Solvant PkaYannick DsprbsPas encore d'évaluation
- 6238B-FRA TrainerHandbook Volume2 PDFDocument832 pages6238B-FRA TrainerHandbook Volume2 PDFmatrixx3Pas encore d'évaluation
- Fiches - Droit Européen de La ConcurrenceDocument12 pagesFiches - Droit Européen de La ConcurrenceLa MachinePas encore d'évaluation
- 806 RCM 2018 11Document84 pages806 RCM 2018 11Helmi TouelPas encore d'évaluation
- Cours 1 Seance 1 Introduction MISDocument32 pagesCours 1 Seance 1 Introduction MISibrahima yte colyPas encore d'évaluation
- Dictionnairede Gestion en CHRDocument374 pagesDictionnairede Gestion en CHROaj YassinePas encore d'évaluation
- 5 - Essais de tirantsTA2020 - PMercierHScheryDocument16 pages5 - Essais de tirantsTA2020 - PMercierHScherybouraadahakimPas encore d'évaluation