Vous aimerez peut-être aussi
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Rapport FraisageDocument12 pagesRapport FraisageMR GUNERPas encore d'évaluation
- Cours Chapitre TournageDocument36 pagesCours Chapitre Tournagemarya.marymarianaPas encore d'évaluation
- CR FRDocument12 pagesCR FRiliass.essouPas encore d'évaluation
- Machine de TournageDocument8 pagesMachine de TournagedjamalaberranePas encore d'évaluation
- TP N°3: Réalisation D'opérations Sur Un Tour: Béranger Florian 1 Année Bors Thomas Marcadier Lucas Kempf LéoDocument13 pagesTP N°3: Réalisation D'opérations Sur Un Tour: Béranger Florian 1 Année Bors Thomas Marcadier Lucas Kempf LéoLéo KempfPas encore d'évaluation
- Compte RenduDocument5 pagesCompte Rendurami mehdiPas encore d'évaluation
- TournageDocument31 pagesTournageOumaima100% (3)
- Compte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantDocument8 pagesCompte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantISMAIL AFELLAPas encore d'évaluation
- Ajustement Enregistré AutomatiquementDocument7 pagesAjustement Enregistré Automatiquementkhalil abaabPas encore d'évaluation
- Compte Rendu de FraisageDocument13 pagesCompte Rendu de FraisageAchraf Ait100% (1)
- Chapitre IIp3Document9 pagesChapitre IIp3dz filmPas encore d'évaluation
- CFAO Usinage Sur Machine À Commande NumériqueDocument5 pagesCFAO Usinage Sur Machine À Commande NumériqueMohamedAyoubPas encore d'évaluation
- Chapitre 2 - Procédés D UsinageDocument10 pagesChapitre 2 - Procédés D UsinageErraji HichamPas encore d'évaluation
- Rapport de TFMDocument24 pagesRapport de TFMklaaskalengaPas encore d'évaluation
- FraisageDocument12 pagesFraisageWijdane El MoussaidPas encore d'évaluation
- 1 UsinageDocument12 pages1 UsinageHajar ChaddadPas encore d'évaluation
- Brevet Technicien Supérieur - CopieDocument7 pagesBrevet Technicien Supérieur - CopieKamal PcPas encore d'évaluation
- Le Percage: Mecanique SM9Document4 pagesLe Percage: Mecanique SM9olive0007Pas encore d'évaluation
- Projet ZemzemDocument10 pagesProjet Zemzemtahermehdi213Pas encore d'évaluation
- Fabrication FraisageDocument8 pagesFabrication Fraisagetaha oulkadiPas encore d'évaluation
- Compte Rendu TournageDocument6 pagesCompte Rendu TournageAchraf AitPas encore d'évaluation
- Compte-Rendu: Tournage 2 /2Document10 pagesCompte-Rendu: Tournage 2 /2iliass.essouPas encore d'évaluation
- RAPPORT DE STAGE - Docx E LBADAOUY-convertiDocument40 pagesRAPPORT DE STAGE - Docx E LBADAOUY-convertiMouad AnssariPas encore d'évaluation
- Chapitre III.1Document15 pagesChapitre III.1Mohamed GuelaiPas encore d'évaluation
- TP01 ConceptionDocument15 pagesTP01 ConceptionSohail KarimiPas encore d'évaluation
- TournageDocument4 pagesTournagedavmaxlamenacePas encore d'évaluation
- Cours Tournage PDFDocument10 pagesCours Tournage PDFOumeima ChaoualiPas encore d'évaluation
- COMPTE Rendu Tour MzhdiDocument7 pagesCOMPTE Rendu Tour MzhdiEl Hamdaoui YoussefPas encore d'évaluation
- Atelier 3 PliageDocument13 pagesAtelier 3 PliageFrançois VOVIAUXPas encore d'évaluation
- Compte Rendu TP ADocument14 pagesCompte Rendu TP Akallel hanenPas encore d'évaluation
- Frais AgeDocument9 pagesFrais Ageimane.baiouak2001Pas encore d'évaluation
- Hamza Rapport de StageDocument24 pagesHamza Rapport de StageHamza DerbaliPas encore d'évaluation
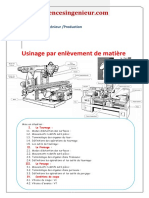
- Usinage Par Enlèvement de MatièreDocument11 pagesUsinage Par Enlèvement de MatièreNabil GrenoisPas encore d'évaluation
- Usinage Par Enlèvement de MatièreDocument11 pagesUsinage Par Enlèvement de MatièreMou Hamoudi100% (2)
- TP FraisageDocument4 pagesTP FraisageHadil SadokPas encore d'évaluation
- Projet FM SaraDocument12 pagesProjet FM SaraIkram KhedimPas encore d'évaluation
- Cours Usinage Parametre de Coupe PDFDocument12 pagesCours Usinage Parametre de Coupe PDFAit El Caid Abdellatif100% (2)
- Percage 2Document4 pagesPercage 2Khaled MessiPas encore d'évaluation
- Compte Rendu TP FabricationDocument21 pagesCompte Rendu TP FabricationIsmail Oularbi100% (1)
- Chapitre V Tournage-4Document6 pagesChapitre V Tournage-4Aziz Kabore100% (1)
- Principe de TournageDocument5 pagesPrincipe de TournageAchraf AitPas encore d'évaluation
- FraisageDocument16 pagesFraisagemohamedmehri59Pas encore d'évaluation
- Cours TournageDocument3 pagesCours TournageNassro ZiadPas encore d'évaluation
- TP 4 Malek Et FarahDocument2 pagesTP 4 Malek Et FarahalaPas encore d'évaluation
- TP 4 Malek Et FarahDocument2 pagesTP 4 Malek Et FarahalaPas encore d'évaluation
- UsinageDocument8 pagesUsinageyousseftrimech4871Pas encore d'évaluation
- TP de CNCDocument3 pagesTP de CNCYouness El HamriPas encore d'évaluation
- Compte Rendu Fraisage (Enregistré Automatiquement)Document16 pagesCompte Rendu Fraisage (Enregistré Automatiquement)Nour Khenine91% (11)
- TP Techniques de Fabrication Sur Tour - 072543Document4 pagesTP Techniques de Fabrication Sur Tour - 072543mehanaouirabah54Pas encore d'évaluation
- Uisnage Par Enlèvement de Copeau-Chapitre2-FraisageDocument26 pagesUisnage Par Enlèvement de Copeau-Chapitre2-FraisageCarlo CarlinePas encore d'évaluation
- Obtention Des Pièces Par Enlèvement de La MatièreDocument3 pagesObtention Des Pièces Par Enlèvement de La Matièrejebril faten100% (1)
- Usthb PDFDocument15 pagesUsthb PDFAbd El-NourPas encore d'évaluation
- Rédigé Et Présenté Par IDRISSOU PAWIYANG (FM5) 1Document25 pagesRédigé Et Présenté Par IDRISSOU PAWIYANG (FM5) 1Kouam kamguaingPas encore d'évaluation
- Iv - Contraintes D'usinagesDocument9 pagesIv - Contraintes D'usinageskokouPas encore d'évaluation
- Suppression des lignes cachées: Dévoiler l'invisible : les secrets de la vision par ordinateurD'EverandSuppression des lignes cachées: Dévoiler l'invisible : les secrets de la vision par ordinateurPas encore d'évaluation
- Final Ossier DGINewsDocument7 pagesFinal Ossier DGINewslastoneemperorPas encore d'évaluation
- 1 TriùDocument1 page1 Triùyoss diopPas encore d'évaluation
- TVA 2023teamsDocument48 pagesTVA 2023teamsYasmine NyouriPas encore d'évaluation
- Examen Zeynab Techn ContracDocument2 pagesExamen Zeynab Techn ContracHass AbassePas encore d'évaluation
- Controle de Gestion Exercice CorrigéDocument5 pagesControle de Gestion Exercice Corrigéimane anejjarPas encore d'évaluation
- BLABLACARDocument6 pagesBLABLACARhug.michelamonPas encore d'évaluation
- Equi NovDocument27 pagesEqui NovLilia LiliaPas encore d'évaluation
- 8.5.2.2 Lab - Troubleshooting Mobile DevicesDocument3 pages8.5.2.2 Lab - Troubleshooting Mobile DevicesMohamed TarsafiPas encore d'évaluation
- Eco Tech 3Document6 pagesEco Tech 3Ousséini TraoréPas encore d'évaluation
- L'apport Du BIM À La Gestion Des Infrastructures Urbaines Au QuébecDocument71 pagesL'apport Du BIM À La Gestion Des Infrastructures Urbaines Au QuébecOussema BENGDARAPas encore d'évaluation
- Corrigé Examen Corporate Finance 2020Document5 pagesCorrigé Examen Corporate Finance 2020Mohamed Houcem NjehPas encore d'évaluation
- Le Rôle de La Monnaie - Dans L'économieDocument34 pagesLe Rôle de La Monnaie - Dans L'économieBoutaina Souhail100% (1)
- Bulletin 200658 2022-11-24.zeendocDocument1 pageBulletin 200658 2022-11-24.zeendocComboulPas encore d'évaluation
- Rapport de Stage 2021Document19 pagesRapport de Stage 2021Yogbake HansPas encore d'évaluation
- SMQ Norme Iso 9001Document100 pagesSMQ Norme Iso 9001Mehdi BehriPas encore d'évaluation
- WSO UET CASH Tariff 05.10.2023Document35 pagesWSO UET CASH Tariff 05.10.2023aasghar747Pas encore d'évaluation
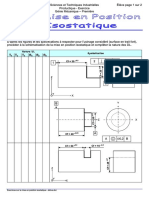
- Exercice de Productique Sur La Mise en Position IsostatiqueDocument2 pagesExercice de Productique Sur La Mise en Position IsostatiqueAnouar MelkiPas encore d'évaluation
- Fiche - Inscription 2021 2022Document1 pageFiche - Inscription 2021 2022Aissaoui YounesPas encore d'évaluation
- Ias 11Document15 pagesIas 11Rania HmPas encore d'évaluation
- 4-Symbole Des SoudagesDocument51 pages4-Symbole Des SoudagesDamien MoukanzaPas encore d'évaluation
- Dokumen - Tips Pfe Bi InptDocument90 pagesDokumen - Tips Pfe Bi InptAhmedMzoughiPas encore d'évaluation
- Chapitre 27 - Enregistrements ComptableDocument7 pagesChapitre 27 - Enregistrements Comptablenassiminho46Pas encore d'évaluation
- PFF DaliDocument52 pagesPFF DaliMohamed Ali Ben HassenPas encore d'évaluation
- Psy4001 FR 10 2007 PDFDocument20 pagesPsy4001 FR 10 2007 PDFAmrouchene DjouherPas encore d'évaluation
- Cette Copie de Windows N'est Pas Authentique Windows 7 Numero 7601Document2 pagesCette Copie de Windows N'est Pas Authentique Windows 7 Numero 7601Mohammed AminPas encore d'évaluation
- Formulaire D'inscription Et Règlement SIC 2ème ÉditionDocument5 pagesFormulaire D'inscription Et Règlement SIC 2ème ÉditionAngePas encore d'évaluation
- CV MarketingDocument1 pageCV MarketingAmSs CarTerPas encore d'évaluation
- 15 Edt Alore 2019-2020Document3 pages15 Edt Alore 2019-2020bidulifyPas encore d'évaluation
- EMD Du S1 - L1 Tech Méc - CorrigéDocument3 pagesEMD Du S1 - L1 Tech Méc - CorrigéFatima GorinePas encore d'évaluation
- RemerciementDocument8 pagesRemerciementSafa HamzaouiPas encore d'évaluation