Vous aimerez peut-être aussi
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- Choisir le Meilleur Isolant Thermique : Guide Pratique pour une Maison Confortable et ÉcologiqueD'EverandChoisir le Meilleur Isolant Thermique : Guide Pratique pour une Maison Confortable et ÉcologiquePas encore d'évaluation
- Protection Contre La Corrosion: Chapitre 4Document14 pagesProtection Contre La Corrosion: Chapitre 4Perrine PacePas encore d'évaluation
- Projet CorrosionDocument12 pagesProjet CorrosionSou hi la100% (2)
- Corrosion Et Protection de L AcierDocument8 pagesCorrosion Et Protection de L Acieraladia610Pas encore d'évaluation
- Rapport de Metallurgie La Corrosion SecheDocument27 pagesRapport de Metallurgie La Corrosion SecheHoreb Ago100% (1)
- Chapitre Iii: Méthodes de Protection Contre La CorrosionDocument24 pagesChapitre Iii: Méthodes de Protection Contre La CorrosionIhcenePas encore d'évaluation
- Page de Garde1Document8 pagesPage de Garde1Mer IemPas encore d'évaluation
- La Corrosion ProfDocument8 pagesLa Corrosion ProfFatima BenPas encore d'évaluation
- Traitement de Surface OkDocument83 pagesTraitement de Surface Okspectrum66Pas encore d'évaluation
- Chapitre Iii CorrosionDocument24 pagesChapitre Iii CorrosionAabed omairPas encore d'évaluation
- Chapitre 2.les Métaux Non FerreuxDocument12 pagesChapitre 2.les Métaux Non FerreuxOumeyma HamlauiPas encore d'évaluation
- Question de CoursDocument4 pagesQuestion de CoursThouraya SaddiPas encore d'évaluation
- CorrosionDocument4 pagesCorrosionst.24.irekti.212131078993Pas encore d'évaluation
- Chapitre 1 Généralité Sur La CorrosionDocument8 pagesChapitre 1 Généralité Sur La Corrosionخالد ابن الوليد100% (2)
- Corrosion HumideDocument16 pagesCorrosion Humiderian kaPas encore d'évaluation
- La CorrosionDocument7 pagesLa CorrosionAbde DilamPas encore d'évaluation
- Chap6 - Corrosion Arts Et Métiers PDFDocument49 pagesChap6 - Corrosion Arts Et Métiers PDFass mohPas encore d'évaluation
- IntroductionDocument5 pagesIntroductionIlyes BenhacenePas encore d'évaluation
- Présentation Fabrication HamzaDocument15 pagesPrésentation Fabrication HamzaHamza WinneriPas encore d'évaluation
- Expose Etat de SurfaceDocument30 pagesExpose Etat de SurfaceHamiidoVich Mori100% (1)
- Formation Protection Cathodique-2011Document23 pagesFormation Protection Cathodique-2011drisPas encore d'évaluation
- CorrostionDocument31 pagesCorrostionAbdel KarimPas encore d'évaluation
- Corrosion Humide.Document21 pagesCorrosion Humide.Imene Hamzaoui100% (2)
- Cours Traitement de Surface Cherkaoui PDFDocument23 pagesCours Traitement de Surface Cherkaoui PDFYassine RakchoPas encore d'évaluation
- UntitledDocument17 pagesUntitledAbdellahi AhmedheyePas encore d'évaluation
- CorrosionDocument9 pagesCorrosionAli ElmahaouiPas encore d'évaluation
- Chapitre 9 Traitements Mecaniques Traitements ThermochimiquesDocument8 pagesChapitre 9 Traitements Mecaniques Traitements ThermochimiquesAbeka Kader100% (1)
- Matériaux Et Thermochimie 01 11 2021 2 2Document12 pagesMatériaux Et Thermochimie 01 11 2021 2 2Ahmed BkmPas encore d'évaluation
- Corrosion DE LA ZONE OurhoudDocument57 pagesCorrosion DE LA ZONE OurhoudMohamed ElbaghdadiPas encore d'évaluation
- Cours Corrosion Partie 1 PDFDocument29 pagesCours Corrosion Partie 1 PDF97625Pas encore d'évaluation
- Le Traitement Thermique RT MitalographieDocument9 pagesLe Traitement Thermique RT MitalographieMahfoud BenmessahelPas encore d'évaluation
- Corrosion ExposéDocument4 pagesCorrosion ExposémeriemPas encore d'évaluation
- Cours Corrosion Version MoodleDocument33 pagesCours Corrosion Version Moodlemahi mahi0% (1)
- Cours - Revetement ÉlectrolytiqueDocument3 pagesCours - Revetement Électrolytique1MM1R HL'Pas encore d'évaluation
- 24 Corrosion Poly-Eleve++++ PDFDocument10 pages24 Corrosion Poly-Eleve++++ PDFRafik DraPas encore d'évaluation
- L1-GPL - Cours Conception Mécanique 1 (Partie 2)Document31 pagesL1-GPL - Cours Conception Mécanique 1 (Partie 2)Nabil BachaPas encore d'évaluation
- CHAP 3 Différents Moyens de Protection Contre La CorrosionDocument7 pagesCHAP 3 Différents Moyens de Protection Contre La CorrosionroffaaPas encore d'évaluation
- Seminaire, Corrosion & ProtectionDocument128 pagesSeminaire, Corrosion & ProtectionZakiSaa100% (2)
- Aaaaa PDFDocument50 pagesAaaaa PDFKim Palacio100% (2)
- BTS CPI 2 CH 1 CéramiquesDocument4 pagesBTS CPI 2 CH 1 CéramiquesLucas Filipuzzi100% (1)
- CH IV RevetementsDocument19 pagesCH IV RevetementsWalid Ben AmirPas encore d'évaluation
- Technique de SoudageDocument17 pagesTechnique de Soudageyoucef khenchoulPas encore d'évaluation
- CHAPITRE3 ProtectedDocument11 pagesCHAPITRE3 ProtectedSavana BellaPas encore d'évaluation
- Compte Rendu de TP: CorrosionDocument9 pagesCompte Rendu de TP: Corrosionrajaa mouhoudPas encore d'évaluation
- CDM9 - Les Traitements Superficiels - 1BADocument5 pagesCDM9 - Les Traitements Superficiels - 1BAniconeusyPas encore d'évaluation
- Cours AlliagesDocument34 pagesCours AlliagesMalak FarissPas encore d'évaluation
- Traitement de SurfaceDocument20 pagesTraitement de SurfaceMounia BELAIDPas encore d'évaluation
- Master CHP 4 Corrosion 2021Document31 pagesMaster CHP 4 Corrosion 2021Abdelhakim BailalPas encore d'évaluation
- Rev. TR - SurfaceDocument47 pagesRev. TR - SurfaceMalak RehiouiPas encore d'évaluation
- Chapitre VI: Propriétés Chimiques Des Matériaux SolidesDocument44 pagesChapitre VI: Propriétés Chimiques Des Matériaux SolidesMaha SsinePas encore d'évaluation
- La Corrosion Des Équipements Métalliques A Des Impacts Majeurs Sur Les Coûts DDocument12 pagesLa Corrosion Des Équipements Métalliques A Des Impacts Majeurs Sur Les Coûts Dsidi mohamed el amine nekkal100% (1)
- Traitement de Surface PDFDocument83 pagesTraitement de Surface PDFmahergarfa100% (7)
- Cours Traitement Des Surfaces InesDocument25 pagesCours Traitement Des Surfaces Inesines zarradPas encore d'évaluation
- Lesmateriaux PTDocument16 pagesLesmateriaux PThocinemaaPas encore d'évaluation
- Compte Rendu TTHDocument11 pagesCompte Rendu TTHAbdelkhalek SaidiPas encore d'évaluation
- Chapitre 1 Elaboration Designation Materiaux PDFDocument21 pagesChapitre 1 Elaboration Designation Materiaux PDFAntoinick GustavePas encore d'évaluation
- Master2 Moufoued ImeneDocument64 pagesMaster2 Moufoued Imenehayet debbichPas encore d'évaluation
- Traitement de Surface PDFDocument18 pagesTraitement de Surface PDFMidoviç Sultan100% (1)
- Propriétés MétauxDocument9 pagesPropriétés Métauxhermann kotchiPas encore d'évaluation
- Chapitre 4Document6 pagesChapitre 4Tech KingPas encore d'évaluation
- Polycopie Cours FaoDocument63 pagesPolycopie Cours FaoDick Man0% (1)
- Exercices D'application Transmission Par Poulies-Courroies: Construction MécaniqueDocument4 pagesExercices D'application Transmission Par Poulies-Courroies: Construction MécaniqueTech KingPas encore d'évaluation
- Chapitre 1Document8 pagesChapitre 1killersPas encore d'évaluation
- Formulaire D Attestation Sur L Honneur D Absence de Lien de Parente Ou D AllianceDocument2 pagesFormulaire D Attestation Sur L Honneur D Absence de Lien de Parente Ou D AllianceTech KingPas encore d'évaluation
- TD CHAPITRE 4 - Caractéristiques Géométriques Des Sections DroitesDocument7 pagesTD CHAPITRE 4 - Caractéristiques Géométriques Des Sections DroitesTech KingPas encore d'évaluation
- Mécanique Des Matériaux 2Document2 pagesMécanique Des Matériaux 2Tech KingPas encore d'évaluation
- Correction Examen MN 2STDocument2 pagesCorrection Examen MN 2STTech KingPas encore d'évaluation
- Attest Prise en ChargeDocument1 pageAttest Prise en ChargeTech KingPas encore d'évaluation
- Cours CostructionDocument26 pagesCours CostructionTech KingPas encore d'évaluation
- Mécanique Fine 1Document6 pagesMécanique Fine 1Tech KingPas encore d'évaluation
- Mécanique Des Matériaux 1Document3 pagesMécanique Des Matériaux 1Tech KingPas encore d'évaluation
- Force HydrostatiqueDocument8 pagesForce HydrostatiqueTech KingPas encore d'évaluation
- TD #1 LiaisonsDocument5 pagesTD #1 LiaisonsTech KingPas encore d'évaluation
- Examen1 Notion Déléments de MachinesDocument4 pagesExamen1 Notion Déléments de MachinesTech KingPas encore d'évaluation
- Controle 2020 MDFDocument1 pageControle 2020 MDFTech KingPas encore d'évaluation
- Métaux Et AlliagesDocument4 pagesMétaux Et AlliagesTech KingPas encore d'évaluation
- SerieN1FonctsElemtrsS2013Solution USTHBDocument4 pagesSerieN1FonctsElemtrsS2013Solution USTHBTech KingPas encore d'évaluation
- Serie N1 Foncts Elemtrs S2015 GDocument1 pageSerie N1 Foncts Elemtrs S2015 GTech KingPas encore d'évaluation
- Chapitre 5 Torsion SimpleDocument12 pagesChapitre 5 Torsion SimpleTech KingPas encore d'évaluation
- 138 La Theorie Cellulaire Divers AuteursDocument51 pages138 La Theorie Cellulaire Divers AuteursmbusaPas encore d'évaluation
- Guide Puits CanadiensDocument32 pagesGuide Puits CanadiensChristian PERESPas encore d'évaluation
- PSA Méthode Séssai MatériauxDocument22 pagesPSA Méthode Séssai MatériauxMiguel Queiros100% (1)
- Ec Hydrochoc 16 FRDocument1 pageEc Hydrochoc 16 FRAigle AyePas encore d'évaluation
- Métallurgie Du Nickel: Par LaDocument29 pagesMétallurgie Du Nickel: Par Laimen mehriPas encore d'évaluation
- Cours CHM 144 P14-P22Document11 pagesCours CHM 144 P14-P22Bejen BEJENPas encore d'évaluation
- Arthur Romain Elise Clément Mélanie François Emma Aurélie Paul ElodieDocument3 pagesArthur Romain Elise Clément Mélanie François Emma Aurélie Paul ElodieMoussa Diop MathématicienPas encore d'évaluation
- MCHI29Document84 pagesMCHI29sidi mohamed el amine nekkalPas encore d'évaluation
- TD Thermo SERIE2 AIT HOUDocument2 pagesTD Thermo SERIE2 AIT HOUOum FirasPas encore d'évaluation
- Ernesto de La Torre ChauvinDocument364 pagesErnesto de La Torre ChauvinBrou Guillaume KOUASSIPas encore d'évaluation
- 112-021 FRDocument156 pages112-021 FRYoussef AdnanePas encore d'évaluation
- Exos21 Acides BasesDocument4 pagesExos21 Acides BasesSohaib LaminePas encore d'évaluation
- SNTL Ossama - TRANCEDocument3 pagesSNTL Ossama - TRANCEennazihienzPas encore d'évaluation
- Uree Indole1Document2 pagesUree Indole1mac1er100% (1)
- Centrifugation PDFDocument8 pagesCentrifugation PDFManal IdaliPas encore d'évaluation
- Complément de Cours Chimie de L'eau PR M. Stitou: 1.1-Détermination de La DCO (Méthode À Reflux en Système Ouvert)Document8 pagesComplément de Cours Chimie de L'eau PR M. Stitou: 1.1-Détermination de La DCO (Méthode À Reflux en Système Ouvert)Salma SabirPas encore d'évaluation
- Web Cours PrécipitationDocument9 pagesWeb Cours PrécipitationMohammed BenelkadiPas encore d'évaluation
- Cours de Pétrole II Prof CIBAMBULADocument127 pagesCours de Pétrole II Prof CIBAMBULAEddy Becker ManikaPas encore d'évaluation
- Mode Opératoire Total Have MetalsDocument3 pagesMode Opératoire Total Have MetalsMarwa SwibguiPas encore d'évaluation
- TP 2Document2 pagesTP 2raphideneboudePas encore d'évaluation
- SyllabusDocument2 pagesSyllabusRaki LuckyPas encore d'évaluation
- Cours Protéomique Classique ÉtudiantsDocument24 pagesCours Protéomique Classique ÉtudiantsLamis HamouyPas encore d'évaluation
- Eau 2Document4 pagesEau 2jfffmlfd flkrPas encore d'évaluation
- Devoir de Contrôle N°2 - Sciences Physiques - 1ère AS (2016-2017) MR AYADA NOUREDDINEDocument2 pagesDevoir de Contrôle N°2 - Sciences Physiques - 1ère AS (2016-2017) MR AYADA NOUREDDINEBassouma KhmasPas encore d'évaluation
- Chapitre 4 La DécantationDocument19 pagesChapitre 4 La DécantationZineb BelalaPas encore d'évaluation
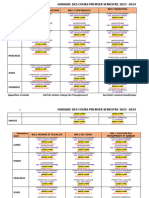
- Horaire 24Document10 pagesHoraire 24rmwange47Pas encore d'évaluation
- AMH - 043316-02 - FR - 417011Document9 pagesAMH - 043316-02 - FR - 417011Drif LabPas encore d'évaluation
- Hydro Distillation 2Document4 pagesHydro Distillation 2krim gasmiPas encore d'évaluation
- Manuel Hitachi 2017 (1)Document157 pagesManuel Hitachi 2017 (1)donscorePas encore d'évaluation
- BATAN - Cours - Chimie Minérale Descriprive - C245 - BCG - S4 - 2019 - 2020Document46 pagesBATAN - Cours - Chimie Minérale Descriprive - C245 - BCG - S4 - 2019 - 2020Yassine MOUHIBPas encore d'évaluation