Vous aimerez peut-être aussi
- Cycle de vie des produits: Les phases-clés d'une stratégie marketing efficaceD'EverandCycle de vie des produits: Les phases-clés d'une stratégie marketing efficaceÉvaluation : 5 sur 5 étoiles5/5 (1)
- CourCours de Gestion Des Stockss de Gestion Des StocksDocument35 pagesCourCours de Gestion Des Stockss de Gestion Des StocksImadeddine Grouh100% (1)
- Gestion de Stock PDFDocument23 pagesGestion de Stock PDFKasa100% (1)
- SQ 2 Gestion Des Stock Principes FondamentauxDocument7 pagesSQ 2 Gestion Des Stock Principes FondamentauxDEAGLE FFPas encore d'évaluation
- Chap3 PDFDocument9 pagesChap3 PDFNour ouzeriPas encore d'évaluation
- Chapitre 1 Les Principes Fondamentaux de La Gestion StockDocument8 pagesChapitre 1 Les Principes Fondamentaux de La Gestion Stockzak ariaPas encore d'évaluation
- Techniques de Prévision Des ApprovisionnementsDocument18 pagesTechniques de Prévision Des Approvisionnementstalebmelissa102000Pas encore d'évaluation
- Chapitre 5 STOCKSDocument6 pagesChapitre 5 STOCKSVan NoorPas encore d'évaluation
- Gestion Des ApprovisionnementsDocument14 pagesGestion Des ApprovisionnementsAbdou Essa100% (2)
- Logistique EntrepotDocument41 pagesLogistique Entrepotfredosss100% (5)
- Gestion Des Stocks Et ApprovisionnementDocument50 pagesGestion Des Stocks Et ApprovisionnementAyman Iguerhzifen100% (3)
- Cours - Gestion StockDocument9 pagesCours - Gestion StockadaniPas encore d'évaluation
- Résumé Méthodes D'approvisionnement Et Inventaire StockDocument10 pagesRésumé Méthodes D'approvisionnement Et Inventaire StockMohamed BoumhidiPas encore d'évaluation
- Gestion Des Entrepôts - Cours-ConvertiDocument159 pagesGestion Des Entrepôts - Cours-ConvertiKAOUTAR FAKHMIPas encore d'évaluation
- Cours de La Gestion Des Stocks 3ème - 2Document7 pagesCours de La Gestion Des Stocks 3ème - 2rimharichanePas encore d'évaluation
- Chapitre 3 La Gestion Budgetaire Des Approvisionnements Et Des StocksDocument56 pagesChapitre 3 La Gestion Budgetaire Des Approvisionnements Et Des StocksMohssine Ashkour100% (1)
- Chapitre II Gestion StockDocument9 pagesChapitre II Gestion Stocknadji rezigPas encore d'évaluation
- Gestion de Stock 1Document35 pagesGestion de Stock 1elgarbauoi ahmed100% (2)
- Chapitre IIDocument12 pagesChapitre IIShaýma MaãtiPas encore d'évaluation
- 03 GestiondesstocksDocument36 pages03 GestiondesstocksYoussef LeSafioPas encore d'évaluation
- Chapitre I Gestion de StockDocument27 pagesChapitre I Gestion de Stockteddyrobin04Pas encore d'évaluation
- PFE0 ChadliDocument57 pagesPFE0 Chadlisouloh omarPas encore d'évaluation
- Planification Et Gestion Des StocksDocument36 pagesPlanification Et Gestion Des StocksWoïla FantasiaPas encore d'évaluation
- LA GESTION DE STOCK - WordDocument13 pagesLA GESTION DE STOCK - WordOumaima El MalloukiPas encore d'évaluation
- Chapitre 3 La Gestion Budgetaire Des Approvisionnements Et Des StocksDocument56 pagesChapitre 3 La Gestion Budgetaire Des Approvisionnements Et Des Stocksanass saoudi100% (1)
- Chapitre 2Document12 pagesChapitre 2Fatima HarkatiPas encore d'évaluation
- Organisation Et Gestion Des StocksDocument2 pagesOrganisation Et Gestion Des StocksDina LahlaliPas encore d'évaluation
- Gestion de Stocks 2016 - CopieDocument69 pagesGestion de Stocks 2016 - Copierrr5wnzrp5Pas encore d'évaluation
- Budgétisation Des ApprovisionnementsDocument22 pagesBudgétisation Des Approvisionnementsmary ben100% (1)
- La Gestion de StocksDocument40 pagesLa Gestion de StocksMahmoud Sahi100% (1)
- Niro Sors de Ma TêteDocument14 pagesNiro Sors de Ma TêteanaîsPas encore d'évaluation
- Gestion Du StockDocument8 pagesGestion Du StockelhijaziyoussefPas encore d'évaluation
- Comtabilite GeneraleDocument46 pagesComtabilite Generalesouhail88% (8)
- Gestion Des Appros Et Des StocksDocument211 pagesGestion Des Appros Et Des StocksOumaima Ben SaidPas encore d'évaluation
- DjamilaDocument16 pagesDjamilasmahen haniniPas encore d'évaluation
- Avt & Inc Du StockDocument3 pagesAvt & Inc Du StockI'malookIubePas encore d'évaluation
- Gestion Des StocksDocument6 pagesGestion Des StocksMi RaPas encore d'évaluation
- Les Coûts Liés À La Gestion Des StocksDocument14 pagesLes Coûts Liés À La Gestion Des Stockssouloh omarPas encore d'évaluation
- GL CHAPITRE 1 Gestion Des StocksDocument53 pagesGL CHAPITRE 1 Gestion Des StocksIkram El GhazouaniPas encore d'évaluation
- Gestion Economique Des StocksDocument4 pagesGestion Economique Des Stockslabied3100% (1)
- Thème: Modèle de Gestion Des Stocks enDocument21 pagesThème: Modèle de Gestion Des Stocks en水仙 水仙Pas encore d'évaluation
- Pfe Gestion de StockDocument29 pagesPfe Gestion de Stocksouloh omar100% (10)
- Partie 1 Gestion Des Stocks Et ApprovisionnementDocument62 pagesPartie 1 Gestion Des Stocks Et ApprovisionnementKhadi Eddou100% (1)
- La Gestion Des StocksDocument6 pagesLa Gestion Des Stockstj9r2wgcxwPas encore d'évaluation
- Budget Des Approv PrésDocument83 pagesBudget Des Approv PrésMohamed ChakraPas encore d'évaluation
- 5396 F 6248 BCCFDocument19 pages5396 F 6248 BCCFYasser BouaamriPas encore d'évaluation
- 5396f6248bccf PDFDocument19 pages5396f6248bccf PDFSami Manwile100% (2)
- Gestion Production Approvisionnements Tsge Agc TsgepdfDocument15 pagesGestion Production Approvisionnements Tsge Agc TsgepdfSouaouPas encore d'évaluation
- 2 Le Budget D'approvisionnementDocument12 pages2 Le Budget D'approvisionnementabdelwahab100% (1)
- GDS & ApprovisionnementDocument44 pagesGDS & ApprovisionnementAouci Malek AminePas encore d'évaluation
- Tenue Des StocksDocument7 pagesTenue Des StocksAnas Thirite0% (1)
- Premiere Partie: Introduction A La Gestion Des ApprovisionnementsDocument25 pagesPremiere Partie: Introduction A La Gestion Des ApprovisionnementsLaure KennePas encore d'évaluation
- Cours Sur La Gestion Des StocksDocument38 pagesCours Sur La Gestion Des Stockscheikh fatma diopPas encore d'évaluation
- Gestion Des StocksDocument11 pagesGestion Des StocksMakram ChaibiPas encore d'évaluation
- Astuces Gestion de StockDocument5 pagesAstuces Gestion de StockDoha SahaPas encore d'évaluation
- Chapitre 2 GCLDocument10 pagesChapitre 2 GCLaya salemPas encore d'évaluation
- Support de Cours Gestion Des StocksDocument26 pagesSupport de Cours Gestion Des StocksFarid FaridPas encore d'évaluation
- PARTIE II GESTION DE STOCKS (1) (Réparé)Document35 pagesPARTIE II GESTION DE STOCKS (1) (Réparé)Jibhar samuel KromanPas encore d'évaluation
- Definition Des Principaux Concepts.: 7.1. La GestionDocument7 pagesDefinition Des Principaux Concepts.: 7.1. La GestionMounir YousfiPas encore d'évaluation
- Comment Mesurer La Fidélité Des Clients ?Document9 pagesComment Mesurer La Fidélité Des Clients ?chaymaPas encore d'évaluation
- Exo EXPOSÉ D'ÉCONOMIE .Document7 pagesExo EXPOSÉ D'ÉCONOMIE .rachellekouassi964Pas encore d'évaluation
- File 64187Document74 pagesFile 64187Douae HmPas encore d'évaluation
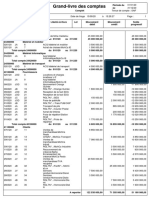
- Grand-Livre - Des - Comptes - PDF RectifiéDocument4 pagesGrand-Livre - Des - Comptes - PDF RectifiéMohamed CamaraPas encore d'évaluation
- Efficacite Et Impact de l'IDE Sur La CroissanceDocument77 pagesEfficacite Et Impact de l'IDE Sur La Croissanceetogopaul976Pas encore d'évaluation
- Adja-Ouèrè - WikipédiaDocument3 pagesAdja-Ouèrè - WikipédiaBNP FinancePas encore d'évaluation
- Travail Préparatoire Type EC2 - Les Évolutions Du Commerce InternationalDocument2 pagesTravail Préparatoire Type EC2 - Les Évolutions Du Commerce InternationalPotala SamaPas encore d'évaluation
- Journal Officiel: Jeudi 8 Rabie Ethani 1436 Correspondant Au 29 Janvier 2015 #04 54 AnneeDocument35 pagesJournal Officiel: Jeudi 8 Rabie Ethani 1436 Correspondant Au 29 Janvier 2015 #04 54 AnneeParti Développement OranPas encore d'évaluation
- Questionnaire Supérette Suite2Document4 pagesQuestionnaire Supérette Suite2TETRACONE GEOTECHNIQUEPas encore d'évaluation
- CBG2856 FR Contiflex EpDocument6 pagesCBG2856 FR Contiflex EpDaniro DegboePas encore d'évaluation
- Politique de ProduitDocument2 pagesPolitique de ProduitYousra EmraniPas encore d'évaluation
- CCTP Lot N°18 - SiegesDocument8 pagesCCTP Lot N°18 - SiegesAbderrezak Merzak AbdouPas encore d'évaluation
- PIVETEAU Le Secteur Automobile Marocain 16 11 2019 V01bDocument26 pagesPIVETEAU Le Secteur Automobile Marocain 16 11 2019 V01bomar bouifdenPas encore d'évaluation
- Saisonnier Commercial de Guichet / KramDocument6 pagesSaisonnier Commercial de Guichet / Kramhichem khalfiPas encore d'évaluation
- Guide Du Visiteur Final - LR 4Document16 pagesGuide Du Visiteur Final - LR 4Antoniom CadenaPas encore d'évaluation
- La Méthode Des Unités de Valeur AjoutéeDocument9 pagesLa Méthode Des Unités de Valeur AjoutéeSemlali Fatima zahraePas encore d'évaluation
- 1.calcul CR LAINE DE ROCHEDocument18 pages1.calcul CR LAINE DE ROCHEFatima Zahra MPas encore d'évaluation
- Theme 2: Une Diversification Des Espaces Et Des Acteurs de La ProductionDocument9 pagesTheme 2: Une Diversification Des Espaces Et Des Acteurs de La ProductionArwenn --Pas encore d'évaluation
- Theme7lentrepreneuriat SocialDocument20 pagesTheme7lentrepreneuriat SocialbadrooxePas encore d'évaluation
- 252 Agrobusiness Burkina - GrafDocument77 pages252 Agrobusiness Burkina - Grafdamit ProdPas encore d'évaluation
- 1d8bf 2018 Bulletin Inscription Formation Core ToolsDocument2 pages1d8bf 2018 Bulletin Inscription Formation Core ToolsHassinemPas encore d'évaluation
- دور مدققي الحسابات في إضفاء الشفافية على القوائم المالية -دراسة حالة لتقرير محافظ الحسابات لمؤسسة Sarl k Term بجايةDocument133 pagesدور مدققي الحسابات في إضفاء الشفافية على القوائم المالية -دراسة حالة لتقرير محافظ الحسابات لمؤسسة Sarl k Term بجايةKhero CerusPas encore d'évaluation
- Etude Sectorielle - La Filière Du Mil en Côte D'ivoireDocument45 pagesEtude Sectorielle - La Filière Du Mil en Côte D'ivoireBLUE BAG AFRICAPas encore d'évaluation
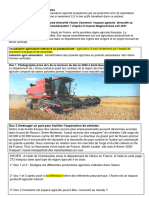
- Fiche Elève 2021 AgricultureDocument8 pagesFiche Elève 2021 AgriculturepayrouPas encore d'évaluation
- Procédés FabricationDocument19 pagesProcédés FabricationSEIFEDDINE KADRIPas encore d'évaluation
- Analyse Swot Outre-MerDocument2 pagesAnalyse Swot Outre-MerVincent JolyPas encore d'évaluation
- Liste Attente 7 MOHRCN20Document1 pageListe Attente 7 MOHRCN20Salif TarokPas encore d'évaluation
- GlovoDocument4 pagesGlovoRed WanePas encore d'évaluation
- Le Processus de Fabrication Du CimentDocument4 pagesLe Processus de Fabrication Du CimentFatiha ElfarganyPas encore d'évaluation
- 4-Montage D'usinageDocument25 pages4-Montage D'usinageAyoub Oumous100% (3)
- Le Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiD'EverandLe Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- 7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueD'Everand7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- La comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreD'EverandLa comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreÉvaluation : 2 sur 5 étoiles2/5 (1)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Comment transformer 5000€ en un millionD'EverandComment transformer 5000€ en un millionÉvaluation : 2 sur 5 étoiles2/5 (1)
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.D'EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Évaluation : 3.5 sur 5 étoiles3.5/5 (6)
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsD'EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Le jardin des vertueux: Riyad al-SalihinD'EverandLe jardin des vertueux: Riyad al-SalihinÉvaluation : 5 sur 5 étoiles5/5 (1)
- Ce que vos commerciaux ne font pas et qui vous coûte des millionsD'EverandCe que vos commerciaux ne font pas et qui vous coûte des millionsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Options Binaires: Étapes par étapes guide pour gagner de l'argent à partir du trading l'indice de Volatilite.D'EverandOptions Binaires: Étapes par étapes guide pour gagner de l'argent à partir du trading l'indice de Volatilite.Évaluation : 5 sur 5 étoiles5/5 (1)
- Investir pour les débutants - Démarrer en 10 étapes facilesD'EverandInvestir pour les débutants - Démarrer en 10 étapes facilesÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Guide de FOREX Trading pour Débutants: Votre Façon de Devenir Un Day TraderD'EverandGuide de FOREX Trading pour Débutants: Votre Façon de Devenir Un Day TraderÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- Réussir son marketing par courriel : Communiquer - Fidéliser - MonétiserD'EverandRéussir son marketing par courriel : Communiquer - Fidéliser - MonétiserPas encore d'évaluation
- Si tu n’es pas le premier, tu es le dernier: Stratégies de vente pour dominer votre marché et devancer vos concurrentsD'EverandSi tu n’es pas le premier, tu es le dernier: Stratégies de vente pour dominer votre marché et devancer vos concurrentsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Les Secrets du MLM: Les Secrets des marketers de réseau compétentsD'EverandLes Secrets du MLM: Les Secrets des marketers de réseau compétentsPas encore d'évaluation
- La psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsD'EverandLa psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsPas encore d'évaluation
- Création d'une start-up à succès de A à Z: Réussir votre Start-up 2.0 Web et MobileD'EverandCréation d'une start-up à succès de A à Z: Réussir votre Start-up 2.0 Web et MobileÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Maîtriser l'Art de la Lettre de Motivation: ...et décrocher plus d'entretiens d'embaucheD'EverandMaîtriser l'Art de la Lettre de Motivation: ...et décrocher plus d'entretiens d'embaucheÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- La dette odieuse de l'Afrique: Comment l'endettement et la fuite des capitaux ont saigné un continentD'EverandLa dette odieuse de l'Afrique: Comment l'endettement et la fuite des capitaux ont saigné un continentÉvaluation : 3 sur 5 étoiles3/5 (4)
- Le trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsD'EverandLe trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsÉvaluation : 5 sur 5 étoiles5/5 (1)