Vous aimerez peut-être aussi
- Méthode de Résolution de ProblémeDocument32 pagesMéthode de Résolution de ProblémeIliass Mahraz80% (5)
- Outils de QualiteDocument50 pagesOutils de QualiteAdama Fangafossé Coulibaly100% (3)
- Methode de Resolution de Problemes (MRP) : Par: Dr. Benkacem AbderrahmaneDocument51 pagesMethode de Resolution de Problemes (MRP) : Par: Dr. Benkacem AbderrahmaneKhalid HajirPas encore d'évaluation
- Déformé D'un Portique Bi-Encastré: Câble de Branchement Câbles Vers Les Appuis Du PortiqueDocument11 pagesDéformé D'un Portique Bi-Encastré: Câble de Branchement Câbles Vers Les Appuis Du PortiqueFarahBoughanmiPas encore d'évaluation
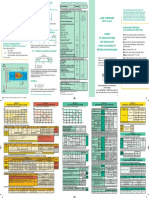
- Aid Memoire XP 18-545Document2 pagesAid Memoire XP 18-545Lotfi Merabet75% (4)
- 2-Méthodologie Outils Qualité FDocument48 pages2-Méthodologie Outils Qualité FOumar m GoudienkiléPas encore d'évaluation
- Formation MRPGDocument42 pagesFormation MRPGmohamed zied jazaPas encore d'évaluation
- Outils 1Document82 pagesOutils 1Adil Loukili100% (3)
- Cours MRPG V1Document32 pagesCours MRPG V1hamid benhima100% (1)
- 1ère PartieDocument44 pages1ère Partiemoez ben youssef100% (1)
- Cours MRPG V2Document40 pagesCours MRPG V2hamid benhima100% (3)
- Compte Rendu Analyse Et Résolution D'un Problème IndustrielDocument14 pagesCompte Rendu Analyse Et Résolution D'un Problème IndustrielDLM YTB100% (2)
- IshikawaDocument16 pagesIshikawaLotfy AleePas encore d'évaluation
- La Méthode de Résolution de Problème PDCADocument13 pagesLa Méthode de Résolution de Problème PDCAslimamri100% (1)
- Cours MRPDocument22 pagesCours MRPHiba AddiouiPas encore d'évaluation
- Methodes de Resolution de ProblemesDocument1 pageMethodes de Resolution de ProblemesMoez AlouiPas encore d'évaluation
- Rapport GPDocument12 pagesRapport GPSoumia MezroubPas encore d'évaluation
- Resolution de ProblemeDocument25 pagesResolution de ProblemeHamza EssebbarPas encore d'évaluation
- 2023 Formation MRP IUTDocument60 pages2023 Formation MRP IUTbs0759170Pas encore d'évaluation
- 01 Cycle de Gestion de La QualitéDocument66 pages01 Cycle de Gestion de La QualitéS.HALIPas encore d'évaluation
- Méthode A3Document19 pagesMéthode A3Meriem EL HàmidiiPas encore d'évaluation
- MRP PDFDocument6 pagesMRP PDFJPEPas encore d'évaluation
- Methode Du 8DDocument5 pagesMethode Du 8DDABILA BAGNIPas encore d'évaluation
- Fiche Savoirs ResolultiondeproblemeDocument4 pagesFiche Savoirs ResolultiondeproblemeOusmane NdiayePas encore d'évaluation
- Methodes Et Outils de Resolution de ProblemesDocument48 pagesMethodes Et Outils de Resolution de ProblemesYussu DiopPas encore d'évaluation
- Methode 8DDocument5 pagesMethode 8DAmine Brahmi100% (1)
- MRPG - PPT Tout Pdca Qselun01 20162017Document55 pagesMRPG - PPT Tout Pdca Qselun01 20162017Amira Smine100% (3)
- Mise en OeuvreDocument11 pagesMise en OeuvreMOUAD ELBACHALIPas encore d'évaluation
- Les Outils Du Management de La QualiteDocument37 pagesLes Outils Du Management de La QualiteHoussam Eddine BenzemmamouchePas encore d'évaluation
- Cours MQ - Chap4 partie 1Document24 pagesCours MQ - Chap4 partie 1was herePas encore d'évaluation
- Démarch Qual Diapo 2016 Part 2Document10 pagesDémarch Qual Diapo 2016 Part 2Ayoub MamaouiPas encore d'évaluation
- DémarchQualDiapo2017 (Suite)Document9 pagesDémarchQualDiapo2017 (Suite)radouanePas encore d'évaluation
- 8D ExpoDocument10 pages8D Exporajae jamalPas encore d'évaluation
- Projet Demarche Qualité FinalDocument24 pagesProjet Demarche Qualité Finalradouane.ourhdirPas encore d'évaluation
- 1 - Methode Réso PBDocument34 pages1 - Methode Réso PBlouloute3108Pas encore d'évaluation
- M.A.R.P Méthode D'analyse Et Résolution de Problèmes: La Clés de SolDocument22 pagesM.A.R.P Méthode D'analyse Et Résolution de Problèmes: La Clés de SolAbdellah El BarkanyPas encore d'évaluation
- Partie 1 Technique de Résolution de ProblèmeDocument62 pagesPartie 1 Technique de Résolution de ProblèmeBalkis triki100% (4)
- Chapitre 2Document67 pagesChapitre 2Sarah IssolahPas encore d'évaluation
- Gestion de La QualitéDocument17 pagesGestion de La QualitéLeila DouidenePas encore d'évaluation
- Six SigmaDocument23 pagesSix Sigmamoez ben youssefPas encore d'évaluation
- Démarche QSEDocument119 pagesDémarche QSENathalie Zaid100% (1)
- Videojet RCCM WP v7 CS5 FRDocument10 pagesVideojet RCCM WP v7 CS5 FRMa HdiPas encore d'évaluation
- INITIATION A LA QUALITEDocument19 pagesINITIATION A LA QUALITESoltan MofidPas encore d'évaluation
- Outils de La QualitéDocument31 pagesOutils de La Qualitémajida.triguiPas encore d'évaluation
- Approche ProcessusDocument63 pagesApproche ProcessusTurc OtomanPas encore d'évaluation
- Formation Les Outils D'amélioration de La QualitéDocument19 pagesFormation Les Outils D'amélioration de La QualitéYassine JALLOULIPas encore d'évaluation
- GESTION QualitéDocument33 pagesGESTION QualitétrPas encore d'évaluation
- Chapitre3 - MRPG - Partie1Document17 pagesChapitre3 - MRPG - Partie1Mannoubi MeddebPas encore d'évaluation
- MRP 2022Document76 pagesMRP 2022Denis Kaldjob100% (1)
- MA082Document2 pagesMA082ManfoPas encore d'évaluation
- Méthode de Résolution Des ProblèmesDocument26 pagesMéthode de Résolution Des ProblèmesRachid TopPas encore d'évaluation
- Exemple 3 MRPDocument26 pagesExemple 3 MRPbasma hassaniPas encore d'évaluation
- Méthodes de MQ 9 Février 2023Document63 pagesMéthodes de MQ 9 Février 2023OUEDRAOGOPas encore d'évaluation
- Module 6 - Performance & TBDocument23 pagesModule 6 - Performance & TBGilles Kokouvi AGBENONSI100% (1)
- LIVRET Méthodes de Résolution de ProblèmesDocument112 pagesLIVRET Méthodes de Résolution de Problèmesinquisitormania100% (2)
- Outils de La QualitéDocument48 pagesOutils de La QualitéMaryame MOUTAOUKILPas encore d'évaluation
- Boite À Outils QualitéDocument4 pagesBoite À Outils Qualitéoumaima chaieriPas encore d'évaluation
- 2-SUPPORT DES OUTILS QUALITE (9001.15) - CopieDocument60 pages2-SUPPORT DES OUTILS QUALITE (9001.15) - Copiexj5t4fys4dPas encore d'évaluation
- Syjc CohesionEquipe PDCA La Roue de DemingDocument1 pageSyjc CohesionEquipe PDCA La Roue de DemingGoddinPas encore d'évaluation
- La Méthode Des 5 Pourquoi: Résoudre les problèmes efficacement en posant les bonnes questionsD'EverandLa Méthode Des 5 Pourquoi: Résoudre les problèmes efficacement en posant les bonnes questionsPas encore d'évaluation
- La Méthode Kaizen: Adopter une culture d'amélioration continueD'EverandLa Méthode Kaizen: Adopter une culture d'amélioration continuePas encore d'évaluation
- La Méthode 6 Sigma: Amélioration et gestion de la qualitéD'EverandLa Méthode 6 Sigma: Amélioration et gestion de la qualitéPas encore d'évaluation
- Incoterms 2020Document18 pagesIncoterms 2020Quyên Nguyễn Thị NgọcPas encore d'évaluation
- 2- Sensibilisation qualitéDocument46 pages2- Sensibilisation qualitéyahya elalamiPas encore d'évaluation
- 1-Historique qualitéDocument49 pages1-Historique qualitéyahya elalamiPas encore d'évaluation
- RAPPORT DE STAGE pour encadrant (1)Document16 pagesRAPPORT DE STAGE pour encadrant (1)yahya elalamiPas encore d'évaluation
- Cour 1 - VirtualisationDocument24 pagesCour 1 - Virtualisationjeremie zehouPas encore d'évaluation
- Réussir Aux Différentes Évaluations D'un Entretien Part 1Document30 pagesRéussir Aux Différentes Évaluations D'un Entretien Part 1Daniel Constant AttaPas encore d'évaluation
- InstallationDocument9 pagesInstallationfatihaPas encore d'évaluation
- Premier Exercice: (7 Points) Chauffe-Eau Solaire: Lire Attentivement L'extrait Suivant Puis Répondre Aux QuestionsDocument4 pagesPremier Exercice: (7 Points) Chauffe-Eau Solaire: Lire Attentivement L'extrait Suivant Puis Répondre Aux QuestionsHouda ChanPas encore d'évaluation
- Document 1249Document11 pagesDocument 1249MrYodaaPas encore d'évaluation
- 3eme Biochimie 2019-2020 Bouzidi A L3 Bioch Cours ToxicologieDocument14 pages3eme Biochimie 2019-2020 Bouzidi A L3 Bioch Cours ToxicologieM.B. IsmailPas encore d'évaluation
- Audit Cycle VenteDocument38 pagesAudit Cycle VenteaminePas encore d'évaluation
- UN ASPECT MÉCONNU D'AVALOKITEŚVARA - de MallmannDocument9 pagesUN ASPECT MÉCONNU D'AVALOKITEŚVARA - de MallmannClaudia RamassoPas encore d'évaluation
- Tome 2 Impacts EnvironnementauxDocument49 pagesTome 2 Impacts EnvironnementauxUlrich Ralph NjoyaPas encore d'évaluation
- Boc 20221230Document23 pagesBoc 20221230electronicsobed the son of GODPas encore d'évaluation
- Katalogs-19-Fusibles A Couteaux NHDocument8 pagesKatalogs-19-Fusibles A Couteaux NHhakimPas encore d'évaluation
- Mouteur DCDocument7 pagesMouteur DCElmokh LassaadPas encore d'évaluation
- CONDUITE TP2 Avec Quadrillage (1) 2Document6 pagesCONDUITE TP2 Avec Quadrillage (1) 2Agbatou Jean Baptiste N'chiepoPas encore d'évaluation
- Guide Investir Dans Les PME en AfriqueDocument74 pagesGuide Investir Dans Les PME en AfriquePDG EYAFPas encore d'évaluation
- UltrafiltrationDocument10 pagesUltrafiltrationsoufyanePas encore d'évaluation
- SigmaDocument2 pagesSigmaAli KPas encore d'évaluation
- Question Et Réponse 4Document15 pagesQuestion Et Réponse 4saraPas encore d'évaluation
- RégimeDocument12 pagesRégimeernestito2010Pas encore d'évaluation
- UM Operation Manual FRFR 27021611646554123Document299 pagesUM Operation Manual FRFR 27021611646554123Georges TaradauxPas encore d'évaluation
- Practice+exam+chap+3 - 1 - 1Document7 pagesPractice+exam+chap+3 - 1 - 1Box OfficePas encore d'évaluation
- Guide Satellite Clubs FRDocument4 pagesGuide Satellite Clubs FRsoufiane mrabetPas encore d'évaluation
- T.D. N°2 - Les AmortissementsDocument3 pagesT.D. N°2 - Les Amortissementsangelinaa.bento05Pas encore d'évaluation
- François Brune - La Vierge Du MexiqueDocument681 pagesFrançois Brune - La Vierge Du MexiquethanosPas encore d'évaluation
- TP 02 La Masse VolumiqueDocument5 pagesTP 02 La Masse VolumiqueDai MentPas encore d'évaluation
- Gagner de L'argent Avec YoutubeDocument7 pagesGagner de L'argent Avec Youtubeanon_811149744Pas encore d'évaluation
- Guide de Logiciel Sap20000 CopierDocument54 pagesGuide de Logiciel Sap20000 CopierAbdou HababaPas encore d'évaluation
- Fin OofDocument24 pagesFin OofAhmed Ouss0% (1)
- T 200 IDocument36 pagesT 200 Iref100% (1)