Vous aimerez peut-être aussi
- La méthode Six Sigma: La culture de la perfectionD'EverandLa méthode Six Sigma: La culture de la perfectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Le tableau de bord prospectif: Les 4 composantes essentielles pour une stratégie d'entreprise à long termeD'EverandLe tableau de bord prospectif: Les 4 composantes essentielles pour une stratégie d'entreprise à long termePas encore d'évaluation
- La chaîne de valeur de Porter: Identifier la création de valeurD'EverandLa chaîne de valeur de Porter: Identifier la création de valeurÉvaluation : 5 sur 5 étoiles5/5 (2)
- Le benchmarking: S'inspirer des plus grands pour évoluerD'EverandLe benchmarking: S'inspirer des plus grands pour évoluerPas encore d'évaluation
- Value Stream Mapping: Méthode de cartographie des chaînes de valeurD'EverandValue Stream Mapping: Méthode de cartographie des chaînes de valeurPas encore d'évaluation
- Calcul du prix de revient: Rentabiliser les coûts de production et de distribution pour les chefs d'entreprises belgesD'EverandCalcul du prix de revient: Rentabiliser les coûts de production et de distribution pour les chefs d'entreprises belgesPas encore d'évaluation
- Conception automobile: Les Grands Articles d'UniversalisD'EverandConception automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Cours Production DistributionDocument30 pagesCours Production DistributionAnge Aristide Djedje50% (2)
- Gestion Du TransportDocument39 pagesGestion Du Transporthanane91100% (2)
- GMAO Gestion de Maintenance Assistée Par Ordinateur L4Document30 pagesGMAO Gestion de Maintenance Assistée Par Ordinateur L4Sekou Kaba0% (1)
- GESTION - DES - PLATES-FORME - LOGISTIQUES (1ére Partie)Document40 pagesGESTION - DES - PLATES-FORME - LOGISTIQUES (1ére Partie)Hanane AzizPas encore d'évaluation
- Méthode ABC-1Document17 pagesMéthode ABC-1Mihalcea Silvia MarianaPas encore d'évaluation
- Lecon11 PDFDocument17 pagesLecon11 PDFAnass CherrafiPas encore d'évaluation
- M16-1 Gestion Production Approvisionnements TSGE-AGC-TSGE PDFDocument68 pagesM16-1 Gestion Production Approvisionnements TSGE-AGC-TSGE PDFMohamed Ghyat90% (21)
- La Conception D Une Chaine Logistique PDFDocument32 pagesLa Conception D Une Chaine Logistique PDFSoufiane Faidi100% (1)
- NESTLEDocument6 pagesNESTLEEnderPatPas encore d'évaluation
- Ohada Acte Uniforme 2010 Droit CommercialDocument66 pagesOhada Acte Uniforme 2010 Droit CommercialNissoPas encore d'évaluation
- Fonction de ProductionDocument10 pagesFonction de ProductionlabbaouiiiPas encore d'évaluation
- MRP PDP Pic PDFDocument39 pagesMRP PDP Pic PDFNoureddine AoudaPas encore d'évaluation
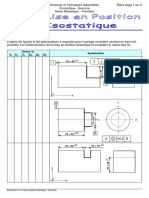
- Exercices Usinage CORRIGES Mise en Position IsostatiqueDocument4 pagesExercices Usinage CORRIGES Mise en Position IsostatiqueAwatif BePas encore d'évaluation
- Jour 1 Metodes Et Outils de Gestion de La Production MI2 Mai 2023Document7 pagesJour 1 Metodes Et Outils de Gestion de La Production MI2 Mai 2023Gani MaigaPas encore d'évaluation
- Conception D'une Chaine LogistiqueDocument47 pagesConception D'une Chaine LogistiqueReda Raki100% (1)
- Gestion de Production L3GEDocument48 pagesGestion de Production L3GETasnim amdouniPas encore d'évaluation
- Gestion de La Production Et Des StocksDocument70 pagesGestion de La Production Et Des StocksImane MjimerPas encore d'évaluation
- Gestion Des StocksDocument47 pagesGestion Des Stocksmounalisa1Pas encore d'évaluation
- La Gestion Des Risques Bancaire Au MarocDocument36 pagesLa Gestion Des Risques Bancaire Au MarocJawahir SalwaPas encore d'évaluation
- Budget de ProductionDocument46 pagesBudget de ProductionFatma RachdiPas encore d'évaluation
- Preparation Des CommandesDocument12 pagesPreparation Des CommandesÀbdèrràhim AboussemdaiPas encore d'évaluation
- Cours Logistique Gratuit La Conception D'une Chaine LogistiqueDocument46 pagesCours Logistique Gratuit La Conception D'une Chaine LogistiqueYasmine MaloumiPas encore d'évaluation
- Cahier 24 PCADocument29 pagesCahier 24 PCAggm2lokoPas encore d'évaluation
- Gestion de La Production Et QualitéDocument11 pagesGestion de La Production Et QualitéMargaux Q. AdamPas encore d'évaluation
- En 9100 (2018) (F)Document9 pagesEn 9100 (2018) (F)Jean dupontPas encore d'évaluation
- La Conception D'une Chaine LogistiqueDocument32 pagesLa Conception D'une Chaine LogistiqueAyoubArraf100% (1)
- African Single CurrencyDocument192 pagesAfrican Single CurrencyAyo100% (1)
- Gestion de Production Et GPAODocument25 pagesGestion de Production Et GPAOClement SaliPas encore d'évaluation
- Budget de ProductionDocument16 pagesBudget de ProductionAimé KouassiPas encore d'évaluation
- Techniques de L'ingénieurDocument14 pagesTechniques de L'ingénieurMohamed EL MaaroufiPas encore d'évaluation
- Gestion production-CAE-TCA 2018-2019Document25 pagesGestion production-CAE-TCA 2018-2019Katcha nanklan enock hiliPas encore d'évaluation
- GESTION DE PRODUCTION - CopieDocument25 pagesGESTION DE PRODUCTION - CopieFranckPas encore d'évaluation
- L'entreprise Et Gestion Dentreprise-3Document7 pagesL'entreprise Et Gestion Dentreprise-3larra benmoulaPas encore d'évaluation
- Cours Sur La Gestion de La ProductionDocument8 pagesCours Sur La Gestion de La ProductionmerrysemPas encore d'évaluation
- Inbound 116975068957925131Document52 pagesInbound 116975068957925131haithemhanouz8Pas encore d'évaluation
- Cours 2Document21 pagesCours 2Cylia SafaPas encore d'évaluation
- Processus Global de La LogistiqueDocument57 pagesProcessus Global de La Logistiquemdjau79Pas encore d'évaluation
- 117 s3 Fonction de ProductionDocument18 pages117 s3 Fonction de ProductionZacharie OuattaraPas encore d'évaluation
- Omrani LogistiqueDocument9 pagesOmrani Logistiquenabila elbidaliPas encore d'évaluation
- Management de La ProductionDocument40 pagesManagement de La Productionjeunetaf sourcegoldPas encore d'évaluation
- Budget de ProductionDocument15 pagesBudget de ProductionkamalPas encore d'évaluation
- 1 PlanificationDocument52 pages1 Planificationidchouaib yassinePas encore d'évaluation
- Introduction Générale À La Gestion de Production: 1 Gpao - CH - IDocument10 pagesIntroduction Générale À La Gestion de Production: 1 Gpao - CH - IISET KairouanPas encore d'évaluation
- Sujet de SynthèseDocument4 pagesSujet de SynthèseRABAB DHIMENPas encore d'évaluation
- Chapitre 3 Le Processus de GoDocument7 pagesChapitre 3 Le Processus de GoVan NoorPas encore d'évaluation
- Chapitre 1 Introduction de La Fonction ProductionDocument5 pagesChapitre 1 Introduction de La Fonction Productionmontasserjawadi2Pas encore d'évaluation
- Gestion de La Production Et Contrôle de Flux Au Sein D'une EntrepriseDocument12 pagesGestion de La Production Et Contrôle de Flux Au Sein D'une EntrepriseIBTISSAM LAMHAFADPas encore d'évaluation
- FluxDocument4 pagesFluxAmir IqbalPas encore d'évaluation
- Chap1 IntroductionGPIDocument22 pagesChap1 IntroductionGPIAhlam AhlamPas encore d'évaluation
- Cours EE4Document31 pagesCours EE4Adil BentalebPas encore d'évaluation
- Cours 301-2021Document31 pagesCours 301-2021Christ ToukoPas encore d'évaluation
- Chapitre 5. L - Entreprise Outil de ProductionDocument17 pagesChapitre 5. L - Entreprise Outil de ProductionAmina MamiPas encore d'évaluation
- Questions - Reponses - GIDocument43 pagesQuestions - Reponses - GIFarah DridiPas encore d'évaluation
- La M106aDocument8 pagesLa M106ayassine wahoubPas encore d'évaluation
- Supply Chain-PlannifDocument18 pagesSupply Chain-PlannifAhmed KhiaraPas encore d'évaluation
- Chapitre 2 Faculté Des Sciences Et Technique1Document6 pagesChapitre 2 Faculté Des Sciences Et Technique1Brahim KhizranePas encore d'évaluation
- Résolution GEPRO Kent Kalumba-1Document4 pagesRésolution GEPRO Kent Kalumba-1mechack kongoloPas encore d'évaluation
- Chap1 IntroductionGPIDocument27 pagesChap1 IntroductionGPIInass HaddaPas encore d'évaluation
- Groupe N°26 - L'optimisation de La ProductionnDocument19 pagesGroupe N°26 - L'optimisation de La ProductionnOverDoc100% (2)
- MSI Gestion Prod Et Des Stocks - ETUDIANT - Présentation - Chap3!29!11-19Document20 pagesMSI Gestion Prod Et Des Stocks - ETUDIANT - Présentation - Chap3!29!11-19TECHNOLOGIES MODERNES DU CAMEROUN100% (1)
- FAB207 CoursDocument4 pagesFAB207 CourslilyssaaPas encore d'évaluation
- Cours - Les Différents Types de MarchéDocument4 pagesCours - Les Différents Types de MarchéInès DeOliveiraPas encore d'évaluation
- Cours Le Compte Ete La Partie Double PDFDocument7 pagesCours Le Compte Ete La Partie Double PDFAyoub MoustaidPas encore d'évaluation
- Campagne de Communication Lesieur CristalDocument90 pagesCampagne de Communication Lesieur CristalTarik Jabrany100% (1)
- Chap1 La Maintenance PDFDocument2 pagesChap1 La Maintenance PDFOusseini O Aboube100% (1)
- Contrôle Financier Et Gouvernance Des Entreprises Publiques Au MarocDocument23 pagesContrôle Financier Et Gouvernance Des Entreprises Publiques Au MarocAnonymous 5TlzyRciaPas encore d'évaluation
- Etude de Projet de ServicesDocument37 pagesEtude de Projet de ServicessaraaPas encore d'évaluation
- Reglement Financier Adl 2022 2023Document3 pagesReglement Financier Adl 2022 2023Abdel Adel Jeljeli (FREE MIND)Pas encore d'évaluation
- Curriculum Vitae - Thomas DurazDocument1 pageCurriculum Vitae - Thomas DurazconvoyageautoprotegePas encore d'évaluation
- Séries Des Exercices MICRO IIDocument5 pagesSéries Des Exercices MICRO IIEco FacilePas encore d'évaluation
- GSA 2BAC 1819 S1 C2 GC ComptabiliteDocument2 pagesGSA 2BAC 1819 S1 C2 GC ComptabiliteBrahimo Brahim100% (2)
- Droit CommercialeDocument9 pagesDroit CommercialeAfkyr YassinePas encore d'évaluation
- Rapport CSWSRDocument204 pagesRapport CSWSRkroumaPas encore d'évaluation
- 1892 Em23122015 PDFDocument19 pages1892 Em23122015 PDFelmoudjahid_dzPas encore d'évaluation
- Memoire Recherche Sur Les Titres HybridesDocument47 pagesMemoire Recherche Sur Les Titres HybridesDocteur Jid100% (1)
- Pres Etude CasDocument4 pagesPres Etude CastyguaPas encore d'évaluation
- 11-5 - X - P3 - Patisserie - Etude-De-CasDocument2 pages11-5 - X - P3 - Patisserie - Etude-De-Casveer damPas encore d'évaluation
- Cahier de Charge Achat de Tissu Technique Pour La Fabrication D'une Collection de Vêtements de SportDocument9 pagesCahier de Charge Achat de Tissu Technique Pour La Fabrication D'une Collection de Vêtements de SportEl Aidi Aymane100% (1)
- Marché Bes Bet Services ImmobilierDocument19 pagesMarché Bes Bet Services ImmobilierPretty LinaPas encore d'évaluation
- Youli Ou Les Souliotes Melodrame en 2 Ac PDFDocument53 pagesYouli Ou Les Souliotes Melodrame en 2 Ac PDFLeneCusaPas encore d'évaluation
- TP Facture RechercheDocument3 pagesTP Facture Recherchemariem fouchaliPas encore d'évaluation
- Etude D'opportunite de La Navette Fluviale Sur RhoneDocument93 pagesEtude D'opportunite de La Navette Fluviale Sur RhoneAnicet Eyenga ZangPas encore d'évaluation
- EI 6 12juin13 Regime EcoDocument24 pagesEI 6 12juin13 Regime EcoSaid EnnakhliPas encore d'évaluation