Vous aimerez peut-être aussi
- Fabrication MécaniqueDocument229 pagesFabrication MécaniquelamyochPas encore d'évaluation
- PFE Final Audit Comptable Et FinancierDocument38 pagesPFE Final Audit Comptable Et FinancierShaimae Tabri38% (8)
- Fonderie PDFDocument7 pagesFonderie PDFmattuiffPas encore d'évaluation
- Techniques de Fabrication MécaniqueDocument80 pagesTechniques de Fabrication MécaniquetestttPas encore d'évaluation
- Moulage PDFDocument53 pagesMoulage PDFhafid100% (4)
- Corrigé TD6 de MoulageDocument6 pagesCorrigé TD6 de MoulageNabil Jlassi83% (6)
- MoulageDocument52 pagesMoulageLanjar RanimPas encore d'évaluation
- Arcanes MajeuresDocument2 pagesArcanes MajeuresAmeliePas encore d'évaluation
- Le Moulage en Sable PDFDocument4 pagesLe Moulage en Sable PDFdellmika100% (13)
- 1 MoulageDocument25 pages1 MoulageHamza Rouihem100% (1)
- Moulage Et Soudage - 1 - PDFDocument132 pagesMoulage Et Soudage - 1 - PDFdellmika100% (2)
- Procédé de FabricationDocument121 pagesProcédé de Fabricationimane ait baddouPas encore d'évaluation
- 02 MoulageDocument32 pages02 MoulageattouPas encore d'évaluation
- 2 PharmacocinétiqueDocument37 pages2 Pharmacocinétiqueʚï Sara ÏɞPas encore d'évaluation
- Moulage SableDocument6 pagesMoulage SableWalid ChadouliPas encore d'évaluation
- 1-Procédés de MoulageDocument119 pages1-Procédés de MoulageimenePas encore d'évaluation
- Fonderie Cours Trace Des Bruts Et Conception Du MouleDocument20 pagesFonderie Cours Trace Des Bruts Et Conception Du MouleEdgard Varela EspinozaPas encore d'évaluation
- FonderieDocument28 pagesFonderieWalid NASRIPas encore d'évaluation
- Implantation D'églises - 7 ÉtapesDocument24 pagesImplantation D'églises - 7 ÉtapesOladele J. IGBOHOU100% (1)
- Le MoulageDocument16 pagesLe Moulagemimittta100% (1)
- Le PapayerDocument129 pagesLe PapayerJean Bernard MboliPas encore d'évaluation
- Cours Moulage Ahmed PDFDocument17 pagesCours Moulage Ahmed PDFSamir Kh50% (4)
- Chapitre 1 Procédé de Moulage PDFDocument64 pagesChapitre 1 Procédé de Moulage PDFZayene Khmais83% (6)
- procAdAs de Fabrication-Moulage-1 PDFDocument77 pagesprocAdAs de Fabrication-Moulage-1 PDFMZX YTPas encore d'évaluation
- MoulageDocument11 pagesMoulageMohamed Cheikh100% (2)
- Moulage ProfDocument5 pagesMoulage Profkldmnt50% (2)
- Proceder de Mise en OeuvreDocument47 pagesProceder de Mise en OeuvreHajbraim Hiba100% (1)
- 12 Moulage en SableDocument5 pages12 Moulage en SableMohamedAyoub100% (1)
- Chapitre 8 2 PDFDocument45 pagesChapitre 8 2 PDFTabka SouheilPas encore d'évaluation
- Moulage 2Document17 pagesMoulage 2Hamada HamadaPas encore d'évaluation
- Compte Rendu FonderieDocument9 pagesCompte Rendu FonderiedmedmahdiPas encore d'évaluation
- Cours 02 Procedes de Moulage Des Metaux FonderieDocument14 pagesCours 02 Procedes de Moulage Des Metaux FonderieNejm IddinPas encore d'évaluation
- Chap 2 Coursmoulage 3080713450383811970Document6 pagesChap 2 Coursmoulage 3080713450383811970Nabil Jlassi100% (1)
- Chapitre 1 - MoulageDocument83 pagesChapitre 1 - MoulageAchref AbidiPas encore d'évaluation
- Cours TF-2Document16 pagesCours TF-25rvknwg82qPas encore d'évaluation
- Partie 1 (Procé Dã© de Fabrication Fonderie)Document14 pagesPartie 1 (Procé Dã© de Fabrication Fonderie)yasserarraq055Pas encore d'évaluation
- 9539 Fonderie en Sable Du Modele La Piece EnspsDocument8 pages9539 Fonderie en Sable Du Modele La Piece Enspsabdeljalil elbadrPas encore d'évaluation
- Chapitre 1Document18 pagesChapitre 1Hamza LiberadosPas encore d'évaluation
- Procédés de Mise en Forme Sans Enlevement de Matiere CHAPITRE 2 Tech-Base 2016-17Document61 pagesProcédés de Mise en Forme Sans Enlevement de Matiere CHAPITRE 2 Tech-Base 2016-17Ikram Dahmani100% (3)
- 05 Moulage PDFDocument30 pages05 Moulage PDFSamir KhPas encore d'évaluation
- ... 1. Generalite Sur Le MoulageDocument8 pages... 1. Generalite Sur Le MoulagefgmgpPas encore d'évaluation
- Le MoulageDocument10 pagesLe MoulageHouda Sefi EP SoulaPas encore d'évaluation
- Technologie de BaseDocument26 pagesTechnologie de BaseKhadi Dja RachediPas encore d'évaluation
- MoulageDocument19 pagesMoulageMouad ChourakPas encore d'évaluation
- La Donderie-MoulageDocument79 pagesLa Donderie-MoulageKnox ChaliPas encore d'évaluation
- Fonderie V1Document23 pagesFonderie V1pepouptsotambo2Pas encore d'évaluation
- Programme: - Procédés de Fonderie - Mise en Œuvre Des Matières Plastique - Travail Des Métaux Par DéformationDocument81 pagesProgramme: - Procédés de Fonderie - Mise en Œuvre Des Matières Plastique - Travail Des Métaux Par DéformationSanhouidi StephanePas encore d'évaluation
- Ceial Moulage Au Sable de L AluminiumDocument16 pagesCeial Moulage Au Sable de L AluminiumBoris BidjaPas encore d'évaluation
- FonderieDocument16 pagesFonderieOumaima EzzaherPas encore d'évaluation
- Le Moulage en Sable - 1Document8 pagesLe Moulage en Sable - 1Hamada HamadaPas encore d'évaluation
- Chap2 - Outillages Pour Le Moulage en Sable GeneralitesDocument33 pagesChap2 - Outillages Pour Le Moulage en Sable GeneralitesBouthayna HajjiPas encore d'évaluation
- TD2 Moulage CopierDocument2 pagesTD2 Moulage CopierGénie MécaniquePas encore d'évaluation
- L'Élaboration Des MétauxDocument26 pagesL'Élaboration Des MétauxESSAFIR OUADIIPas encore d'évaluation
- Chap 1 - Introduction À La Fonderie - Conception de Modèle 2017newDocument35 pagesChap 1 - Introduction À La Fonderie - Conception de Modèle 2017newYessine OmranePas encore d'évaluation
- Procédés de Moulage - Diapos PDFDocument22 pagesProcédés de Moulage - Diapos PDFTaoufik Ben HadidPas encore d'évaluation
- Rapport 1Document13 pagesRapport 1Safwen BoufaidPas encore d'évaluation
- Fonderie Le Moulage en SableDocument4 pagesFonderie Le Moulage en SableBruno THIEBAUTPas encore d'évaluation
- Chi Tichniques de Mise en Oeuvre Des MetauxDocument21 pagesChi Tichniques de Mise en Oeuvre Des MetauxmohamedPas encore d'évaluation
- Techniques de Fonderie Revise Juin 2015Document213 pagesTechniques de Fonderie Revise Juin 2015vnp98jjmh9Pas encore d'évaluation
- Chap 1 - Introduction À La Fonderie - Conception de Modèle 2017new - KnowtDocument4 pagesChap 1 - Introduction À La Fonderie - Conception de Modèle 2017new - Knowtkb8425144Pas encore d'évaluation
- Le Moulage en Sable - 22Document11 pagesLe Moulage en Sable - 22simo ockPas encore d'évaluation
- Revision Chapitre 2 Proceddes Sans Enlevement de Matiere Technologie de BaseDocument5 pagesRevision Chapitre 2 Proceddes Sans Enlevement de Matiere Technologie de BaseAksil DihyaPas encore d'évaluation
- Obtention Des Bruts (Moulage)Document42 pagesObtention Des Bruts (Moulage)mainoPas encore d'évaluation
- Partie 2.procédés de Précision - Chapitre 1. Cire perdue.M2.T.F 2021.2022.Dr - HACINIDocument7 pagesPartie 2.procédés de Précision - Chapitre 1. Cire perdue.M2.T.F 2021.2022.Dr - HACINIHazem HariziPas encore d'évaluation
- Rapport de StageDocument28 pagesRapport de Stageakkari.rayhanePas encore d'évaluation
- TP 2Document11 pagesTP 2akkari.rayhanePas encore d'évaluation
- TP 2Document5 pagesTP 2akkari.rayhanePas encore d'évaluation
- Analyse Des Défauts Par RessuageDocument8 pagesAnalyse Des Défauts Par Ressuageakkari.rayhanePas encore d'évaluation
- Controle Par RessuageDocument14 pagesControle Par Ressuageakkari.rayhanePas encore d'évaluation
- PhotoelacticitéDocument6 pagesPhotoelacticitéakkari.rayhanePas encore d'évaluation
- Attestation Stage1Document1 pageAttestation Stage1akkari.rayhanePas encore d'évaluation
- Série de TD de MS N3Document7 pagesSérie de TD de MS N3akkari.rayhanePas encore d'évaluation
- A0053W8508 - B RESERVOIR, BRAKE-FLUID WELDED LOWER InApproval - BulléDocument1 pageA0053W8508 - B RESERVOIR, BRAKE-FLUID WELDED LOWER InApproval - Bulléakkari.rayhanePas encore d'évaluation
- Exercices - Lois - Discrètes (2021 - 01 - 02 14 - 12 - 04 UTC)Document6 pagesExercices - Lois - Discrètes (2021 - 01 - 02 14 - 12 - 04 UTC)David De Cuyper0% (1)
- Devis Plomberie SanitaireDocument4 pagesDevis Plomberie SanitaireBarro Ahmed EliePas encore d'évaluation
- Slide Year 9 Speaking May 22Document2 pagesSlide Year 9 Speaking May 22ehsanlooyiPas encore d'évaluation
- Formation de Reboutement Niveau 2Document2 pagesFormation de Reboutement Niveau 2Jean-Paul PigetPas encore d'évaluation
- Examen de Fin de Formation Commerce TSC 2015 Synthese 2Document10 pagesExamen de Fin de Formation Commerce TSC 2015 Synthese 2brahim brahimPas encore d'évaluation
- XérostomieDocument8 pagesXérostomieelghachi98Pas encore d'évaluation
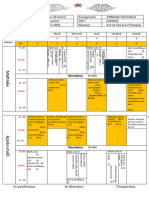
- Mon Emploi Du Temps Ennajah SouhailaDocument1 pageMon Emploi Du Temps Ennajah SouhailaennajahsouhailaPas encore d'évaluation
- Comment Interpréter La Capacité D'autofinancementDocument1 pageComment Interpréter La Capacité D'autofinancementnada chiboubPas encore d'évaluation
- 1 Chapitre 4 Barrages-VoutesDocument10 pages1 Chapitre 4 Barrages-VoutesFatima zahra BerakheliPas encore d'évaluation
- FiclpopanDocument2 pagesFiclpopanSofiPas encore d'évaluation
- Rappel Et Inverseurs de SourcesDocument88 pagesRappel Et Inverseurs de SourcesbenPas encore d'évaluation
- Thèse LMD 66 2016 PDFDocument141 pagesThèse LMD 66 2016 PDFLaiadhi DjemouiPas encore d'évaluation
- Guide Santé ABYLSEN 2023Document12 pagesGuide Santé ABYLSEN 2023Ferid HentatiPas encore d'évaluation
- Compte-Rendu AG Communauté de Communes D'avranches - 22/12/2012Document12 pagesCompte-Rendu AG Communauté de Communes D'avranches - 22/12/2012avranches.infosPas encore d'évaluation
- Méthodologie APC HISTOIREDocument8 pagesMéthodologie APC HISTOIREArmand Roger KWEDIPas encore d'évaluation
- Frigider IndesitDocument60 pagesFrigider IndesitmandymcsPas encore d'évaluation
- Cryptage Mails en Local Sous LinuxDocument18 pagesCryptage Mails en Local Sous LinuxndarndarPas encore d'évaluation
- Resume Fixation AzoteDocument7 pagesResume Fixation AzoteBBichon FrizePas encore d'évaluation
- E TourismeDocument2 pagesE TourismeSOUHILA LANANIPas encore d'évaluation
- تاسع فرنسي اختبار وحدة3Document2 pagesتاسع فرنسي اختبار وحدة3Mhd BilalPas encore d'évaluation
- Wurth FT E4 TopDocument1 pageWurth FT E4 TopFalcher.TV.974Pas encore d'évaluation
- Amines AliphatiquesDocument7 pagesAmines AliphatiquesOussam OuadidiPas encore d'évaluation
- Présentation AssainissementDocument57 pagesPrésentation Assainissementimadbohya6Pas encore d'évaluation
- Projet 1 2 3 4 3ap 1 PDFDocument90 pagesProjet 1 2 3 4 3ap 1 PDFSolame Nomizo50% (4)
- 011l02310723v7n3 o Dembele Et Al. Gestion Dossier PatientDocument21 pages011l02310723v7n3 o Dembele Et Al. Gestion Dossier PatientAbdou Moumouni ArafatPas encore d'évaluation