Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Pfe Winox 18 09 2022Document74 pagesPfe Winox 18 09 2022Tonkam ArthurPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Choix Des Materiaux-1Document23 pagesChoix Des Materiaux-1Mech MemmoPas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Rapport MINI PROJETDocument36 pagesRapport MINI PROJETوليد الصحراويPas encore d'évaluation
- BM7328 Collage Des Composites - Secteur de La Construction NavaleDocument9 pagesBM7328 Collage Des Composites - Secteur de La Construction NavaleRamzi SaphirPas encore d'évaluation
- Rapport de PfeDocument49 pagesRapport de PfeHidaya SklPas encore d'évaluation
- Guide de Dimensionnement Les Actionneurs Rotatifs Et LinéairesDocument5 pagesGuide de Dimensionnement Les Actionneurs Rotatifs Et LinéairesmoicoyotePas encore d'évaluation
- ControleDocument5 pagesControleEL Boukhrissi OtmanePas encore d'évaluation
- Ces EdupackDocument24 pagesCes EdupackAyoubPas encore d'évaluation
- TD02 Usure Outils CoupeDocument1 pageTD02 Usure Outils CoupeBahazPas encore d'évaluation
- 5-T.P N° 2 - CONTROLE DE PLANEITEDocument2 pages5-T.P N° 2 - CONTROLE DE PLANEITESabah elfallahPas encore d'évaluation
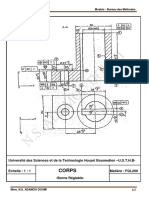
- Borne Réglable Dessin DéfDocument2 pagesBorne Réglable Dessin DéfZack Mahmoudi100% (1)
- Capabilité MachineDocument12 pagesCapabilité MachineMohamed EL MaaroufiPas encore d'évaluation
- Extrait 42367210Document116 pagesExtrait 42367210Marwan JBPas encore d'évaluation
- Section 7 2019Aut-MEC2405 Fatigue-PDF-No VideoDocument75 pagesSection 7 2019Aut-MEC2405 Fatigue-PDF-No VideoHassan GuenzaouzPas encore d'évaluation
- Mini Projet Sur Une Machine de ResilienceDocument31 pagesMini Projet Sur Une Machine de ResilienceEmna TräadPas encore d'évaluation
- Torseur LiaisonsDocument1 pageTorseur LiaisonsAmina Dinari100% (1)
- PalierDocument25 pagesPalierhaoues23Pas encore d'évaluation
- Ali Ahmed, Syriane Hadid, Ahmed AttentionDocument109 pagesAli Ahmed, Syriane Hadid, Ahmed AttentionHana HosniPas encore d'évaluation
- Presentation Projet Fin D'etudeDocument35 pagesPresentation Projet Fin D'etudefoufoua100% (2)
- TP TractionDocument11 pagesTP TractionOussema TrikiPas encore d'évaluation
- TP Convoyeur A Vis (Amiri Slim 3eme TV)Document8 pagesTP Convoyeur A Vis (Amiri Slim 3eme TV)Sliim AmiriPas encore d'évaluation
- EXAM Djelfa MI Corrosion 2012-2013Document3 pagesEXAM Djelfa MI Corrosion 2012-2013ميكانيك الوادي100% (1)
- TD 1 Tribologie PDFDocument3 pagesTD 1 Tribologie PDFbey100% (1)
- Etude Et Amélioration D'une Découpeuse Des Plaques de JointDocument31 pagesEtude Et Amélioration D'une Découpeuse Des Plaques de JointMoudi BouhlelPas encore d'évaluation
- 41CR4Document50 pages41CR4Baraa BaizidiPas encore d'évaluation
- Chapitre 1 - Procédé de FabricationDocument10 pagesChapitre 1 - Procédé de Fabricationالسعيد بوحملةPas encore d'évaluation
- Formation Sur PRP 2017Document37 pagesFormation Sur PRP 2017Mohamed ZaaratPas encore d'évaluation
- Rapport de Stage PFE 1 Modifiée 1Document110 pagesRapport de Stage PFE 1 Modifiée 1iheb Ben ahmedPas encore d'évaluation
- Charly Robot 4 UDocument4 pagesCharly Robot 4 UAbdellah El BarkanyPas encore d'évaluation
- Mef UnstimDocument54 pagesMef UnstimISAAC SOGLOPas encore d'évaluation
- Controle Final en RDM GMSI2 2020 2021 VFDocument1 pageControle Final en RDM GMSI2 2020 2021 VFYassine MamePas encore d'évaluation
- Pfe Version Final PDFDocument86 pagesPfe Version Final PDFAchraf MokranePas encore d'évaluation
- Mini Projet MEFDocument7 pagesMini Projet MEFANDAHMOUPas encore d'évaluation
- Examen Traitement Surface 2020Document4 pagesExamen Traitement Surface 2020HOUSSAME NAIMPas encore d'évaluation
- Chapitrei AV1 2018Document51 pagesChapitrei AV1 2018YassineZklPas encore d'évaluation
- Choix Du Plan de JointDocument27 pagesChoix Du Plan de JointAdima SaidPas encore d'évaluation
- Analyse Par Éléments Finis Des Déférents Procèdes D'usinageDocument25 pagesAnalyse Par Éléments Finis Des Déférents Procèdes D'usinageMohammed LounisPas encore d'évaluation
- Composants Et Indicateurs de La SDFDocument45 pagesComposants Et Indicateurs de La SDFBOUDOUNIT YounesPas encore d'évaluation
- Faculte Des Hydrocarbures Et de La Chimi PDFDocument18 pagesFaculte Des Hydrocarbures Et de La Chimi PDFanouar boucharebPas encore d'évaluation
- Cours RDM1Document121 pagesCours RDM1Jalal KePas encore d'évaluation
- Cout Plan A: C&C-FRDocument1 pageCout Plan A: C&C-FRSaid AdimaPas encore d'évaluation
- Flambement Des PoutresDocument16 pagesFlambement Des Poutrestoufik khedimPas encore d'évaluation
- Chapitre I - Introduction À La Méthode Des Éléments FinisDocument8 pagesChapitre I - Introduction À La Méthode Des Éléments FinisHamidPas encore d'évaluation
- Ptv-Roue À GorgeDocument5 pagesPtv-Roue À Gorgeadem bengharsaPas encore d'évaluation
- 1 DevoirDocument3 pages1 DevoirHzmidaPas encore d'évaluation
- M8 - Gestion de Production Organisé PDFDocument109 pagesM8 - Gestion de Production Organisé PDFموسى زاويPas encore d'évaluation
- Rapport Modélisation Du Retour Élastique en Pliage Des Tôles en LairDocument92 pagesRapport Modélisation Du Retour Élastique en Pliage Des Tôles en LairriadhbacharPas encore d'évaluation
- Exam Final Mat MetalliquesDocument3 pagesExam Final Mat MetalliquesMohammed El azhariPas encore d'évaluation
- TD ModesDocument1 pageTD ModesMourad TajPas encore d'évaluation
- Tp4 Calcul Raideur Rdm6 Optimisation de Structure Logiciel RDM Le ManDocument5 pagesTp4 Calcul Raideur Rdm6 Optimisation de Structure Logiciel RDM Le ManAmine RdPas encore d'évaluation
- Examens Forge Corrigee (My Ensam)Document43 pagesExamens Forge Corrigee (My Ensam)Awatif BePas encore d'évaluation
- TP Pompe CentrifugeDocument3 pagesTP Pompe CentrifugehoussemPas encore d'évaluation
- Comment Comprendre Qu'il Existe Une Microfissure Dans La Culasse. Rechercher Des Fissures Dans Le Moteur Et Dans Les Cylindres. Dépassement de La Diff PDFDocument20 pagesComment Comprendre Qu'il Existe Une Microfissure Dans La Culasse. Rechercher Des Fissures Dans Le Moteur Et Dans Les Cylindres. Dépassement de La Diff PDFMayeul GeraldoPas encore d'évaluation
- Cours 4 Analyse Fonctionnelle & AMDEC (GE)Document24 pagesCours 4 Analyse Fonctionnelle & AMDEC (GE)Ossama ChahoubPas encore d'évaluation
- Exercice Détermination de La Viscosité D'une Huile MoteurDocument3 pagesExercice Détermination de La Viscosité D'une Huile Moteurالغزيزال الحسن EL GHZIZAL HassanePas encore d'évaluation
- La DureteDocument3 pagesLa Duretemaian sajaPas encore d'évaluation
- Catalogue Metaux D Apport Ewm 2014Document237 pagesCatalogue Metaux D Apport Ewm 2014maian sajaPas encore d'évaluation
- Article Refractaires2016 01Document15 pagesArticle Refractaires2016 01maian sajaPas encore d'évaluation
- Releve CCPDocument2 pagesReleve CCPmaian saja0% (1)
- Article Refractaires2016 01Document15 pagesArticle Refractaires2016 01maian sajaPas encore d'évaluation
- La DureteDocument5 pagesLa DureteMohamed Amine Chouhab100% (1)
- Releve CCPDocument2 pagesReleve CCPPesmes HSPas encore d'évaluation
- Ceramique Refractaire-ConvertiDocument10 pagesCeramique Refractaire-Convertimaian sajaPas encore d'évaluation
- Catalogue Metaux D Apport Ewm 2014Document237 pagesCatalogue Metaux D Apport Ewm 2014maian sajaPas encore d'évaluation
- La DureteDocument3 pagesLa Duretemaian sajaPas encore d'évaluation
- Ceramique Refractaire-ConvertiDocument10 pagesCeramique Refractaire-Convertimaian sajaPas encore d'évaluation
- Exercices GaussDocument8 pagesExercices Gaussmaian sajaPas encore d'évaluation
- Awsz49 Safetyinweldingandcutting 130528031946 Phpapp01Document31 pagesAwsz49 Safetyinweldingandcutting 130528031946 Phpapp01HassanSobohPas encore d'évaluation
- Bernoulli PDFDocument5 pagesBernoulli PDFMãr ÔuaPas encore d'évaluation
- Vérification Du Théorème de BernoulliDocument14 pagesVérification Du Théorème de BernoulliAbbas Sabba71% (17)
- Soudage de PiplineuDocument35 pagesSoudage de Piplineumaian saja0% (1)
- Awsz49 Safetyinweldingandcutting 130528031946 Phpapp01Document31 pagesAwsz49 Safetyinweldingandcutting 130528031946 Phpapp01HassanSobohPas encore d'évaluation
- KKKKKKKKKKKKKDocument8 pagesKKKKKKKKKKKKKmaian sajaPas encore d'évaluation
- Fascicule TP2012-13Document58 pagesFascicule TP2012-13Moustapha BelmoudenPas encore d'évaluation
- Fatima NouadriaDocument104 pagesFatima Nouadriamaian sajaPas encore d'évaluation
- Corrig Exercice ExamenDocument3 pagesCorrig Exercice Examenmaian sajaPas encore d'évaluation
- Exercices GaussDocument8 pagesExercices Gaussmaian sajaPas encore d'évaluation
- These HamideDocument286 pagesThese Hamidemaian sajaPas encore d'évaluation
- FINAL Corrosion French2Document2 pagesFINAL Corrosion French2SanaPas encore d'évaluation
- Exercices Corrigés Théorème de GaussDocument18 pagesExercices Corrigés Théorème de Gaussmaian saja88% (8)
- Examen TD - 20 - 19Document1 pageExamen TD - 20 - 19maian sajaPas encore d'évaluation
- الكهرباء والمغناطيسية pdf أحمد فيزاري PDFDocument263 pagesالكهرباء والمغناطيسية pdf أحمد فيزاري PDFMahmoud ElemamPas encore d'évaluation
- TPphysique 2Document6 pagesTPphysique 2maian sajaPas encore d'évaluation
- Cours Phys2 Theoreme de GaussDocument15 pagesCours Phys2 Theoreme de Gaussmaian sajaPas encore d'évaluation
- Ester If Ication 2020Document4 pagesEster If Ication 2020anwarPas encore d'évaluation
- TSpe TPC12 ProductionH2Document2 pagesTSpe TPC12 ProductionH2Mouhamed NadirPas encore d'évaluation
- Adiaril Réhydratation GASTRO ENFANTDocument1 pageAdiaril Réhydratation GASTRO ENFANTmarie christine cheuzevillePas encore d'évaluation
- Les Aciers Pour Émaillage Et L'acier Émaillé - ArcelorMittalDocument64 pagesLes Aciers Pour Émaillage Et L'acier Émaillé - ArcelorMittaltounsiPas encore d'évaluation
- Especificaciones R 134aDocument2 pagesEspecificaciones R 134aabejadosPas encore d'évaluation
- Généralités Sur La Chimie Des HydrocarburesDocument19 pagesGénéralités Sur La Chimie Des Hydrocarburesfarouk federerPas encore d'évaluation
- Formation Brasage Sans Plomb PDFDocument36 pagesFormation Brasage Sans Plomb PDFm*daliPas encore d'évaluation
- A La Découverte de L'eau PureDocument12 pagesA La Découverte de L'eau PureKhadija Moustaid100% (1)
- EXPOSE2 AyaDocument8 pagesEXPOSE2 AyarimPas encore d'évaluation
- FR LetákDocument2 pagesFR LetákPavel PilchPas encore d'évaluation
- 69 SGN 265 GitDocument39 pages69 SGN 265 GitMassy TraorePas encore d'évaluation
- 2019 - Biocomposite Lin AutomobileDocument54 pages2019 - Biocomposite Lin AutomobileFisso Ben BenPas encore d'évaluation
- IChO1-Structure de La Matière - CorrigéDocument2 pagesIChO1-Structure de La Matière - CorrigéDominique LoeuilletPas encore d'évaluation
- Master2 Chara WidadDocument97 pagesMaster2 Chara Widadwail satouhPas encore d'évaluation
- Série D'exercice: Les Généralités de La Chimie Organique - 1e SDocument1 pageSérie D'exercice: Les Généralités de La Chimie Organique - 1e SMariama GayePas encore d'évaluation
- 8 - Corrosions SpécifiquesDocument31 pages8 - Corrosions SpécifiquesWilson Njange100% (1)
- Cours-Minerale 2017 FinalDocument101 pagesCours-Minerale 2017 FinalanassPas encore d'évaluation
- Ressources Energétique Partie2 Charbon GazDocument39 pagesRessources Energétique Partie2 Charbon GazOmaima MoukrimPas encore d'évaluation
- Traitement de GazDocument5 pagesTraitement de GazAmine100% (1)
- Serie 3 (2020-2021)Document2 pagesSerie 3 (2020-2021)lamia machkourPas encore d'évaluation
- L1 ST S1 Métiers GDP SAVONS PDFDocument11 pagesL1 ST S1 Métiers GDP SAVONS PDFSamira SedkaPas encore d'évaluation
- Chapitre 3-Transformations Chimiques S'effectuée Deux SensDocument2 pagesChapitre 3-Transformations Chimiques S'effectuée Deux SensMoulham KhalidPas encore d'évaluation
- SAE 2.3 - Cléro Lana Pégain EnorahDocument3 pagesSAE 2.3 - Cléro Lana Pégain EnorahEnorah PEGAINPas encore d'évaluation
- GAUN CatalogoDocument228 pagesGAUN CatalogoMoris BankoPas encore d'évaluation
- Transesterificationdunehuilealimentaireusagee PDFDocument60 pagesTransesterificationdunehuilealimentaireusagee PDFRihab BouzaziPas encore d'évaluation
- TPChi8 Corrige 1S4Document3 pagesTPChi8 Corrige 1S4Abdelkrim ABPas encore d'évaluation
- Corrige Cours de Chimie OrganiqueDocument25 pagesCorrige Cours de Chimie OrganiqueMLAN HesnaPas encore d'évaluation
- ExtrusionDocument2 pagesExtrusionhana tliliPas encore d'évaluation
- Les Polymères: 1. Définition 2. Polymères Naturels Et Synthétiques 3. Synthèse de PolymèresDocument27 pagesLes Polymères: 1. Définition 2. Polymères Naturels Et Synthétiques 3. Synthèse de PolymèresettbibmahdiPas encore d'évaluation
- Chimie Organique Fin PC Blabla Au TableauDocument10 pagesChimie Organique Fin PC Blabla Au TableauFarouk SaadPas encore d'évaluation
- Aimez-Vous en 12 Étapes Pratiques: Un Manuel pour Améliorer l'Estime de Soi, Prendre Conscience de sa Valeur, se Débarrasser du Doute et Trouver un Bonheur VéritableD'EverandAimez-Vous en 12 Étapes Pratiques: Un Manuel pour Améliorer l'Estime de Soi, Prendre Conscience de sa Valeur, se Débarrasser du Doute et Trouver un Bonheur VéritableÉvaluation : 5 sur 5 étoiles5/5 (4)
- Le livre de la mémoire libérée : Apprenez plus vite, retenez tout avec des techniques de mémorisation simples et puissantesD'EverandLe livre de la mémoire libérée : Apprenez plus vite, retenez tout avec des techniques de mémorisation simples et puissantesÉvaluation : 4 sur 5 étoiles4/5 (6)
- Améliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesD'EverandAméliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesÉvaluation : 5 sur 5 étoiles5/5 (2)
- Le TDA/H chez l'adulte: Apprendre à vivre sereinement avec son trouble de l'attentionD'EverandLe TDA/H chez l'adulte: Apprendre à vivre sereinement avec son trouble de l'attentionPas encore d'évaluation
- Hypnotisme et Magnétisme, Somnambulisme, Suggestion et Télépathie, Influence personnelle: Cours Pratique completD'EverandHypnotisme et Magnétisme, Somnambulisme, Suggestion et Télépathie, Influence personnelle: Cours Pratique completÉvaluation : 4.5 sur 5 étoiles4.5/5 (8)
- La Pensée Positive en 30 Jours: Manuel Pratique pour Penser Positivement, Former votre Critique Intérieur, Arrêter la Réflexion Excessive et Changer votre État d'Esprit: Devenir une Personne Consciente et PositiveD'EverandLa Pensée Positive en 30 Jours: Manuel Pratique pour Penser Positivement, Former votre Critique Intérieur, Arrêter la Réflexion Excessive et Changer votre État d'Esprit: Devenir une Personne Consciente et PositiveÉvaluation : 4.5 sur 5 étoiles4.5/5 (12)
- 20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsD'Everand20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Force Mentale et Maîtrise de la Discipline: Renforcez votre Confiance en vous pour Débloquer votre Courage et votre Résilience ! (Comprend un Manuel Pratique en 10 Étapes et 15 Puissants Exercices)D'EverandForce Mentale et Maîtrise de la Discipline: Renforcez votre Confiance en vous pour Débloquer votre Courage et votre Résilience ! (Comprend un Manuel Pratique en 10 Étapes et 15 Puissants Exercices)Évaluation : 4.5 sur 5 étoiles4.5/5 (28)
- Secrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieD'EverandSecrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieÉvaluation : 5 sur 5 étoiles5/5 (2)
- La vie des abeilles: Prix Nobel de littératureD'EverandLa vie des abeilles: Prix Nobel de littératureÉvaluation : 4 sur 5 étoiles4/5 (41)
- L'Ombre à l'Univers: La structure des particules élémentaires XIIfD'EverandL'Ombre à l'Univers: La structure des particules élémentaires XIIfPas encore d'évaluation
- L'Interprétation des rêves de Sigmund Freud: Les Fiches de lecture d'UniversalisD'EverandL'Interprétation des rêves de Sigmund Freud: Les Fiches de lecture d'UniversalisPas encore d'évaluation
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- Transformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitD'EverandTransformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitÉvaluation : 4 sur 5 étoiles4/5 (14)
- Harmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020D'EverandHarmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020Évaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Introduction à la psychologie des émotions: De Darwin aux neurosciences: découvrir les émotions et leur mode de fonctionnementD'EverandIntroduction à la psychologie des émotions: De Darwin aux neurosciences: découvrir les émotions et leur mode de fonctionnementPas encore d'évaluation
- Semer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumeD'EverandSemer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumePas encore d'évaluation
- L'autodiscipline pour les entrepreneurs: Comment développer et maintenir l'autodiscipline en tant qu'entrepreneurD'EverandL'autodiscipline pour les entrepreneurs: Comment développer et maintenir l'autodiscipline en tant qu'entrepreneurÉvaluation : 4 sur 5 étoiles4/5 (2)
- Approvisionnement et traitement de l’eau: Les Grands Articles d'UniversalisD'EverandApprovisionnement et traitement de l’eau: Les Grands Articles d'UniversalisPas encore d'évaluation
- Manuel de fabrication du savon: Je fabrique mes savons facilementD'EverandManuel de fabrication du savon: Je fabrique mes savons facilementÉvaluation : 5 sur 5 étoiles5/5 (4)
- Géologie de l'Amérique: Les Grands Articles d'UniversalisD'EverandGéologie de l'Amérique: Les Grands Articles d'UniversalisPas encore d'évaluation