Vous aimerez peut-être aussi
- Guide Choisir - Collégial 2024: 36e édition - Toute l'information sur les formations collégiales (DEC, DEC-BAC et passerelles)D'EverandGuide Choisir - Collégial 2024: 36e édition - Toute l'information sur les formations collégiales (DEC, DEC-BAC et passerelles)Pas encore d'évaluation
- Gestion Des Stocks Et Des Approvisionnemets - Réalisé Par Rajiz Othmane - Encadré Par MR Mourad RehiouiDocument47 pagesGestion Des Stocks Et Des Approvisionnemets - Réalisé Par Rajiz Othmane - Encadré Par MR Mourad RehiouiBest BossPas encore d'évaluation
- Guide Choisir - Université 2024: 23e édition - Toute l'information sur les formations universitaires (BAC)D'EverandGuide Choisir - Université 2024: 23e édition - Toute l'information sur les formations universitaires (BAC)Pas encore d'évaluation
- Rapport de Stage de Fin D'étudeDocument73 pagesRapport de Stage de Fin D'étudeOumayma BerrichePas encore d'évaluation
- Rapport GESTION DE FLUXDocument46 pagesRapport GESTION DE FLUXHamza Amellouk100% (3)
- Rapport FinalDocument54 pagesRapport FinalRissanata Ilboudo100% (1)
- Guide Choisir - Secondaire 2024: 36e édition - Toute l'information sur les formations professionnelles (DEP et ASP)D'EverandGuide Choisir - Secondaire 2024: 36e édition - Toute l'information sur les formations professionnelles (DEP et ASP)Pas encore d'évaluation
- L'Audit Des Stocks Dans Le Cadre D'une Mission de Commissariat Aux ComptesDocument81 pagesL'Audit Des Stocks Dans Le Cadre D'une Mission de Commissariat Aux ComptesAdama Sank Diallo89% (44)
- Gestion de StockDocument59 pagesGestion de StockYouness Mahmoudi85% (13)
- Mémoire Fin D'étude L3 Gestion de StockDocument69 pagesMémoire Fin D'étude L3 Gestion de StockDjouness Matondo100% (4)
- ArijDocument59 pagesArijNassim “NVSIW” BenkhaledPas encore d'évaluation
- +mémoire DLIOU MOHAMED-AECDocument85 pages+mémoire DLIOU MOHAMED-AECdliouPas encore d'évaluation
- PFE Gestion de L'entrepot LCWAIKIKIDocument27 pagesPFE Gestion de L'entrepot LCWAIKIKIMr.Pas encore d'évaluation
- Memoire Tlemcen PDFDocument68 pagesMemoire Tlemcen PDFMĩŝSê ÏķrằmitàPas encore d'évaluation
- Rapport - Oncf Ensa AgadirDocument108 pagesRapport - Oncf Ensa AgadirIbtissam ElmansouriPas encore d'évaluation
- Mémoire de Fin D'études YunussDocument60 pagesMémoire de Fin D'études Yunussdembeleyounoussa5Pas encore d'évaluation
- Événemment 2Document35 pagesÉvénemment 2Marwane MlihPas encore d'évaluation
- Rapport de Fin D'étudesDocument31 pagesRapport de Fin D'étudesMent AhmedPas encore d'évaluation
- Evaluation de La Gestion Des Stock Au Sein de L'entreprise PDFDocument67 pagesEvaluation de La Gestion Des Stock Au Sein de L'entreprise PDFdrastop100% (1)
- ZYBOTHDocument47 pagesZYBOTHDieuveil ZybothPas encore d'évaluation
- Mémoire Oussama NabilDocument74 pagesMémoire Oussama NabilImane AARABPas encore d'évaluation
- PFE E-logistiqueDocument65 pagesPFE E-logistiqueMeryem Rahmoun100% (1)
- Rapport de Stage AtacadaoDocument39 pagesRapport de Stage Atacadaooumaima elharrar100% (3)
- Copie 2022 PDF-Rafik-2Document52 pagesCopie 2022 PDF-Rafik-2Amine MokniPas encore d'évaluation
- Pfe Anp Gas3Document100 pagesPfe Anp Gas3elbadia anas100% (1)
- Yapo PaulDocument112 pagesYapo Pauldavid gnagoPas encore d'évaluation
- Rapport GBMDocument41 pagesRapport GBMsamirlyl100% (1)
- RedactionDocument109 pagesRedactionLuai hachimPas encore d'évaluation
- Mémoire Expertise Comptable Mohamed MahfoudDocument219 pagesMémoire Expertise Comptable Mohamed MahfoudrachidelhilalyPas encore d'évaluation
- Pfe Final 2023Document53 pagesPfe Final 2023zineb najiPas encore d'évaluation
- rapport de stage ministère de la justiceDocument51 pagesrapport de stage ministère de la justiceBADAOUI HibaPas encore d'évaluation
- Rapport Port SEC SIDI GHANEM ONCF Hassani SouadDocument67 pagesRapport Port SEC SIDI GHANEM ONCF Hassani Souadsouad HassaniPas encore d'évaluation
- Copie de Memoire Brut Adou 20201Document85 pagesCopie de Memoire Brut Adou 20201djerahleslyPas encore d'évaluation
- Rapport de Stage Mjnaoui VFDocument34 pagesRapport de Stage Mjnaoui VFOmar El Mejnaoui100% (1)
- Projet de Fin D'études Pour L'obtention de La Licence en Economie Et GestionDocument3 pagesProjet de Fin D'études Pour L'obtention de La Licence en Economie Et GestionFatima zahrae AabidaPas encore d'évaluation
- Rapport de Stage OcpDocument76 pagesRapport de Stage OcpEl Mouden Brahim75% (4)
- Modele Memoire ClaudioDocument126 pagesModele Memoire ClaudioTokimalalaRajaonarisoaPas encore d'évaluation
- RabemanantsoaAlisanjy GES M1 12Document82 pagesRabemanantsoaAlisanjy GES M1 12Abdelwahab El HadiriPas encore d'évaluation
- Rapport Budget FINALDocument80 pagesRapport Budget FINALAdam Ilyas100% (1)
- Projet Fin D'étude Gestion Des StocksDocument43 pagesProjet Fin D'étude Gestion Des Stocksoumaima elharrar86% (7)
- Ileic PFEDocument92 pagesIleic PFEidirPas encore d'évaluation
- Rapport Hind IsmailiDocument101 pagesRapport Hind IsmailiEL MAZRIA Hamza100% (1)
- Projet OUMADocument28 pagesProjet OUMAOmaima AmhouPas encore d'évaluation
- La Licence Fondamentale en Économie Et Gestio1Document111 pagesLa Licence Fondamentale en Économie Et Gestio1Issam MellaliPas encore d'évaluation
- Le Tout A L Anglais en Arabie Saoudite MDocument128 pagesLe Tout A L Anglais en Arabie Saoudite Mcynthia ljPas encore d'évaluation
- Cosquare Final FinalDocument166 pagesCosquare Final Finalsoukainamasrafi2Pas encore d'évaluation
- Capture D'écran . 2023-05-24 À 12.36.37Document76 pagesCapture D'écran . 2023-05-24 À 12.36.37Mkt NbkPas encore d'évaluation
- Rapport Pfe Aziz El YoubariDocument55 pagesRapport Pfe Aziz El YoubariHanaa KaidiPas encore d'évaluation
- Memoire Lamia Version FinaleDocument58 pagesMemoire Lamia Version FinalelamiabenladghemPas encore d'évaluation
- Stock EniemDocument117 pagesStock Eniemfethi752Pas encore d'évaluation
- robinsonMirindraniainaNM_GES_M1_13Document75 pagesrobinsonMirindraniainaNM_GES_M1_13miorajaoneraPas encore d'évaluation
- En-Tete Rapport MagangaDocument6 pagesEn-Tete Rapport MagangaGeorges MagangaPas encore d'évaluation
- Mouzaia - Amourat.memoire MasterDocument84 pagesMouzaia - Amourat.memoire MasterYouness Daaiki100% (1)
- DOC-20231223-WA0000. (1)Document45 pagesDOC-20231223-WA0000. (1)souleykhabonnePas encore d'évaluation
- Mémoire de Projet de Fin D'etudesDocument109 pagesMémoire de Projet de Fin D'etudesAmine LouhichiPas encore d'évaluation
- Rapport Kouassi Yao DrissaDocument60 pagesRapport Kouassi Yao DrissaAnicet Konan100% (1)
- Pfe Final HouyamDocument101 pagesPfe Final HouyamChaimaà Chocho50% (2)
- Rapport de Stage –Ghizlane AskiriDocument33 pagesRapport de Stage –Ghizlane AskiriInass ELHAOUARIPas encore d'évaluation
- 38 Ans Boulkassoumbougou Rue 635, N°298 Nationalité: Malienne Téléphone: 74 66 47 59/65 52 45 14Document5 pages38 Ans Boulkassoumbougou Rue 635, N°298 Nationalité: Malienne Téléphone: 74 66 47 59/65 52 45 14Albakaye CamaraPas encore d'évaluation
- Rapport de Fin de Cycle: Theme: Les Modes de Stockage Des Marchandises Dans Un EntrepotDocument31 pagesRapport de Fin de Cycle: Theme: Les Modes de Stockage Des Marchandises Dans Un EntrepotAlbakaye CamaraPas encore d'évaluation
- Le Livre Noir Du Terrorisme PDFDocument152 pagesLe Livre Noir Du Terrorisme PDFASTROLAB4208Pas encore d'évaluation
- Hello: - 1 Partie:forme Et Disposition - 2 Partie:disposition - Entrepot - EmballageDocument3 pagesHello: - 1 Partie:forme Et Disposition - 2 Partie:disposition - Entrepot - EmballageAlbakaye CamaraPas encore d'évaluation
- Comptabilit AnalytiqueDocument29 pagesComptabilit AnalytiqueAhmed JebariPas encore d'évaluation
- Partie 4 Analyse D'exploitationDocument9 pagesPartie 4 Analyse D'exploitationbouimizar9Pas encore d'évaluation
- Tva 20 21 CH 01Document46 pagesTva 20 21 CH 01Ben Ali IdrisPas encore d'évaluation
- Cours SiadDocument75 pagesCours SiadRachid El AlaouiPas encore d'évaluation
- La Lutte Contre La Fraude Dans Les EntreprisesDocument74 pagesLa Lutte Contre La Fraude Dans Les Entreprisesauditor_93100% (1)
- Recap ComptaDocument25 pagesRecap Comptaaxime1Pas encore d'évaluation
- Cours - M2R - Orga - Support - Partie - 1 - Promo2011 (1) - CopieDocument38 pagesCours - M2R - Orga - Support - Partie - 1 - Promo2011 (1) - CopieHana Ben MaallemPas encore d'évaluation
- MadecDocument3 pagesMadecSoukaina HaninePas encore d'évaluation
- 22 Juin PFE Zouiten Youssef (Mise en Place D'un Nouveau Système P Our La Gestion Du Processus Approvisionnement)Document82 pages22 Juin PFE Zouiten Youssef (Mise en Place D'un Nouveau Système P Our La Gestion Du Processus Approvisionnement)Rachid Alonso'83% (6)
- La Gestion Des StocksDocument44 pagesLa Gestion Des StocksYounes Yaqine100% (1)
- Terminologies LogistiqueDocument4 pagesTerminologies LogistiqueKaimbacamara100% (1)
- Chapitre V La Classification Des Stocks (Loi Des ABC Et Loi de PARETO)Document10 pagesChapitre V La Classification Des Stocks (Loi Des ABC Et Loi de PARETO)AG DEV100% (1)
- Gestion Commerciale Sur Sage Ligne 100Document44 pagesGestion Commerciale Sur Sage Ligne 100Ismail Sosse Alaoui100% (2)
- Poly Gestion Logistiquev2020Document35 pagesPoly Gestion Logistiquev2020karimPas encore d'évaluation
- Guide Des TPs M09 - DVPT Client - Serveur - Linq, Connecté Et Deconnecté - CSharpDocument66 pagesGuide Des TPs M09 - DVPT Client - Serveur - Linq, Connecté Et Deconnecté - CSharpRadouane El Asri100% (1)
- Le Problème Du Transport Routier Dans Le Cas de GroupageDocument46 pagesLe Problème Du Transport Routier Dans Le Cas de GroupageYassine AIT OUAZZANEPas encore d'évaluation
- Expose Gestion StockDocument19 pagesExpose Gestion StockyvonnePas encore d'évaluation
- Gestion de ProductionDocument25 pagesGestion de ProductionAlaa Eddine BrahemPas encore d'évaluation
- Réforme de L'administration Légale Des Mineurs Par L'ordonnance Du 15 Octobre 2015 Entrée en Vigueur Le 1er Janvier 2016Document2 pagesRéforme de L'administration Légale Des Mineurs Par L'ordonnance Du 15 Octobre 2015 Entrée en Vigueur Le 1er Janvier 2016scpemevmPas encore d'évaluation
- La Logistique InverseDocument18 pagesLa Logistique InverseMohamed Benkhadda91% (23)
- Gestion Stocks & Entrepôts 2Document38 pagesGestion Stocks & Entrepôts 2MOHAMED REDA LAKHLIFIPas encore d'évaluation
- PDPDocument29 pagesPDPMeriem El Hamri50% (2)
- SCF Plan ComptableDocument47 pagesSCF Plan ComptableFarrah Soumeur-Ziegler100% (1)
- Fiche Td3 TFTDocument3 pagesFiche Td3 TFTchaima merbahPas encore d'évaluation
- M07 - Maîtrise Des Techniques de Gestion Des Stocks - TH-TSTHDocument41 pagesM07 - Maîtrise Des Techniques de Gestion Des Stocks - TH-TSTHYassine JALLOULIPas encore d'évaluation
- Rapport Stage ABCDocument24 pagesRapport Stage ABCYoussef Iab100% (1)
- Proposition D'examen AP1 2021-2022Document2 pagesProposition D'examen AP1 2021-2022ben Mhamed IssamPas encore d'évaluation
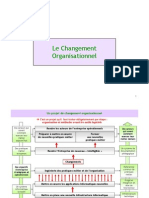
- Changement OrganisationnelDocument20 pagesChangement Organisationnelxpat37550Pas encore d'évaluation
- TSREL EFF 2014 - V2 - CorrigéDocument20 pagesTSREL EFF 2014 - V2 - CorrigéAbdenbiBelghitiPas encore d'évaluation
- Programme de Comptabilité VDocument5 pagesProgramme de Comptabilité VDemba KanoutePas encore d'évaluation
- Comment transformer 5000€ en un millionD'EverandComment transformer 5000€ en un millionÉvaluation : 2 sur 5 étoiles2/5 (1)
- La comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreD'EverandLa comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreÉvaluation : 2 sur 5 étoiles2/5 (1)
- Gestion de projet : outils pour la vie quotidienneD'EverandGestion de projet : outils pour la vie quotidienneÉvaluation : 5 sur 5 étoiles5/5 (2)
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.D'EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Évaluation : 3.5 sur 5 étoiles3.5/5 (6)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- Le Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiD'EverandLe Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiÉvaluation : 5 sur 5 étoiles5/5 (1)
- 7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueD'Everand7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Investir pour les débutants - Démarrer en 10 étapes facilesD'EverandInvestir pour les débutants - Démarrer en 10 étapes facilesÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Direction, Alignment, Commitment: Achieving Better Results Through Leadership, First Edition (French)D'EverandDirection, Alignment, Commitment: Achieving Better Results Through Leadership, First Edition (French)Pas encore d'évaluation
- La communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseD'EverandLa communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseÉvaluation : 5 sur 5 étoiles5/5 (1)
- Comment trader dans un range: Négociez sur le marché le plus intéressant du mondeD'EverandComment trader dans un range: Négociez sur le marché le plus intéressant du mondeÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsD'EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Réussir son marketing par courriel : Communiquer - Fidéliser - MonétiserD'EverandRéussir son marketing par courriel : Communiquer - Fidéliser - MonétiserPas encore d'évaluation
- Si tu n’es pas le premier, tu es le dernier: Stratégies de vente pour dominer votre marché et devancer vos concurrentsD'EverandSi tu n’es pas le premier, tu es le dernier: Stratégies de vente pour dominer votre marché et devancer vos concurrentsÉvaluation : 5 sur 5 étoiles5/5 (1)
- La stratégie commerciale en boulangerie pâtisserieD'EverandLa stratégie commerciale en boulangerie pâtisserieÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- Le trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsD'EverandLe trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Ce que vos commerciaux ne font pas et qui vous coûte des millionsD'EverandCe que vos commerciaux ne font pas et qui vous coûte des millionsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Marketing: Guide Pour Gagner De L'argent En Ligne Avec Les Réseaux SociauxD'EverandMarketing: Guide Pour Gagner De L'argent En Ligne Avec Les Réseaux SociauxPas encore d'évaluation
- Les Secrets du MLM: Les Secrets des marketers de réseau compétentsD'EverandLes Secrets du MLM: Les Secrets des marketers de réseau compétentsPas encore d'évaluation
- Forex Trading facile à apprendre: Le guide d'introduction au marché des changes et aux stratégies de négociation les plus efficaces dans l'industrie des devises.D'EverandForex Trading facile à apprendre: Le guide d'introduction au marché des changes et aux stratégies de négociation les plus efficaces dans l'industrie des devises.Évaluation : 4 sur 5 étoiles4/5 (1)
- Le plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentD'EverandLe plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentPas encore d'évaluation
- Guide OCDE-FAO pour des filières agricoles responsablesD'EverandGuide OCDE-FAO pour des filières agricoles responsablesPas encore d'évaluation
- Le Scalping est Amusant! 2: Partie 2: Exemples pratiquesD'EverandLe Scalping est Amusant! 2: Partie 2: Exemples pratiquesÉvaluation : 5 sur 5 étoiles5/5 (1)